ел
оо
со
Изобретение относится к машиностроению и может быть использовано при финишной обработке наружных цилиндрических поверхностей, в частности плунжеров скважинных насосов.
Целью изобретения является повышение качества обработки путем равномерного износа абразивных брусков.
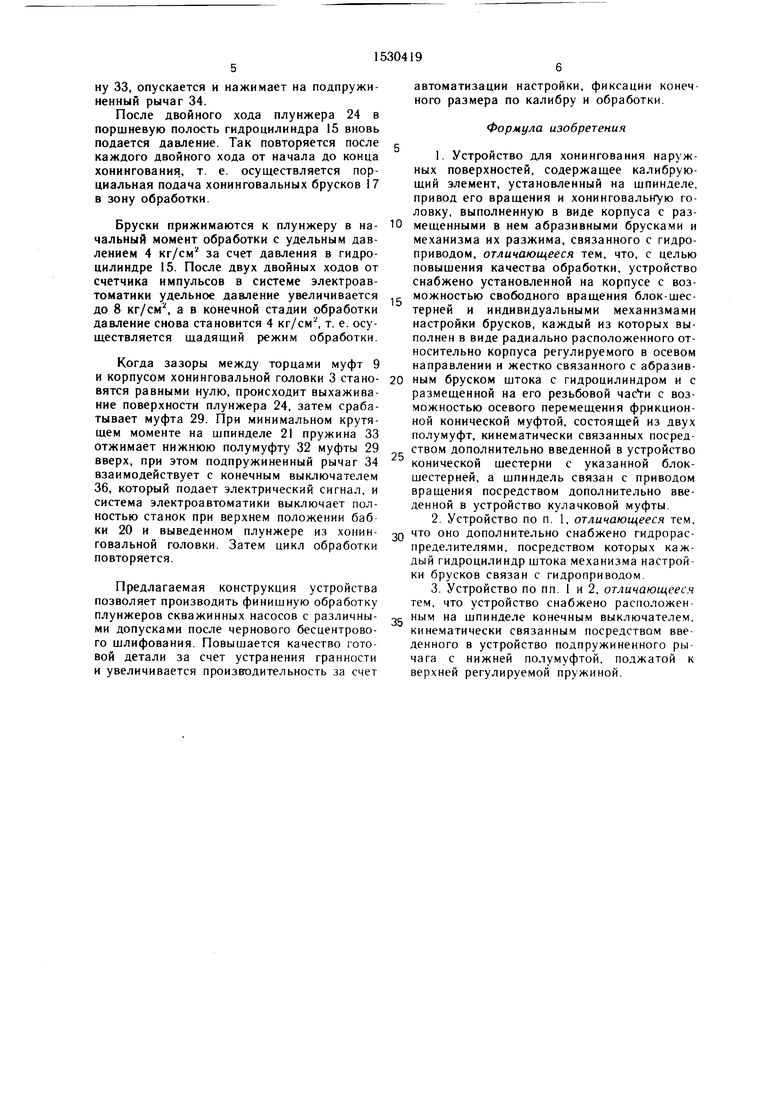
На фиг. 1 показана компоновка устройства для хонингования наружных поверхностей; на фиг. 2 - хонинговальная головка, вид сверху; на фиг. 3 - фрикционная коническая муфта, разрез; на фиг. 4 - муфта, регистрирующая окончание обработки, разрез; на фиг. 5 развертка муфты по зубьям.
Устройство состоит из основания 1, на котором на шариковой опоре 2 с возможностью радиального перемещения в плоскости стола установлен корпус 3 хонинго- вальной головки с цилиндрической проточкой внизу. На корпусе 3 с возможностью свободного вращения установлена блок-шестерня 4, кинематически связанная цилиндрической передачей 5 с гидромотором 6 вращения, управляемым гидрораспределителем 7, и конической передачей с шестернями 8, закрепленными с возможностью свободного вращения на гранях корпуса 3, выполненных по числу брусков. Каждая коническая LuecTepHH 8 через внутренние, свобо.аные в осевом направлении, шлицевые соедиьсния контактирует с фрикционными коническими муфтами 9. Фрикционная коническая муфта 9 имеет внутреннюю резьбовую часть, контактирующую с центральным штоком К) по резьбовой части II.
