Изобретение относится к.восстановлению коленчатых валов ДВС.
Целью изобретения является повышение качества восстановленных чугунных коленчатых валов двигателей внутреннего сгорания и снижение трудоемкости восстановительных работ.
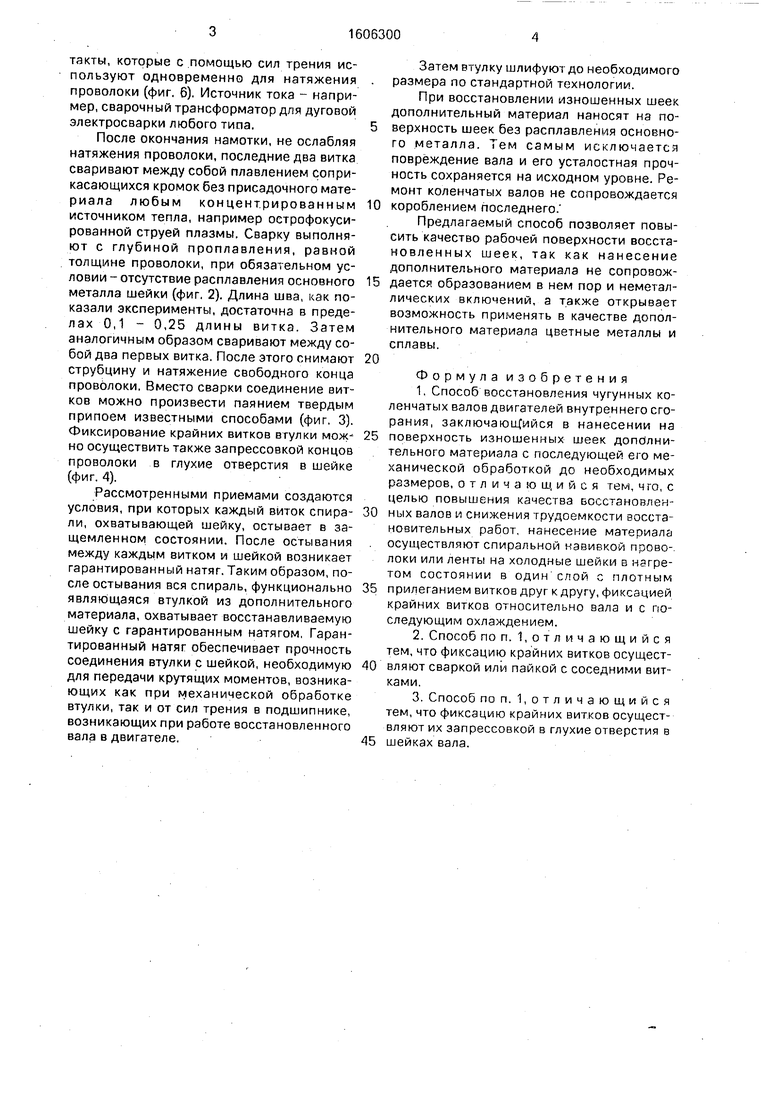
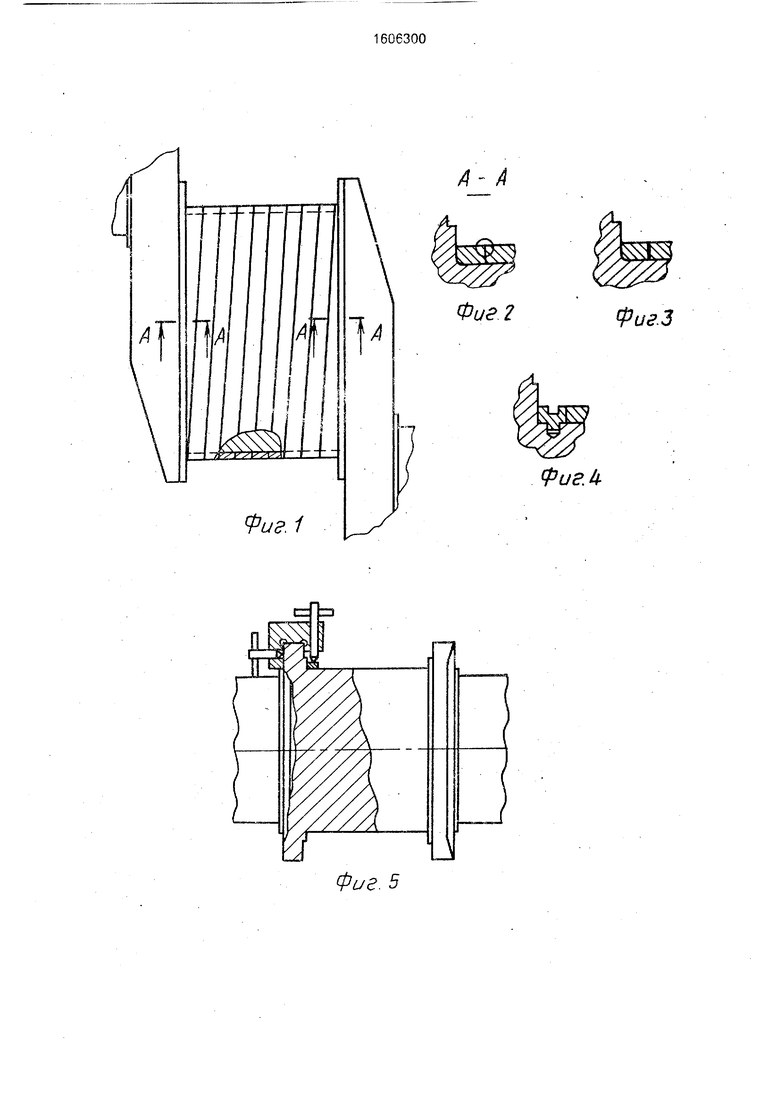
На фиг. 1 изображен восстановленный коленвая с намотанной лентой; на фиг. 2 - сечение А-А на фиг. 1 (соединение витков сваркой); на фиг. 3 - то же, соединение витков пайкой; на фиг. 4 - то же, фиксация витков запрессовкой; на фиг. 5 - устройство для фиксации крайнего витка; на фиг. 6 - устройство для нагрева ленты.
