Изобретение относится к технологии ремонтного производства, в частности к технологии восстановления шеек стальных коленчатых валов двигателей внутреннего сгорания.
Известен «Способ восстановления шеек стальных коленчатых валов» (см патент РФ №2385211), включающий демонтаж, мойку, дефектоскопию и шлифование изношенных поверхностей, сортировку валов для выявления пригодных к восстановлению, контроль поверхности отсортированных валов, зачистку подложечного слоя от коррозии, подготовку его к наплавке путем дробеструйной обработки, нанесения покрытия газопламенным напылением и его механическую обработку осуществляют посредством шлифования после естественного остывания и выдержки коленчатого вала.
Недостатком способа являются сравнительно невысокие технико-экономические показатели, такие как износостойкость, задиростойкость.
Наиболее близким по технической сущности и достигаемому экономическому эффекту является «Способ восстановления шеек стальных коленчатых валов» (см патент РФ №2652609), включающий демонтаж, мойку, дефектоскопию и шлифование изношенной поверхности вала, подготовку поверхности шеек путем зачистки от коррозии и дробеструйной обработки, и газопламенное напыление покрытия, отличающийся тем, что одновременно с газопламенным напылением покрытия осуществляют его уплотнение диском из твердосплавного материала путем его вращения по винтовой линии в направлении, совпадающем с направлением вращения коленчатого вала, при этом после шлифования проводят финишную антифрикционную безабразивную обработку диском из медесодержащего материала путем его вращения в направлении, противоположном направлению вращения коленчатого вала, причем газопламенное напыление покрытия с одновременным уплотнением и финишную антифрикционную безабразивную обработку осуществляют посредством дисков, установленных в резцедержателе токарно-винторезного станка.
Недостатком является низкая эксплуатационная надежность восстановленных шеек коленчатых валов, вследствие того, что со временем эксплуатации при смене масла количество меди, нанесенной во время финишной антифрикционной безабразивной обработки, уменьшается, из-за чего снижаются износостойкость и задиростойкость.
Техническим результатом является подпитка медью поверхности шеек коленчатых валов на весь срок работы и повышение эксплуатационной надежности восстановленных шеек.
Указанный технический результат достигается тем, что в известном способе, включающем подготовку поверхности шеек посредством зачистки от коррозии и дробеструйной обработки, установку упомянутого вала на токарно-винторезный станок и вращение вала на станке, осуществление газопламенного напыления покрытия на поверхности шеек с одновременным его уплотнением с помощью диска из твердосплавного материала, установленного на приспособлении для вращения, которое расположено в резцедержателе токарно-винторезного станка, путем его вращения по винтовой линии в направлении, совпадающем с направлением вращения коленчатого вала, при этом осуществляют нанесение на поверхность шеек медьсодержащего материала с последующим шлифованием восстановленной поверхности шеек, при этом, согласно изобретению, нанесение на поверхность шеек медьсодержащего материала осуществляют перед газопламенным напылением покрытия посредством выполнения на каждой шейке по всей ее длине одного витка винтовой канавки с помощью вращающегося в направлении, противоположном вращению коленчатого вала, отрезного универсального диска, установленного на упомянутом приспособлении для вращения, расположенного в резцедержателе токарно-винторезного станка, при этом в упомянутую канавку укладывают пастообразный флюс для пайки сплавов железа и меди и медный провод с диаметром, соответствующим ремонтному размеру, который точечно закрепляют пайкой с помощью газовой горелки».
Новыми элементами являются то, что нанесение на поверхность шеек медьсодержащего материала осуществляют перед газопламенным напылением покрытия посредством выполнения на каждой шейке по всей ее длине одного витка винтовой канавки с помощью вращающегося в направлении, противоположном вращению коленчатого вала, отрезного универсального диска, установленного на упомянутом приспособлении для вращения, расположенного в резцедержателе токарно-винторезного станка, при этом в упомянутую канавку укладывают пастообразный флюс для пайки сплавов железа и меди и медный провод с диаметром, соответствующим ремонтному размеру, который точечно закрепляют пайкой с помощью газовой горелки.
