Изобретение относится к обработке металлов давлением и может быть использовано при изготовлерши из листового материала поверхности геликоидов.
Цель изобретения - повышение качества за счет обеспечения геометри- че.ской точности с учетом толщины кольцевой заготовки
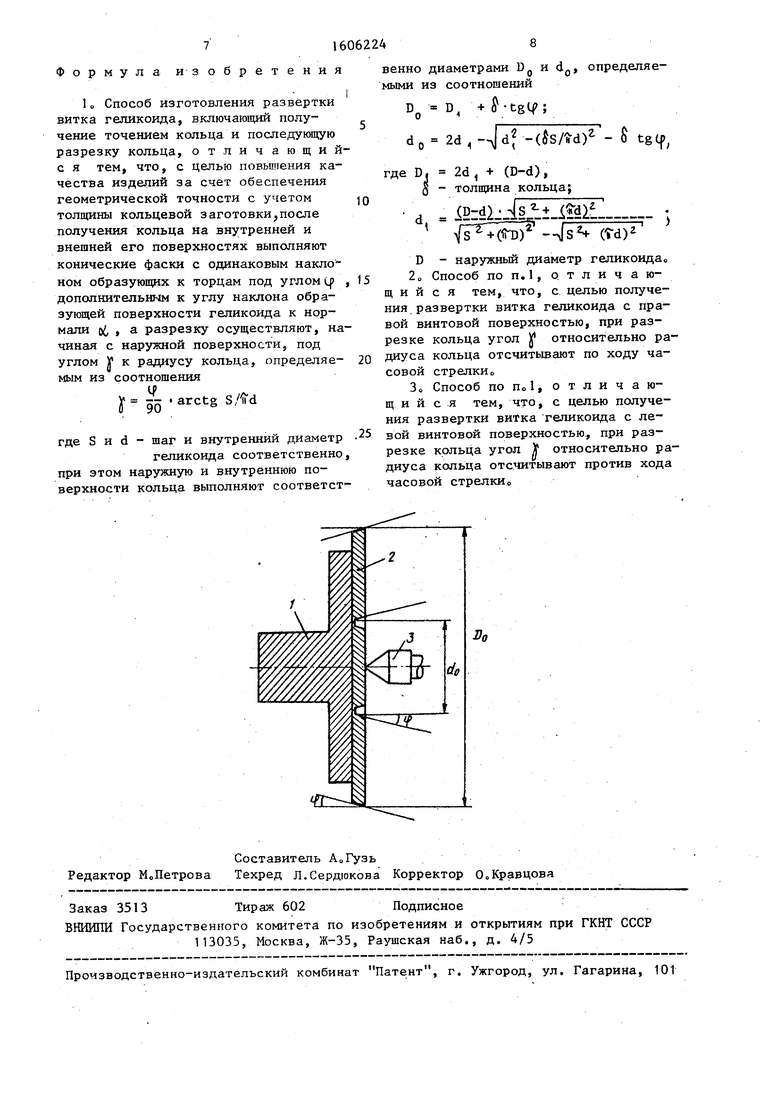
На чертеже представлена схема приспособления для выполнения способа
Способ включает получение кольца с наружным DQ и внутренним d, диаметрами, определяемыми из соотноше- кий:
о D, + ( (1)
do 2d,(|-|) - &.tgq, (2)
.де d, Igl l-Jgll-fjlL.., (3)
s +(7D) - IsVctd)
ю ю
D, 2r, + (D - d),
где 0 - толщина кольца;
(4)
S и d - шаг и внутренний диаметр
геликоида;
( - угол, дополнительный к углу наклона образующей поверхности геликоида к нормали &d ;
D - наружный диаметр геликоиДйс
Выполняют на внутренней и внешней поверхностях кольца конические фаски с одинаковым наклоном образующих под углом к торцам, после чего осуществляют разрезку кольца, начиная с наружной поверхности, под углом к радиусу кольца, определяемым из соотношения
V, . . S - g--arctg -
(5)
Для, получения развертки витка геликоида с правой винтовой поверхностью при разрезке кольца угол J отсчитывают по ходу часовой стрелки, а для получения развертки с левой винтовой поверхностью - против хода часовой стрелкио
Способ осуществляют следующим об- разомо.
