Изобретение предназначено для распила дополнительных материалов для монтажа окон, пластиковых подоконников и алюминиевых водоотливов.
Аналогом заявленного технического решения является пила дисковая циркулярная ручная. Как пример, марка Makita 5705 R.
В корпусе из пластика, нередко армированного, спрятан, как правило, коллекторный двигатель, вращающий через редуктор шпиндель для крепления пильного диска. Между редуктором и шпинделем может находиться размыкающая муфта скольжения, срабатывающая при опасном превышении крутящего момента (вызванном заклиниванием диска). Корпус обычно ориентирован на правшей (впрочем, левше будет удобно работать мощной пилой с гипоидной передачей в редукторе). Для охлаждения мотора в корпусе имеются отверстия, а на оси двигателя закреплена создающая напор воздуха крыльчатка. Воздушный поток используется и для сдувания из зоны реза опилок - они направляются в отводящий патрубок (к нему, как правило, можно подключить строительный пылесос). В основной рукоятке (обычно D-образной, расположенной в задней части инструмента) находится кнопочный выключатель, нередко совмещенный с платой константной электроники и цепью плавного пуска. Шнур питания крепится чаще всего в задней части основной ручки. Во избежание его преждевременного излома может использоваться подвижное шаровое сочленение или хотя бы длинная и упругая входная гильза. Чтобы пилу было удобнее удерживать и направлять во время пиления, в передней части корпуса предусмотрена вторая рукоятка, меньшего размера и зачастую грибовидной формы. Опорная подошва крепится к нижней части корпуса шарнирно, пильный диск проходит через ее продольный вырез. Меняя угол поворота подошвы в продольной плоскости инструмента, можно задавать предельную глубину реза. Поворот в поперечной плоскости позволяет настроить рез под углом от 45 до 90° к плоскости обрабатываемой поверхности. Подошва может быть штампованной из стали или литой из алюминиевого сплава, - последняя обладает большей жесткостью. Как правило, на подошве крепится боковой упор, облегчающий резание, параллельное кромке заготовки. Добавим, что в дополнение к пиле можно приобрести направляющую шину (длиной, как правило, 800-2100 мм) для аккуратного и точного пропила заготовки. Обратите внимание: каждая направляющая рассчитана на работу с пилой определенной марки и модели. А у некоторых пил есть отверстия для стационарного крепления (в перевернутом положении), но это встречается только у мощных инструментов (смотрите ссылку из сети Интернет http://privatdom.info/instrument/251-cirpila.html, дата публикации: 23.09.2016 г.).
Наиболее близким аналогом, выбранного в качестве прототипа является поперечно торцовочный станок. Торцовочные станки полуавтоматические с пневматическим подъемом пильного диска предназначены для использования как отдельно, так и в технологической линии, для вырезания дефектов, изготовления элементов мебели, дверей, рам и переплетов, на любом деревообрабатывающем производстве.
Модель TK-24R, торцовочные станки полуавтоматические с пневматическим подъемом пильного диска предназначены для использования как отдельно, так и в технологической линии, для вырезания дефектов, изготовления элементов мебели, дверей, рам и переплетов, на любом деревообрабатывающем производстве (см. ссылку из сети Интернет http://www.intervesp-stanki.ru/item/tortsovochnyy-stanok-italmac-mj2460.htm, дату публикации: 29.04.2013 г.).
Недостатками аналога и прототипа являются: разметка размеров для отпила, осуществляется по рулеткам (вручную) или на глаз, что влечет отсутствие точности распила ввиду человеческого фактора и низкую скорость распила вручную.
Техническим результатом заявленного изобретения является: снижение брака выпускаемой продукции с одновременным увеличением производительности и, как следствие, повышение эффективности технологического процесса.