Новизна заявляемого технического решения заключается в том, что после окончательной шлифовки на шейке вместе с напыленным и одновременно пластически деформированным слоем твердосплавного порошка по всей длине шейки по винтовой линии получена с армированная медная полоска, которая будет оснащать медью ее поверхность весь эксплуатационный срок, обеспечивая снижение износа, устранение склонности к схватыванию поверхностей, уменьшение времени приработки, увеличение ресурса работы, экономию энергии в результате снижения механических потерь на трение.
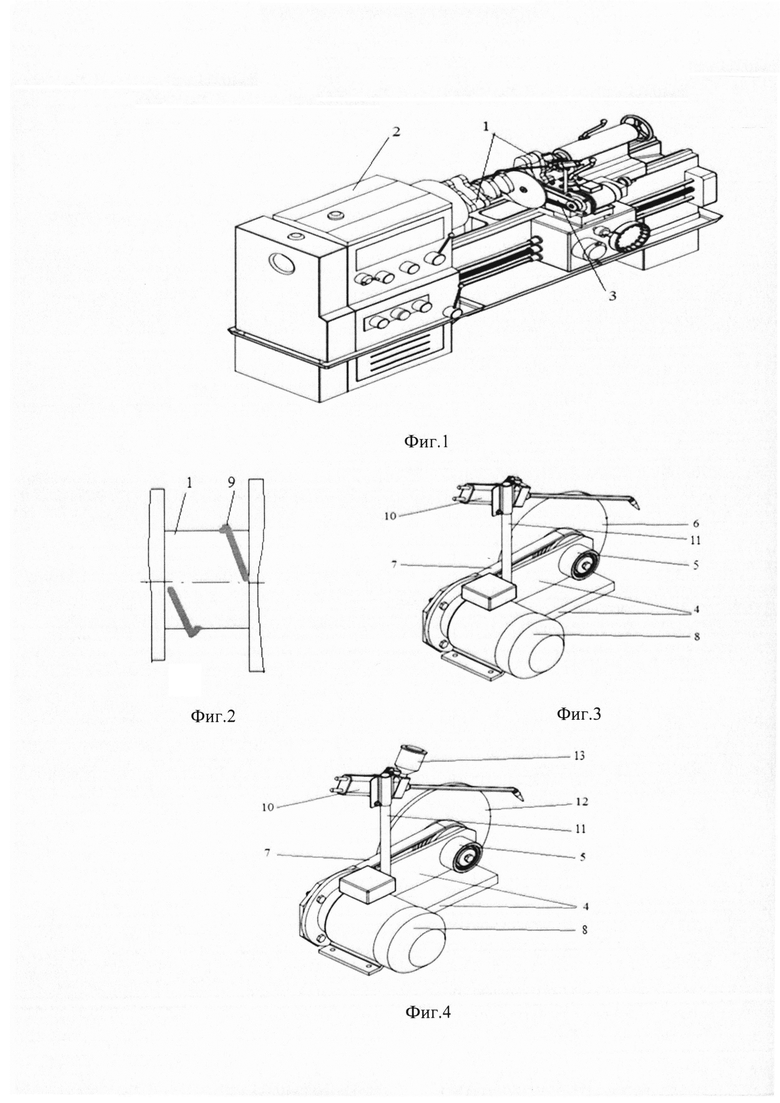
Сущность изобретения поясняется чертежом, где на фиг. 1 представлен коленчатый вал, установленный на токарно-винторезном станке, в резцедержателе которого закреплено приспособление для восстановления шеек; на фиг. 2 - размещение медной проволоки на шейке; на фиг. 3 - приспособление, настроенное для нарезания канавки и пайки медной проволоки; на фиг. 4 - приспособление, настроенное для восстановления шеек коленчатого вала напылением и пластической деформацией.