В патрон токарного станка устанавливают круглую оправку, имеющую в осевом сечении Т-образную форму, к которой с помощью центра задней бабки прижимают заготовку развер.ткИо Последнюю вначале обрезают по внешней окружности диаметром DQ, определяемым из соотношения (1), затем снимают фаску с левой кромки наружной грани под углом Ц к нормали заготовки до правой ее стороны, далее обрезают по внутренней окружности диаметром dg, определяемым из соотношения (2), од- новрет енно снимая фаску с правой кромки внутренней грани под углом (f к нормали заготовки до левой лицевой ее сторонЫо Все эти операции выполняют с одной установки заготовкИо После обрезки и обработки заготовки по внут ренней грани ее разрезают по прямой под углом у к радиальной линии, опрв делаемым из соотношения (5), причем для левой винтовой поверхности угол If откладывают на лицевой стороне развертки от радиальной линии в направлении против хода часовой стрелки, а для правой винтовой поверхности - по ходу часовой стрелкио
В единичном (наиболее часто встречающемся в практике) случае изготовления разверток витков прямых геликоидов. Тов. при ОС 90°, соотношения (1), (2) и (3) упрощаются:
D,
D
1
2d, -лd
- (-fc-Sf - u d-
5
0
5
0
5
, - так как 1| 90 -6,; О,
Следовательно, при изготовлении разверток прямых геликоидов никаких фасок снимать не приходится и обработанную развертку разрезают по радиальной линии ( 0) независимо от направления движения винтовой поверхности. Отсутствие фасок позволяет обрабатывать одновременно целый пакет заготовок, а при достаточной толщине листового материала - крепить заготовку развертки обычным способом. Тое непосредственно в кулачках патрона токарного станка без использования специальной оправки и центра задней бабки.
Пример 1о Развертки витков косого геликоида с левой винтовой поверхностью и со следующими параметрами: D 250 мм; d 60 мм; мм и о1 75 толщиной
По общей методике предварительно определяют расчетные значения наружного и внутреннего диаметров развертки: D, 296,7 мм; d 100,6 мм, а угол ф 90 - 75 15°.
По указанным зависимостям определяют основные параметры обработки разверток:
8 tg 15 298,8 мм;
100,6 - 4oo,), готовят из листовой стали ммс
296,7 2- 8 tg 5
3,1460 98,8 мм;
40
§
о
3,14-60 -
5
0
5
На лист исходного материала наносят окружности заготовок диаметром, несколько большим (на 3-5 мм) наружного диаметра разверток Dg и намечают их центры. Заготовки обрезают на гильотинных ножницах по касательным к их окружностямо
Перед расточкой заготовок в патрон токарного станка устанавливают круглую оправку,имеющую в осевом сечении Т-образную форму, к которой каждую заготовку прижимают с помощью центра задней бабки токарного станкао
Развертку обрезают по внешней окружности диаметром D,, 298,8 мм, снимают фаску с левой кромки наружной грани под углом Cf 15 к нормали развертки до правой ее стороны.
затем обрезают развертку по внутренней окружности диаметром d,, 98,8 мм одновременно снимая фаску с правой кромки внутренней грани под углом (.С 15 к нормали развертки до левой лицевой ее стороны Все операции по обрезке и обработке развертки выполняют с одной установки ее заготовки в токарном станкео После обрезки развертки на ее лицевой стороне, имеющей внешнюю фаску, намечают произвольно радиальную линию, от угла пересечения которой с внутренней окружностью проводят другую линию под углом IP 7,8°. В данном случае угол откладывают от радиальной линии в направлении против хода часовой стрелки, так как развертки предназначаются дпя косого геликоида с левой винтовой поверхностьюо По линии, расположенной под углом к радиальной линии, развертку рассекают.
Пример 2о Развертки витков прямого геликоида (о 90) со следующими параметрами: D 400 мм; d 100 мм и S 400 мм, готовят из листовой стали толщиной мм
Согласно расчетам D, 488,3 мм; d 188,3 мм; Cf 90-90 Оо
По указанным зависимостям для прямого геликоида определяют:
1
DQ D, 488,3 мм;
.