Достигаемый технический результат заявленного технического решения реализуется за счет того, что автоматический центр распила состоит из рамы стола загрузки, рамы пильного модуля, рамы стола выгрузки, жестко соединенные между собой, при этом к раме стола выгрузки жестко прикреплен стол выгрузки заготовок, на столе загрузки профилей на сварной раме жестко установлены направляющие цепи, которые служат направляющими для толкателей, установленных жестко на цепях, внутри рамы загрузки установлены два вала, ведущий и ведомый, протянутые через опорные подшипники, закрепленные жестко на раме загрузчика, при этом ведущий вал приводится в движение мальтийским механизмом, который жестко закреплен на раме через площадку на третьей поперечине рамы и через муфту которого протянут ведущий вал, толкатели установлены жестко через кронштейн с шагом от 45 мм на каждой цепи, подающий валик установлен на кронштейне и жестко прикреплен к раме стола загрузки, при этом подающий валик также имеет вертикальный ролик, который закреплен на том же кронштейне, в конце загрузчика расположен привод поперечной подачи, закрепленный через кронштейн к раме загрузчика с частичным выносом в сторону пильного модуля так, что пила проходит по центру в прорези привода поперечной подачи, закреплен на шариково-винтовой паре через кронштейн и приводится в движение шаговым двигателем, закрепленным жестко на корпусе привода поперечной подачи, модуль распила представляет собой сварную раму пильного модуля, внутри которой установлена траверса, нижняя часть балки через вал и подшипники выполнена с возможностью вхождения в основание рамы пильного модуля, а верхняя часть через рычаги стабилизатора закреплена жестко к верхней части рамы, верхняя часть траверсы крепится к штоку пневмоцилиндра, закрепленного через шарнирный соединитель на конце штока на верхней площадке рамы, при этом траверса выполнена с возможностью перемещения по ней пилы, у основания траверсы установлен жестко двигатель с винтом шариково-винтовой пары, которые через гайку, закрепленную на пиле, приводит ее в движение вдоль траверсы, каретка с пилой жестко закреплена на траверсе и скользит на рельсовых направляющих и каретках скольжения, стол загрузки состоит из рамы, установленная на стойках балка перемещения каретки захвата, на которой закреплены жестко рельсовые направляющие и зубчатая рейка, на балке каретки захвата установлена каретка захвата, которая крепится к балке каретками скольжения к рельсам, на каретке жестко через эксцентриковое кольцо установлен сервомотор с редуктором, на конце которого закреплена зубчатая шестерня, крутящий момент передается от сервомотора на шестерню, которая находится на зубчатой рейке балки, при этом на каретке захвата установлен через шарнирный соединитель пневмоцилиндр, на столе выгрузки установлены полозья гребенки на валах жестко закрепленных к раме, при этом полозья гребенки выполнены с возможностью опускания, при этом имеется ременной привод перемещения, состоящий из мотора, шестерен и ремня, при этом на каждой полозе гребенки закреплены через ролики жгуты, при этом устройство имеет числовое программное обеспечение, управляемое контроллером и промышленным компьютером, а также встроенную программу оптимизации заготовок.
При этом направляющие цепи имеют прямоугольную форму и накладки, выполненные из высокомолекулярного пластика.
При этом мальтийский механизм состоит из электромотора, редуктора, звездочки, муфты, соединенных между собой.
При этом толкатели выполнены из алюминия.
При этом подающий валик выполнен обрезиненным.
При этом сварная рама пильного модуля выполнена Г-образной.
Устройство характеризуется чертежами.
На фиг. 1 показан главный вид устройства.
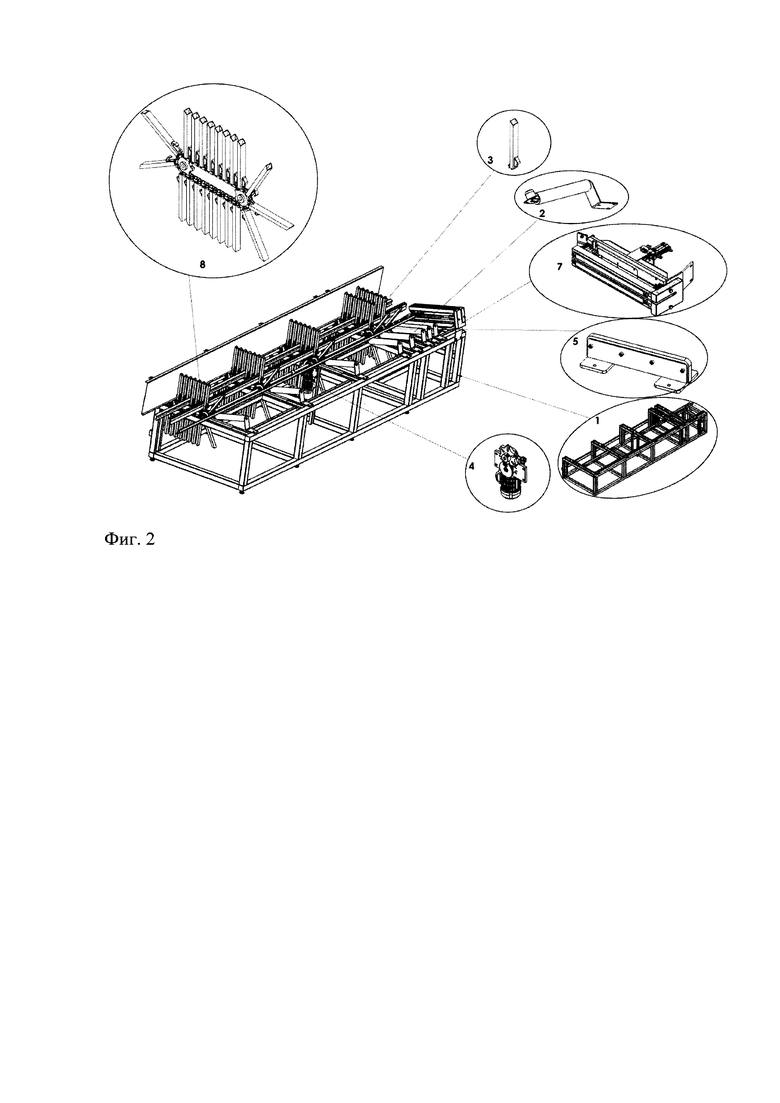
На фиг. 2 показан стол загрузки профилей.