Цилиндрический конец 12 К) введен во втулку 13 скольжения, размещенную в корпусе хонпнговалыюй головки 3, другой конец резьбовым соединением связан со штоком 14 гидроцилиндра 15.
Центральный шгок 10 жестко соединен с вертикальной граверс(зй 16, на жлорой с одной стороны установлены бруски 1 7, а с другой стороны, со стороны штока, - направ- ляюшие колонны 18, размещенные во втулках скольжения. Гидроцилиндры 15 связаны с гидроприво;1ом через гидрораспределители 19.
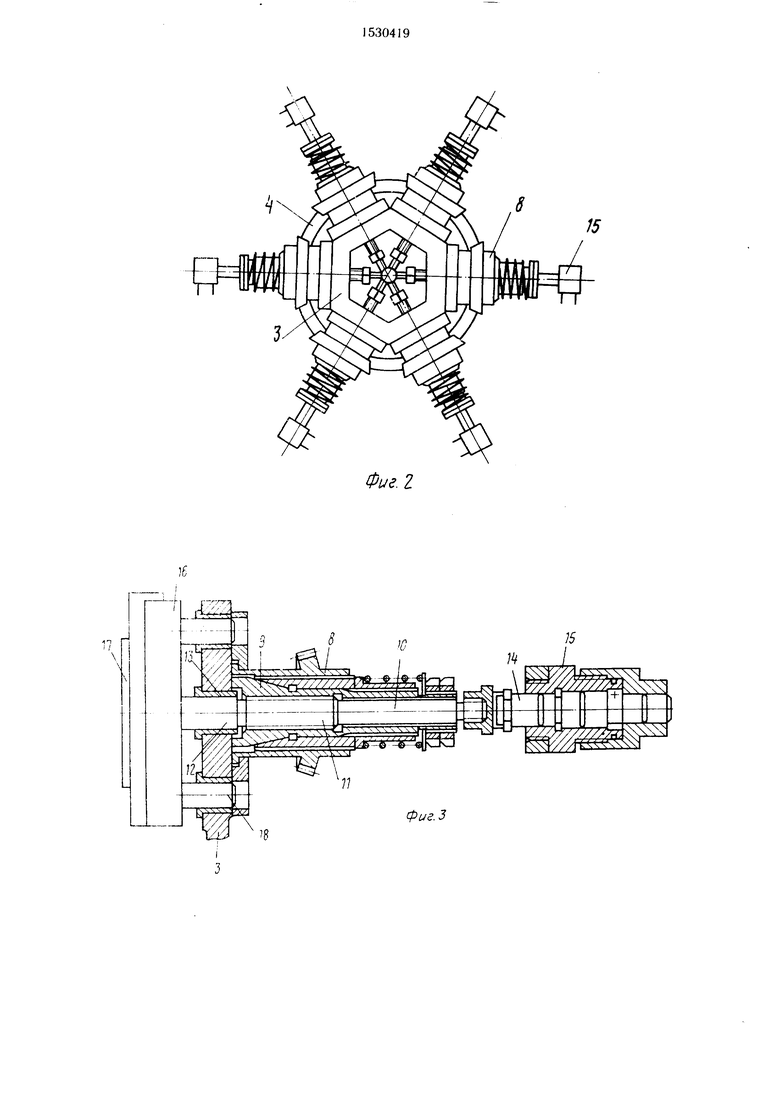
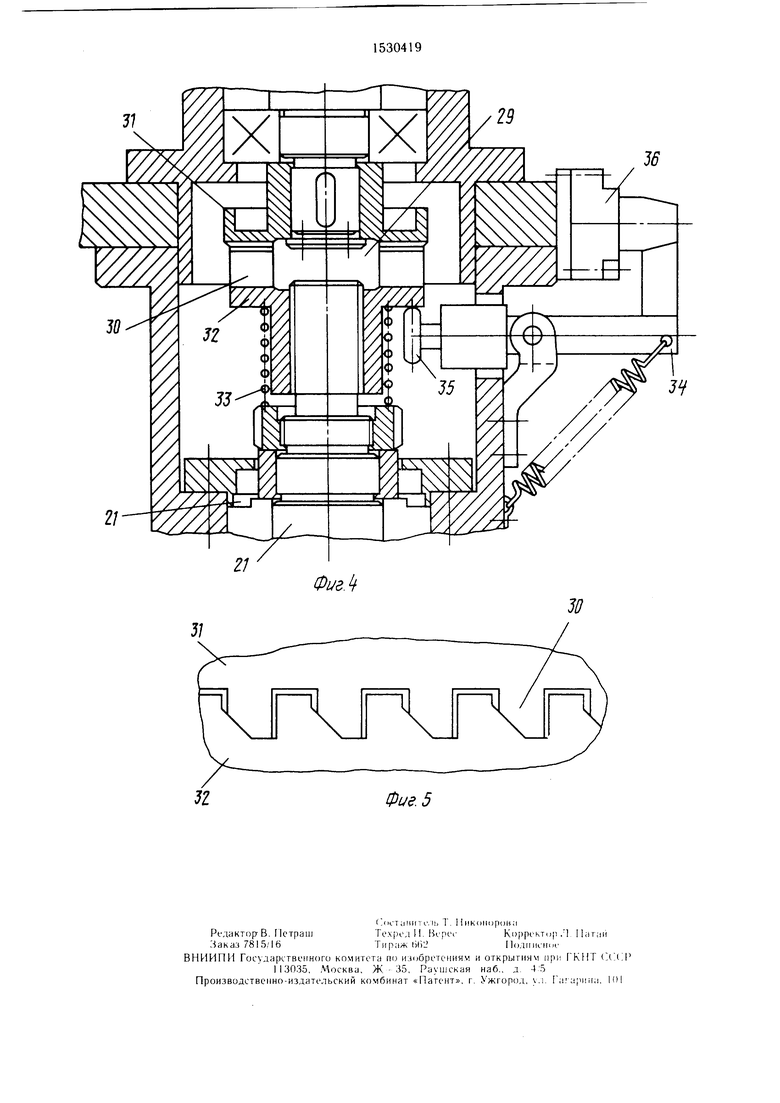
Бабка 20 хоиинговального станка состоит из Ц1пинде,.чя 21, оканчивающегося упругой муфтой 22 и калибром 23, на резьбовую часть которого наворачивается обрабатываемый плунжер 24. Шпиндель 21 соединяется с приводом вращения, состоящим из шкива 25, клиноременной передачи 26 и шкива 27, сидящего на оси гидромотора 28, ку. 1ачконой .муфты 29, снабженной кулачками 30 ((|)иг. 4 и 5), имеющими с одной стороны прямоугольный профи., а с другой срезанный под углом в направлении передачи крутящего момента и состоящей из верхнеч 31 и нижней 32 полумуфт, при этом нижняя половина муфты поджимается к вер.хней половине регулируемой пружиной 33. Нижняя полумуфта 32 контактирует с подпружиненным рычагом 34 через свободно вращающийся ролик 35, а с другой стороны рычаг 34 контактирует с конечным выключателем 36. Бабка 20 получает возвратно- поступательное перемещение от гидроцилиндра 37 через шаровой шарнир 38 и движется по направляющим 39.