° t - 3,14100/
188,5 мм
Заготовки, выполненные в соответсвии с методом, описанным в примере 1 пакетами по 5-10 шт прижимают центром задней бабки к оправке, установленной в патроне токарного станка„ Вначале производят общую обрезку всего пакета заготовок по внешней окружности развертки диаметром Dg, затем не меняя установки пакета, развертки обрезают поштучно по внутренней их окружности диаметром При этом по мере обрезки каждой очередной развертки резец отводят назад, готовую развертку продвигают на пиноль зад- ней бабки, после чего резец снова подводят к очередной развертке и обрезку продолжают. После обрезки последней в пакете развертки все развертки снимают и поштучно рассекают по радиальной линии (У 0)„ Обработку всего пакета заготовок проводят с одной установки, причем наружную грань разверток обрабатывают одновре
606224
менно за один проход резца, что обеспечивает одинаковую точность размеров их наружных диаметров
П р и м е р 3. Развертки витков прямого геликоида (- 90) со следующими параметрами: D 500 мм; d
170 мм и S 750 мм, готовят из листовой стали толщиной О 20 мм 10 Согласно расчетам D 700,6 мм; d 370,6 мм; (f 90 - 90 О,
По указанным зависимостям для прямого геликоида определяют
15
Dg D, 700,6 мм; d 2-370,6 ,20-700 2
370.6-- (--|
20
/Г
371,6 мм; 0.
На лист исходного материала для каждой заготовки наносят по две концентрические окрзгасности, одна из которых (наружная) несколько больше (на 3-5 мм) D, другая внутренняя несколько меньше Кольцо каждой заготовки вырезают с помощью бензореза, по возможности не нарушая при этом линий нанесенных: окружностей
30
40
35
Каждую заготовку устанавливают в патрон с внутренними кулачками и обрезают по внешней окружности диаметром D.o
Обработав таким образом последнюю заготовку, заменяют кулачки внутреннего захвата в патроне на кулачки внешнего захвата разверток и обрезают их по внутренней окружности диаметром dgo В следующей операции развертки рассекают по радиальной линии , так как Y О,
Предлагаемый способ изготовления разверток витков геликоидов из лис- тового материала обеспечивает по сравнению с известным следующие преимущества:
повьшгает точность изготовления ге- ликоидов благодаря изготовлению разверток с учетом толщины листового материала, угла наклона образующей прямой и параметров внутренней винтовой направляющей линии, по которой вин- товая поверхность контактирует с поверхностью вала;
исключает необходимость проверки разверток изготовления пробного винта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки криволинейных листовых деталей | 1988 |
|
SU1579656A1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2007 |
|
RU2350457C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКОИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2325265C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2324584C1 |
| Способ изготовления спиралей шнеков и устройство для его осуществления | 1988 |
|
SU1611505A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433902C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2007 |
|
RU2350456C1 |
| СПОСОБ ОБРАБОТКИ ОХВАТЫВАЮЩЕЙ ПРУЖИНОЙ | 2006 |
|
RU2329133C1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО УПРОЧНЕНИЯ | 2009 |
|
RU2433904C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении из листового материала поверхностей геликоидов. Цель изобретения - повышение качества за счет обеспечения геометрической точности с учетом толщины кольцевой заготовки. Способ включает получение точением кольца с определенными наружным и внутренним диаметрами, а также последующую разрезку кольца, осуществляемую, начиная с наружной поверхности, под углом γ к радиусу, определенному из соотношения γ=φ/90.ARCTGS/φD, где S и D - шаг и внутренний диаметр геликоида, φ - угол, дополнительный к углу наклона образующей поверхности, геликоида к нормали. Для получения витка геликоида с правой винтовой поверхностью угол γ откладывают по ходу часовой стрелки, для витка с левой винтовой поверхностью - против хода часовой стрелки. Способ обеспечивает возможность получения разверток поверхностей прямых и косых геликоидов без изготовления пробных винтов. 2 з.п.ф-лы, 1 ил.
| Высоцкая ИоНо и др | |||
| Технические развертки изделий из листового материала Машиностроение, 1968, С(, 125 - 130 I |