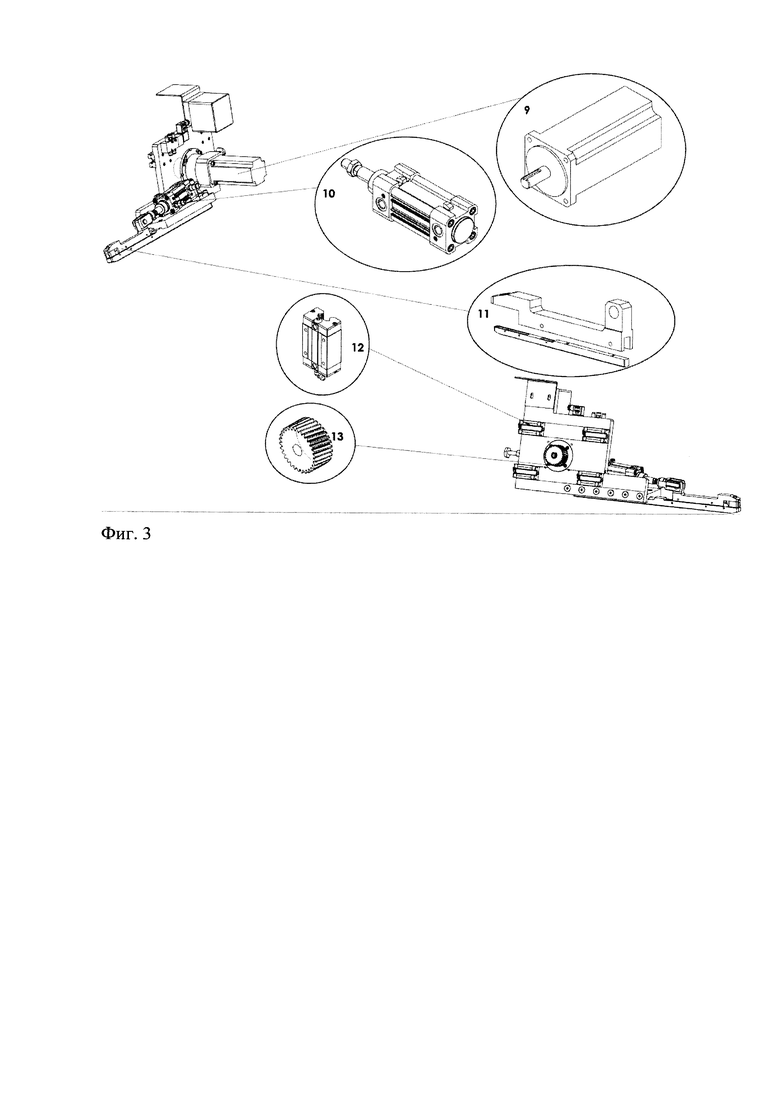
На фиг. 3 показана каретка захвата профиля с автоматическим позиционированием.