Устройство работает следующим обра0 зом.
Обрабатываемая деталь - плунжер 24, имеющий внутреннюю резьбу на конце, наворачивается на резьбу калибра 23. Бабка 20 с помощью гидроцилиндра 37 движется вниз,
пока калибр 23 окажется в зоне абразивных брусков 17. Нодается команда с пульта (не показан), и гидроцилиндр 15 через шток 10 прижимает бруски 17 к калибру 23.
Затем от гидромотора 6, через блок-щес- терню 4, конические шестерни 8, через шли0 цевые соединения заворачивают фрикционные конические муфты 9 по резьбовым местам 11 до упора в грани корпуса 3. После того, как фрикционные муфты 9 своими горцами упрутся в корпус 3 и свободные
в осевом направлении щлицевые втулки, через которые шестерни 8 контактируют с фрикционными коническими муфтами 9 (далее начнут пробуксовывать), блок-щестерня 4 делает один полный оборот, и гидромотор 6 останавливается, так как обе полосQ ти гидромотора 6 оказываются запертыми установкой 1 идрораспределителя 7 в среднее положение. Таким образом происходит настройка на калибр. После этого гидроцилиндры 15 оттягивают щток 10 с траверсами 16 и алмазными брусками 17, освобож5 Дая калибр 23.