Пример. Объект восстановления - изношенная коренная шейка чугунного коленчатого вала двигателя ГАЗ-53. Номи- нальный диаметр шейки 64,0 мм; диаметр изношенной шейки 62,0 мм. После очистки вала шейку протачивают до диаметра 61,0 мм. Затем вал фиксируют в.центрах станка-вращателя с диапазоном скоростей вращения, например, 10-60 об./мин. Один конец проволоки, предварительно обрезанной на клин, жестко прижимают к шейке с помощью приспособления типа струбцины (фиг. 5а). Материал проволоки - например сталь 45, поперечное сечение проволо1Л1 Зх 4 мм. Проволоку наматывают на всю длину шейки в нагретом и натянутом состоянии. Температуру нагрева Поддерживают в пре- делах 300-350°С. Нагрев осуществляют проходящим током через скользящие конО
о
о.
Сл
о
такты, которые с .помощью сил трения используют одновременно для натяжения проволоки (фиг. 6). Источник тока - например, сварочный трансформатор для дуговой электросварки любого типа.
После окончания намотки, не ослабляя натяжения проволоки, последние два витка сваривают между собой плавлением соприкасающихся кромок без присадочного материала любым концентрированным источником тепла, например острофокусированной струей плазмы. Сварку выполняют с глубиной проплавления, равной толщине проволоки, при обязательном условии - отсутствие расплавления основного металла шейки (фиг, 2). Длина шва, как показали эксперименты, достаточна в пределах 0,1 - 0,25 длины витка. Затем аналогичным образом сваривают между собой два первых витка. После этого снимают струбцину и натяжение свободного конца проволоки. Вместо сварки соединение витков можно произвести паянием твердым припоем известными способами (фиг. 3). Фиксирование крайних витков втулки меж- но осуществить также запрессовкой концов проволоки в глухие отверстия в шейке (фиг. 4).
Рассмотренными приемами создаются условия, при которых каждый виток спира- ли, охватывающей шейку, остывает в защемленном состоянии. После остывания между каждым витком и шейкой возникает гарантированный натяг. Таким образом, после остывания вся спираль, функционально являющаяся втулкой из дополнительного материала, охватывает восстанавливаемую шейку с гарантированным натягом, Гарантированный натяг обеспечивает прочность соединения втулки с шейкой, необходимую для передачи крутящих моментов, возникающих как при механической обработке втулки, так и от сил трения в подшипнике, возникающих при работе восстановленного вала в двигателе.
Затем втулку шлифуют до необходимого размера по стандартной технологии.
При восстановлении изношенных шеек дополнительный материал наносят на поверхность шеек без расплавления основного металла. Тем самым исключается повреждение вала и его усталостная прочность сохраняется на исходном уровне. Ремонт коленчатых валов не сопровождается короблением последнего.
Предлагаемый способ позволяет повысить качество рабочей поверхности восста- новленных шеек, так как нанесение дополнительного материала не сопровождается образованием в нем пор и неметаллических включений, а также открывает возможность применять в качестве дополнительного материала цветные металлы и сплавы.
Формула изобретения 1. Способ восстановления чугунных коленчатых валов двигателей внутреннего сгорания, заключаюо ийся в нанесении на поверхность изношенных шеек допЬлни- тельного материала с последующей его механической обработкой до необходимых размеров, отличающийся тем, ч го, с целью повышения качества Босстановлен- ных валов и снижения трудоемкости восстановительных работ, нанесение материала осуществляют спиральной навивкой прово-. локи или ленты на холодные шейки в нагретом состоянии в один слой с плотным прилеганием витков друг к другу, фиксацией крайних витков относительно вала и с последующим охлаждением.