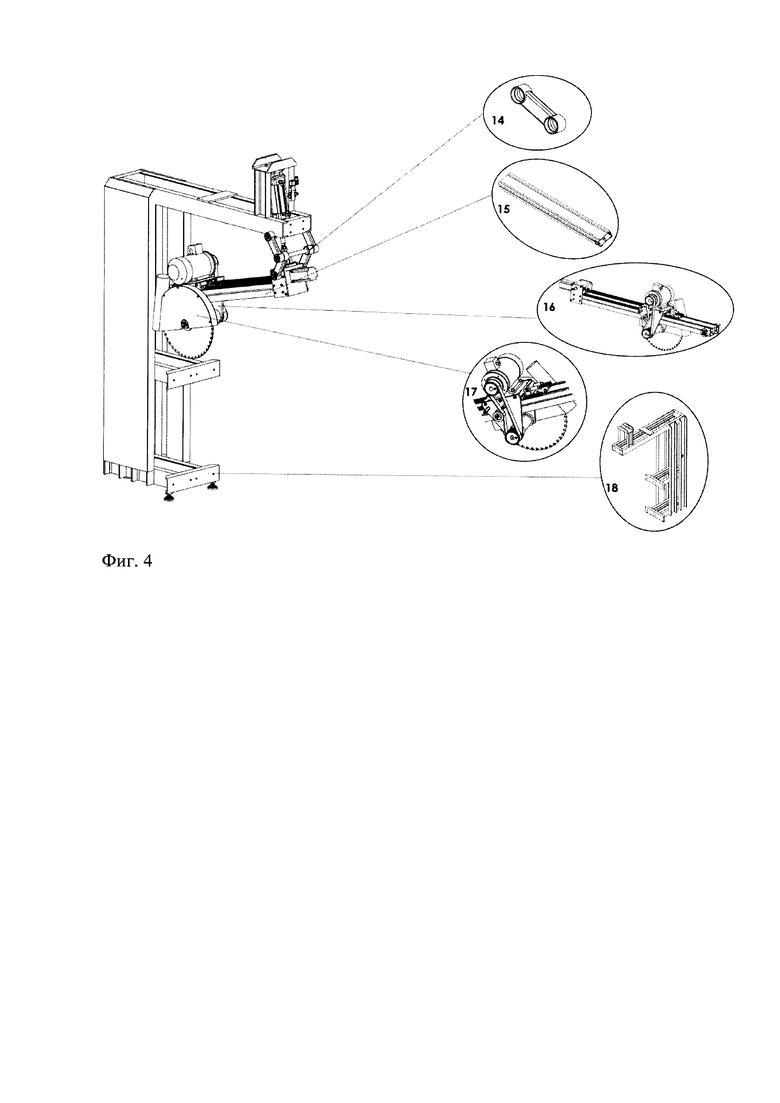
На фиг. 4 показан модуль распила.
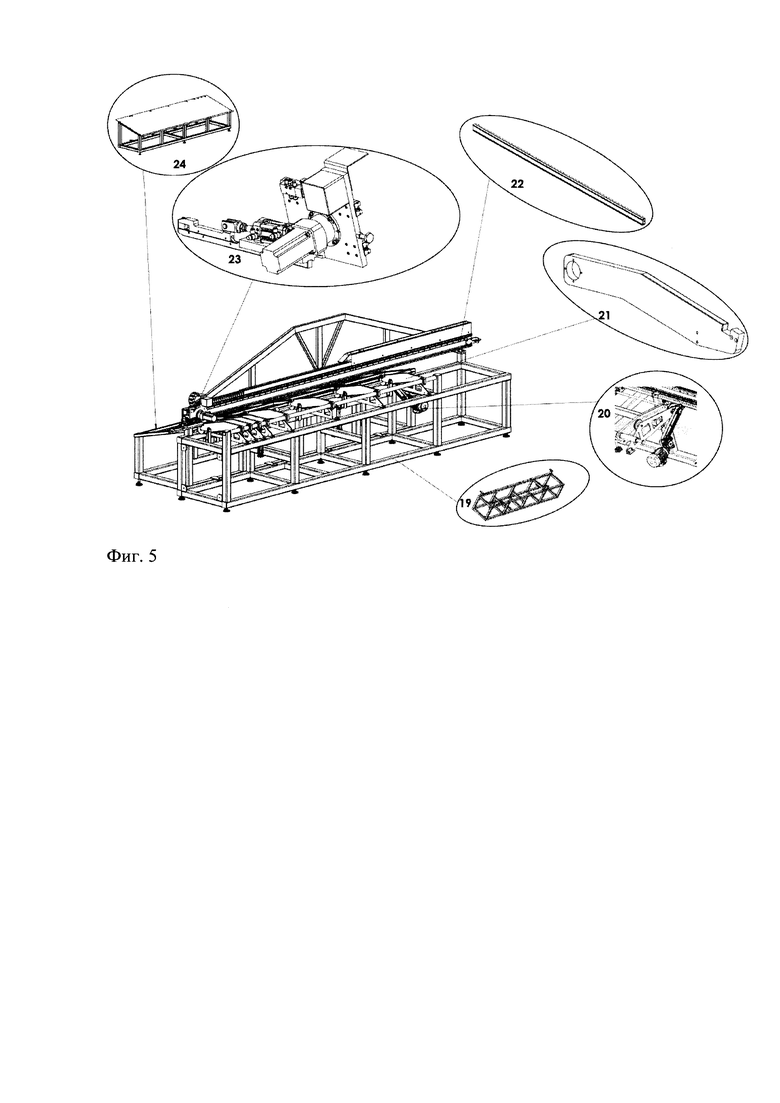
На фиг. 5 показан стол выгрузки и ременные транспортеры.