Подется команда на включение гидромотора 28, который через клиноременную передачу 26 и шкивы 27 и 25 передает вращение ц пинделю 21, а траверсы 16 с брусками 17 обхватывают вращающийся и двигающийся О вверх плунжер 24. Муфты 9 при этом устанавливаются с зазором между своими торцами и корпусом 3 за счет припуска на обработку плунжеров.
gБабка 20 гидроцилиндром 37 начинает
перемещаться вверх и вниз по направляющим 39 на величину длины обрабатываемого плунжера, ограниченную конечными выключателя.ми (не показаны). Давление в гидроцилиндре 15 поднимается до уровня
0 отрегулированного пружиной соответствующего предохранительного клапана (не показан), затем обе полости цилиндра запираются путем установки золотника гидрораспределителя 19 в среднее положение, и абразивные бруски 17 жестко устанавливаются в
5 заданном положении. Муфта 29 в этот момент передает максимальный крутящий момент на шпиндель 21 бабки 20, при этом нижняя полу муфту 32 муфты 29, отжимая пружину 33, опускается и нажимает на подпружиненный рычаг 34.
После двойного хода плунжера 24 в поршневую полость гидроцнлиндра 15 вновь подается давление. Так повторяется после каждого двойного хода от начала до конца хонинговання, т. е. осуществляется пор- циальная подача хонинговальных брусков 17 в зону обработки.
Брускн прижимаются к плунжеру в начальный момент обработки с удельным давлением 4 кг/см за счет давления в гидроцилиндре 15. После двух двойных ходов от счетчика импульсов в системе электроавтоматики удельное давление увеличивается до 8 кг/см, а в конечной стадии обработки давление снова становится 4 кг/см т. е. осуществляется щадящий режим обработки.
Когда зазоры между торцами муфт 9 и корпусом хонинговальной головки 3 становятся равными нулю, происходит выхаживание поверхности плунжера 24, затем срабатывает муфта 29. При минимальном крутящем моменте на шпинделе 21 пружина 33 отжимает нижнюю полу муфту 32 муфты 29 вверх, при этом подпружиненный рычаг 34 взаимодействует с конечным выключателем 36, который подает электрический сигнал, и система электроавтоматики выключает полностью станок при верхнем положении бабки 20 и выведенном плунжере из хонинговальной головки. Затем цикл обработки повторяется.
Предлагаемая конструкция устройства позволяет производить финишную обработку плунжеров скважинных насосов с различными допусками после чернового бесцентрового шлифования. Повышается качество готовой детали за счет устранения гранности и увеличивается производительность за счет
5
0
5
0
5
автоматизации настройки, фиксации конечного размера по калибру н обработки.
Формула изобретения
. Устройство для хонингования наружных поверхностей, содержащее калибрующий элемент, установленный на шпинделе, привод его вращения и хонинговальн ю головку, выполненную в виде корпуса с размещенными в нем абразивнымн брусками и механизма их разжима, связанного с гидроприводом, отличающееся тем, что, с целью повышения качества обработки, устройство снабжено установленной на корпусе с возможностью свободного вращения блок-шестерней и индивидуальными механизмами настройки брусков, каждый из которых выполнен в виде радиально расположенного относительно корпуса регулируемого в осевом направлении и жестко связанного с абразивным бруском штока с гидроцилиндром и с размещенной на его резьбовой с возможностью осевого перемещения фрикционной конической муфтой, состоящей из двух полумуфт, кинематически связанных посредством дополнительно введенной в устройство конической щестерни с указанной блок- шестерней, а шпиндель связан с приводом вращения посредством дополнительно введенной в устройство кулачковой муфты.
2.Устройство по п. 1, отличающееся тем, что оно дополнительно снабжено гидрораспределителями, посредством которых каждый гидроцилиндр штока механизма настройки брусков связан с гидроприводом.
