В промышленности широко известны питатели с применением зубчатых дисков и магазины для подачи заготовок к деревообрабатывающим станкам.
В описываемом питателе для обеспечения непрерывной подачи заготовок на траверсе установлен следяш,ий ролик, отодвигающий зубчатый диск от заготовки в момент контакта с нею, а по обе стороны следящего ролика установлены на горизонтальных валах две пары принудительно вращающихся гладких вальцов.
При условии одинаковой скорости подачи заготовок зубчатыми дисковыми и подающими вальцами, превышающими скорость подачи заготовок на оборудуемом питателем и магазином станке, обеспечивается непрерывная подача заготовок.
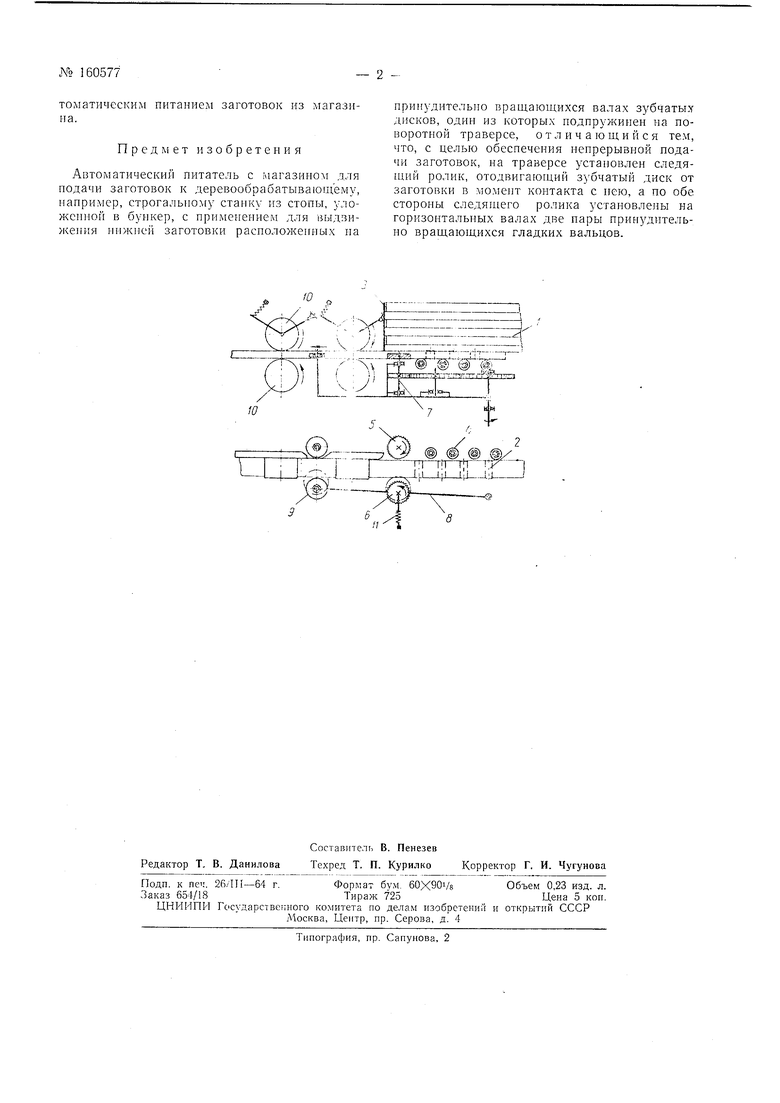
На чертеже показана принципиальная кинематическая схема автоматического питателя с магазином для подачи заготовок.
Стопу заготовок 1 укладывают на опорпые ролики 2 магазина. Передними торцами заготовки ориентируются на стенку 3 магазина, а одна из боковых сторон заготовок-на боковые ролики 4. Нижняя заготовка из магазина выдвигается зубчатыми дисками 5 и
6, которые закреплены па прииудительно вращающихся валах 7. На поворотной траверсе 8 размещены зубчатый диск «5 и следящий ролик 9. Заготовка, выдвигаемая из магазина зубчатыми дисками 5 и 6, поступает в подающие гладкие вальцы 10, которых в игггателе две пары - верхние и нижние. Вальцы в каждой паре принудительно вращаются, причем верхние вальцы подпружинены. При прохождении между первой и второй паралш вальцов 10 заготовка отводит следящий ролик 5 с траверсой S и зубчатым диском 6. Подача зубчатыми дисками 5 м 6 прекращается и осуществляется только вальцами 10. Когда конец первой заготовки уходит за следящий ролик 9, последни вместе с траверсой 8 и зубчатым диском 6 пружиной )/ возвращаются в первоначальное положение. Диски 5 и 6 вновь захватывают нижнюю заготовку, выдвигают ее из магазина и подают в вальцы 10. Цикл подачи заготовок повторяется.
Непрерывная подача заготовок к станку обеспечивается кинематической цепью механизмов питателя и магазина, рассчитанной так, что скорость подачи заготовок дисками 5 и 6 и вальцами 10 больше скорости подачи заготовок на станке, который оборудуется автематическим питанием заготовок из магазина.
Предмет изобретения
Автоматичеекий питатель с магазином для нодачи заготовок к деревообрабатывающему, ианример, строгальному станку из стопы, уложеиной в бункер, с применением для выдвижения ннжней заготовки расположенных на
принудительно вращающихся валах зубчатых дисков, один из которых нодпружипеи на поворотной траверсе, отличающийся тем, что, с целью обеспечения ненрерывной подачи заготовок, на траверсе установлен следяН1ИЙ ролик, отодвигающий зубчатый диск от заготовки в момент контакта с нею, а по обе стороны следян1его ролика установлены на горизоитальных валах две пары принудительно вращающихся гладких вальцов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СТРУЖКИ | 1971 |
|
SU290838A1 |
| Автоматический центр распила | 2017 |
|
RU2668314C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1971 |
|
SU290833A1 |
| ВСЕСОЮЗНАЯ !пмтгцт|5ПЛР?''-''': "''"п!ijtiSt-iEih'J !1ЛК.: .L, ;.:.;;11Б''1 | 1971 |
|
SU289000A1 |
| Станок для изготовления изделий замкнутой формы | 1991 |
|
SU1801694A1 |
| Станок для выпиливания трехгранных планок | 1985 |
|
SU1371909A1 |
| Автомат для вклеивания сукна в отверстия клавиатурных капсюлей | 1960 |
|
SU131610A1 |
| Многосторонний фуговально-строгальный станок | 1987 |
|
SU1562136A1 |
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