Стол загрузки профилей (Фиг. 2), где.
1. Рама стола загрузки.
2. Валик подающий.
3. Толкатель.
4. Мальтийский механизм.
5. Направляющая цепи.
6. Привод поперечной подачи в сборе (вкл. пп. 3, 5).
7. Толкатели в сборе.
Каретка захвата профиля (Фиг. 3), где.
9. Сервомотор с редуктором.
10. Пневмоцилиндр прижима губок захвата.
11. Губки захвата профиля.
12. Каретки скольжения.
13. Зубчатая шестерня.
Модуль распила (Фиг. 4), где.
14. Рычаги стабилизатора.
15. Балка траверсы.
16. Траверса в сборе.
17. Пила.
18. Рама пильного модуля.
Стол выгрузки и ременные транспортеры (Фиг. 5), где.
19. Рама стола выгрузки.
20. Ременной привод перемещения заготовок на стол выгрузки.
21. Полозья гребенки.
22. Балка перемещения каретки захвата.
23. Каретка захвата.
24. Стол выгрузки заготовок.
Станок состоит из трех станин рамы стола загрузки (1), рамы пильного модуля (18) и рамы стола выгрузки (19), рамы между собой жестко соединены, например, болтами с гайками. Также к раме стола выгрузки (19) жестко закреплен, например, болтами стол выгрузки заготовок.
На столе загрузки профилей на сварной раме (1) установлено и жестко закреплено, например, болтами с гайками направляющих цепи (5), которые, могут иметь, например, прямоугольную форму и накладки из высокомолекулярного пластика для минимизации истирания цепью. Они служат направляющими для толкателей, установленных, например, винтами на цепях (3, 8). Внутри рамы загрузки (1) могут быть установлены два вала, ведущий и ведомый, протянутых через опорные подшипники, закрепленные, например, винтами на раме загрузчика (1). Ведущий вал приводится в движение мальтийским механизмом, который может состоять из электромотора, редуктора, звездочки, муфты (4), который также закреплен жестко на раме винтами через площадку на третьей поперечине рамы и, через муфту которого, протянут ведущий вал (25). Толкатели могут быть выполнены, например, из алюминия (3), установлены, например, винтами через кронштейн с шагом 45 мм на каждой цепи (7) Толкатель в сборе), закрепленные через кронштейн винтами к цепи. При движении заготовка опускается на подающий валик (2), представляющий собой обрезиненный вал, установленный на кронштейне и прикрепленный жестко к раме, например, винтами. Подающий валик также имеет вертикальный ролик для удержания заготовки в плоскости, который жестко закреплен на том же кронштейне. В конце загрузчика расположен привод поперечной подачи (6). Он закреплен через кронштейн к раме загрузчика с частичным выносом в сторону пильного модуля так, что пила проходит по центру в прорези привода поперечной подачи. Служит привод поперечной подачи для прижимания и выравнивания заготовки перед началом распила, закреплен на шариково-винтовой паре через кронштейн и приводится в движение шаговым двигателем, закрепленным, например, на винтах, на корпусе привода поперечной подачи.
Модуль распила представляет собой сварную раму пильного модуля (18) и может быть выполнен, например, Г-образным. Внутри которой установлена траверса (16), нижняя часть балки (15) через вал и подшипники выполнена с возможностью вхождения в основание рамы пильного модуля, а верхняя часть через рычаги стабилизатора закреплена, например, винтами к верхней части рамы, например, из четырех по два на каждую сторону. Верхняя (ближняя) часть траверсы крепится к штоку пневмоцилиндра, закрепленного через шарнирный соединитель на конце штока на верхней площадке рамы, что позволяет поднимать и опускать всю траверсу с пилой для свободного перемещения заготовок со стола загрузки на стол выгрузки перед распилом. По траверсе «ходит» пила, состоящая из мотора, ремня, диска (16, 17). У основания (торца внизу) траверсы расположен двигатель с винтом шариково-винтовой пары, который через гайку, закрепленную на пиле, приводит ее в движение вдоль траверсы. Каретка с пилой закреплена на траверсе, например, винтами и скользит, например, по двум рельсовым направляющим и двух каретках скольжения.