3.Устройство по пп. 1 и 2, отличающееся тем, что устройство снабжено расположенным на шпинделе конечным выключателем, кинематически связанным посредством введенного в устройство подпружиненного рычага с нижней полумуфтой, поджатой к верхней регулируемой пружиной.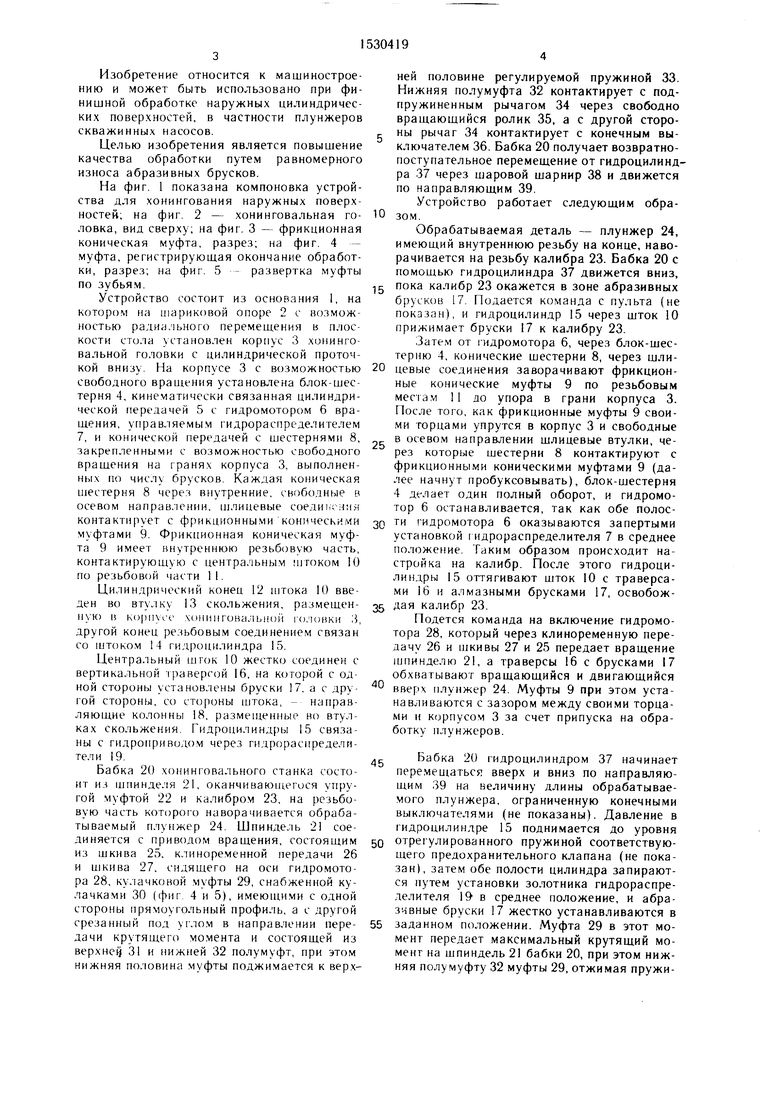
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| Станок для деформирующего протягивания длинномерных труб | 1985 |
|
SU1276482A1 |
| Зубохонинговальный станок | 1974 |
|
SU564109A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1979 |
|
SU856769A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2036775C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| Станок для гальванического хонингования шатунных шеек коленчатых валов | 1983 |
|
SU1133051A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
Изобретение относится к машиностроению и может быть использовано для финишной обработки точных цилиндрических наружных поверхностей. Цель изобретения - повысить качество обработки. Устройство, включающее расположенный на шпинделе калибр, хонинговальную многобрусковую головку с абразивными брусками и механизм разжима брусков, снабжено по количеству брусков индивидуальными механизмами настройки брусков по калибру. Последние выполнены в виде радиально расположенных относительно корпуса 3 регулируемых в осевом направлении и жестко связанных с абразивными брусками штоков с гидроцилиндрами 15 и с размещенными на их резьбовых частях 11 с возможностью осевого перемещения фрикционными коническими муфтами. Последние кинематически связаны посредством дополнительно введенной в устройство конической шестерни 8 с блок-шестерней 4. Шпиндель подключен к приводу вращения посредством дополнительно введенной в устройство кулачковой муфты 29. Каждый гидроцилиндр 15 связан с гидроприводом посредством гидрораспределителя 19. Устройство дополнительно снабжено расположенным на шпинделе конечным выключателем, кинематически связанным посредством подпружиненного рычага с нижней полумуфтой, поджатой к верхней регулируемой пружиной. 2 з.п. ф-лы, 5 ил.
J
Фие.г
;5
рие.З
Фиг.{
J
J
Фие.5
| Устройство для наружного хонингования пакетов поршневых колец | 1973 |
|
SU517473A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