2,Способ по п. 1,отличающийся тем, что фиксацию крайних витков осуществляют сваркой или пайкой с соседними витками.
3.Способ поп. 1,отличающийся тем, что фиксацию крайних витков осуществляют их запрессовкой в глухие отверстия в шейках вала.
иг. 1
игЗ
игЛ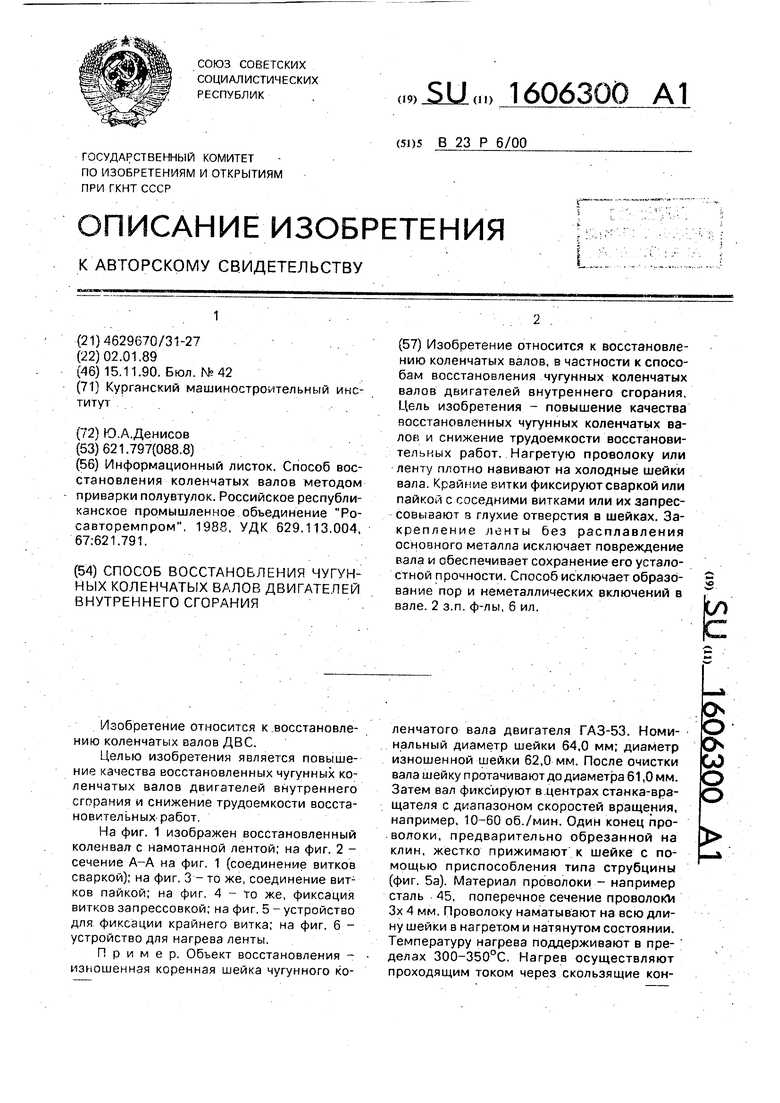
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| Способ восстановления коленчатых валов | 1989 |
|
SU1636168A1 |
| Способ восстановления шеек стальных коленчатых валов | 2019 |
|
RU2729795C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1998 |
|
RU2133183C1 |
| Способ восстановления изношенных деталей | 1985 |
|
SU1368151A1 |
| РАЗЪЕМНЫЙ КОЛЕНЧАТЫЙ ВАЛ | 1996 |
|
RU2128791C1 |
| Способ восстановления изношенных шеек валов | 1987 |
|
SU1785862A1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2047457C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ КАЧЕНИЯ | 2005 |
|
RU2296660C1 |
Изобретение относится к восстановлению коленчатых валов, в частности к способам восстановления чугунных коленчатых валов двигателей внутреннего сгорания. Цель изобретения - повышение качества восстановленных чугунных коленчатых валов и снижение трудоемкости восстановительных работ. Нагретую проволоку или ленту плотно навивают на холодные шейки вала. Крайние витки фиксируют сваркой или пайкой с соседними витками или их запрессовывают в глухие отверстия в шейках. Закрепление ленты без расплавления основного металла исключает повреждение вала и обеспечивает сохранение его усталостной прочности. Способ исключает образование пор и неметаллических включений в вале. 2 з.п.ф-лы, 6 ил.
с гэ
фиг. 5
Фиг. 6
| Информационный листок | |||
| Способ восстановления коленчатых валов методом приварки полувтулок | |||
| Российское республиканское промышленное объединение Ро- савторемпром | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