Стол выгрузки состоит из рамы (19), на которой установлена, например, на двух стойках балка перемещения каретки захвата (22), на которой закреплены, например, винтами, например, две рельсовые направляющие (по всей длине балки) и зубчатая рейка. На балке каретки захвата установлена каретка захвата (23), которая крепится к балке, например, четырьмя каретками скольжения (12) к рельсам. На каретке, например, винтами через эксцентриковое кольцо, установлен сервомотор с редуктором (9), на конце которого закреплена зубчатая шестерня (13). Крутящий момент передается от сервомотора на шестерню, которая находится на зубчатой рейке балки - так происходит движение каретки вдоль балки. Также на каретке захвата установлен, через шарнирный соединитель пневмоцилиндр (10), который, при подаче воздуха через пневмотрубки сжимает или разжимает губки захвата (11).
На столе выгрузки установлены, винтами полозья гребенки (21) на двух валах закрепленных к раме (19). Отпиленная заготовка выгружается на эти полозья. Далее полозья гребенки опускаются ниже (посредством пневмоцилиндров, установленных базой на раме стола выгрузки, а другой - на пластине, на которой закреплены полозья) и заготовка ложится на ремни. Мотор, закрепленный на раме стола выгрузки винтами, связан с валом, на котором закреплены жгуты посредством шкивов и ременной передачи, которая вращает шестерню перемещения заготовок на стол выгрузки (20) и приводится в движение, раскручивая ремни и транспортируя заготовку на стол выгрузки. При этом на каждой полозе гребенки закреплены жгуты, например, резиновые через ролики, которые приводятся в движение ременным приводом перемещения заготовок.
Работа устройства осуществляется следующим образом:
Оператором загружается файл задания в станок (в формате, например, артикул, длина). Осуществляется закладка заготовок в магазин загрузки. Осуществляется выбор оператором задания для распила на пульте управления и нажимается кнопки «старт». При этом загрузчик вращается и принимает положение для установки первой заготовки. Каретка захвата подъезжает к магазину загрузчика и захватывает заготовку. Каретка захвата протягивает заготовку на требуемую длину на стол выгрузки, останавливаясь в нужных точках для начала пиления. Пила опускается на стол между магазином загрузки и столом выгрузки и производит распил/торцевание подоконника или водоотлива. Далее пила поднимается. Получив нужную длину заготовки, каретка захвата вытягивает ее на стол выгрузки. Захват отпускает заготовку. Направляющие сброса опускаются и по резиновым направляющим заготовка отправляется на стол готовой продукции, после чего захват возвращается в зону пиления для захвата новой заготовки или остатка от распиленной ранее.
Подача заготовки в зону напила, напил заготовки в размер, перемещение заготовки в процессе работы, смена заготовок в магазине и выгрузка на стол выгрузки происходит автоматически. Автоматический центр распила имеет числовое программное обеспечение, управляемое контроллером и промышленным компьютером. Имеет встроенную программу оптимизации заготовок для максимального уменьшения % отходов от напила.
Таким образом, испытание опытного образца подтвердило влияние совокупности существенных признаков устройства на достигаемый технический результат: снижение брака выпускаемой продукции с одновременным увеличением производительности и, как следствие, повышение эффективности технологического процесса.
Анализ совокупности всех существенных признаков предложенного изобретения доказывает, что исключение хотя бы одного из них приводит к невозможности полного обеспечения достигаемого технического результата.
Анализ уровня техники показывает, что неизвестно такое устройство, которому присущи признаки, идентичные всем существенным признакам данного технического решения, что свидетельствует о его неизвестности и, следовательно, новизне.
Вышеперечисленное доказывает соответствие заявленного устройства критериям изобретательского уровня, поскольку оно не очевидно для специалиста из области его применения.
Является промышленно применимым в избранной области техники.
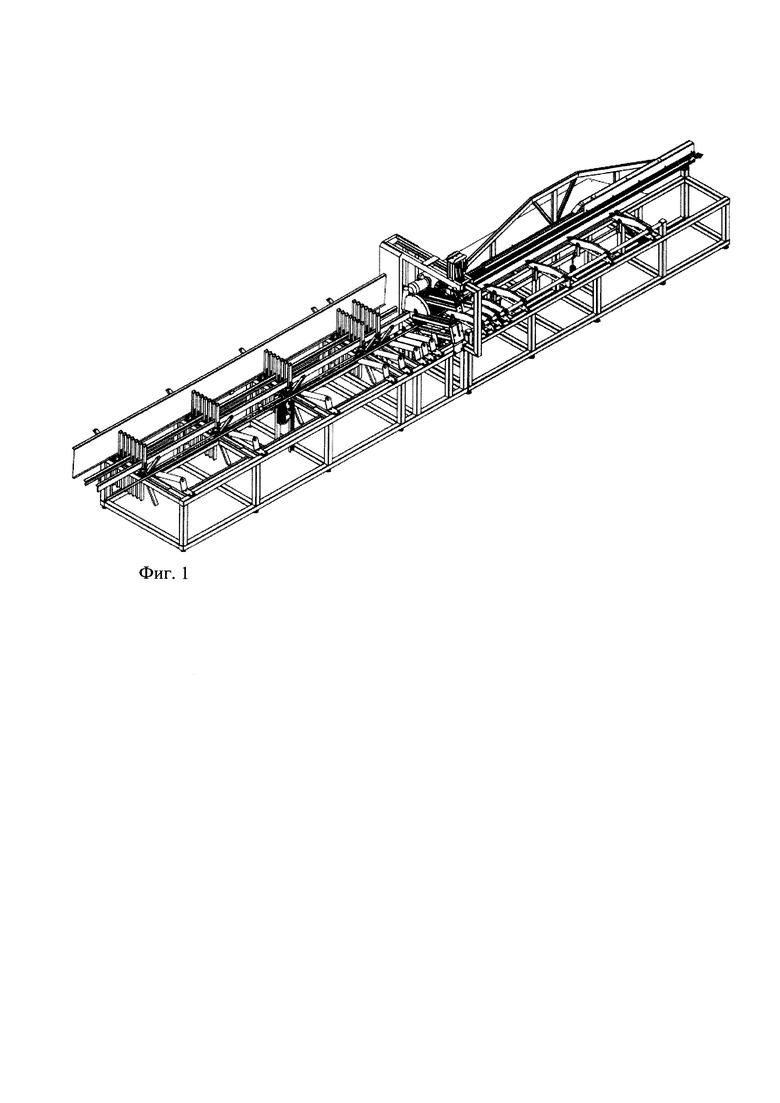
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для распила материалов для монтажа окон, пластиковых подоконников и алюминиевых водоотливов. Автоматический центр распила состоит из рамы стола загрузки, рамы пильного модуля, рамы стола выгрузки, жестко соединенных между собой. Внутри рамы загрузки установлены два вала - ведущий и ведомый, протянутые через опорные подшипники, закрепленные жестко на раме загрузчика. В конце загрузчика расположен привод поперечной подачи, закрепленный через кронштейн к раме загрузчика с частичным выносом в сторону пильного модуля. Модуль распила представляет собой сварную раму пильного модуля, внутри которой установлена траверса. У основания траверсы установлен жестко двигатель с винтом шариково-винтовой пары, которые через гайку, закрепленную на пиле, приводит ее в движение вдоль траверсы. Каретка с пилой жестко закреплена на траверсе и скользит на рельсовых направляющих и каретках скольжения. Устройство имеет числовое программное обеспечение, управляемое контроллером и промышленным компьютером, а также встроенную программу оптимизации заготовок. Повышается качество выпускаемой продукции и эффективность технологического процесса. 5 з.п. ф-лы, 5 ил.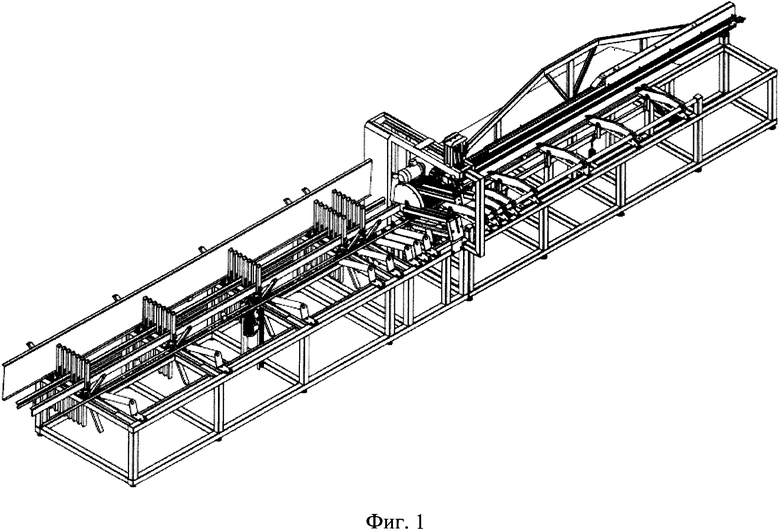
1. Автоматический центр распила, характеризующийся тем, что состоит из рамы стола загрузки, рамы пильного модуля, рамы стола выгрузки, жестко соединенных между собой, при этом к раме стола выгрузки жестко прикреплен стол выгрузки заготовок, на столе загрузки профилей на сварной раме жестко установлены направляющие цепи, которые служат направляющими для толкателей, установленных жестко на цепях, внутри рамы загрузки установлены два вала - ведущий и ведомый, протянутые через опорные подшипники, закрепленные жестко на раме загрузчика, при этом ведущий вал приводится в движение мальтийским механизмом, который жестко закреплен на раме через площадку на третьей поперечине рамы и через муфту которого протянут ведущий вал, толкатели установлены жестко через кронштейн с шагом от 45 мм на каждой цепи, подающий валик установлен на кронштейне и жестко прикреплен к раме стола загрузки, при этом подающий валик также имеет вертикальный ролик, который закреплен на том же кронштейне, в конце загрузчика расположен привод поперечной подачи, закрепленный через кронштейн к раме загрузчика с частичным выносом в сторону пильного модуля так, что пила проходит по центру в прорези привода поперечной подачи, закрепленного на шариково-винтовой паре через кронштейн и приводимого в движение шаговым двигателем, закрепленным жестко на корпусе привода поперечной подачи, модуль распила представляет собой сварную раму пильного модуля, внутри которой установлена траверса, нижняя часть балки через вал и подшипники выполнена с возможностью вхождения в основание рамы пильного модуля, а верхняя часть через рычаги стабилизатора закреплена жестко к верхней части рамы, верхняя часть траверсы крепится к штоку пневмоцилиндра, закрепленного через шарнирный соединитель на конце штока на верхней площадке рамы, при этом траверса выполнена с возможностью перемещения по ней пилы, у основания траверсы установлен жестко двигатель с винтом шариково-винтовой пары, которые через гайку, закрепленную на пиле, приводят ее в движение вдоль траверсы, каретка с пилой жестко закреплена на траверсе и скользит на рельсовых направляющих и каретках скольжения, стол загрузки состоит из рамы, установленной на стойках балки перемещения каретки захвата, на которой закреплены жестко рельсовые направляющие и зубчатая рейка, на балке каретки захвата установлена каретка захвата, которая крепится к балке каретками скольжения к рельсам, на каретке жестко через эксцентриковое кольцо установлен сервомотор с редуктором, на конце которого закреплена зубчатая шестерня, крутящий момент передается от сервомотора на шестерню, которая находится на зубчатой рейке балки, при этом на каретке захвата установлен через шарнирный соединитель пневмоцилиндр, на столе выгрузки установлены полозья гребенки на валах, жестко закрепленных к раме, при этом полозья гребенки выполнены с возможностью опускания, при этом имеется ременной привод перемещения, состоящий из мотора, шестерен и ремня, при этом на каждом полозе гребенки закреплены через ролики жгуты, при этом устройство имеет числовое программное обеспечение, управляемое контроллером и промышленным компьютером, а также встроенную программу оптимизации заготовок.
2. Автоматический центр распила по п. 1, отличающийся тем, что направляющие цепи имеют прямоугольную форму и накладки, выполненные из высокомолекулярного пластика.
3. Автоматический центр распила по п. 1, отличающийся тем, что мальтийский механизм состоит из электромотора, редуктора, звездочки, муфты, соединенных между собой.
4. Автоматический центр распила по п. 1, отличающийся тем, что толкатели выполнены из алюминия.
5. Автоматический центр распила по п. 1, отличающийся тем, что подающий валик выполнен обрезиненным.
6. Автоматический центр распила по п. 1, отличающийся тем, что сварная рама пильного модуля выполнена Г-образной.
| УСТРОЙСТВО РАСПИЛИВАНИЯ МАТЕРИАЛОВ | 2003 |
|
RU2290298C2 |
| Предохранительное приспособление против вытекания и испарения бензина из железнодорожных цистерн | 1937 |
|
SU53209A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДЛИННОМЕРНЫХ | 0 |
|
SU379340A1 |
| Вибрационный плоскорез-щелерез | 1989 |
|
SU1724045A1 |
| US 4468992 A1, 04.09.1984. | |||