Сущность предложенного способа восстановления шеек 1 стальных коленчатых валов заключается в следующем. Вначале осуществляется подготовка к восстановлению поверхности шеек 1 посредством зачистки от коррозии и дробеструйной обработки. Затем коленчатый вал устанавливается на токарно-винторезный станок 2 для обеспечения его вращения. На токарно-винторезном станке 2 также устанавливается приспособление 3 для восстановления шеек 1, путем закрепления его основания 4 в резцедержателе. Далее на валу подшипникового узла 5 приспособления 3 устанавливается отрезной универсальный диск 6, который кинематически через ременную передачу 7 связан с электродвигателем 8. Потом с помощью отрезного универсального диска 6 вращающегося в направлении, противоположном вращению коленчатого вала, на каждой шейке 1 по всей ее длине выполняется нарезание одного витка винтовой канавки. Затем в эту канавку укладываются пастообразный флюс для пайки сплавов железа и меди и медь содержащий материал в виде медного провода 9 с диаметром соответствующим ремонтному размеру. Далее медный провод 9 точечно (в нескольких точках) фиксируется пайкой с помощью газовой горелки 10, которая закреплена в свою очередь на кронштейне 11, также смонтированном на основании 4 приспособления 3. Затем на вал подшипникового узла 5 приспособления 3 вместо диска 6 устанавливается диск 12 из материала имеющего высокую твердость, а на газовую горелку 10 устанавливается питатель 13 с порошком из твердосплавных материалов. После чего осуществляют газопламенное напыление покрытия порошком из твердосплавных материалов на поверхности шеек 1 с одновременным его уплотнением с помощью диска 12, установленного на приспособлении 3, путем его вращения по винтовой линии в направлении, совпадающем с направлением вращения коленчатого вала. При этом при процессе напыления и уплотнения порошка происходит полное припаивание медного провода 9 к шейке 1, восстановление размера и упрочнение поверхностного слоя металла на шейке 1. Далее следует процесс механической обработки восстановленной шейки 1 с покрытием шлифованием.
Технологический процесс восстановления изношенных шеек коленчатых валов состоит из следующих последовательных операций, выполнение требований которых гарантирует качество и надежность ремонта коленчатых валов: подготовка шеек 1 коленчатого вала к восстановлению путем зачистки от коррозии и дробеструйной обработки; нарезание на шейках 1 одного витка канавки; укладывание в канавку пастообразного флюса и медного провода и его закрепления точечной пайкой; газопламенное напыление порошкового покрытия на шейки с одновременным уплотнением и пропаиванием медного провода; механическая обработка шеек с покрытием шлифованием до номинального размера.
После окончательной шлифовки на шейке вместе с напыленным и одновременно пластически деформированным слоем твердосплавного порошка по всей длине шейки по винтовой линии получена с армированная медная полоска, которая будет оснащать медью ее поверхность весь эксплуатационный срок, обеспечивая снижение износа, устранение склонности к схватыванию поверхностей, уменьшение времени приработки, увеличение ресурса работы, экономию энергии в результате снижения механических потерь на трение.
Применение предложенного способа обеспечит повышение технико-экономических показателей, а именно: улучшение качества нанесенного покрытия, повышение ресурса работы и снижение стоимости восстановленных коленчатых валов в сравнении с новыми.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта шеек стальных коленчатых валов | 2021 |
|
RU2775587C1 |
| СПОСОБ РЕМОНТА ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2022 |
|
RU2792038C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2023 |
|
RU2821120C1 |
| Способ восстановления шеек стальных коленчатых валов | 2017 |
|
RU2652609C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШАТУННОЙ ШЕЙКИ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2021 |
|
RU2760138C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2385211C2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Способ восстановления рабочей поверхности гильз цилиндров двигателей внутреннего сгорания | 2022 |
|
RU2805530C1 |
| Способ восстановления шеек валов Петросова | 1990 |
|
SU1761422A1 |
| КОЛЬЦЕВОЕ ЗАЖИМНОЕ ПРИСПОСОБЛЕНИЕ ДАГИСА ДЛЯ ОБРАБОТКИ РЕМОНТНЫХ СЕКТОРОВ | 1992 |
|
RU2045380C1 |
Изобретение относится к области ремонтно-восстановительного производства и может быть использовано, например, при восстановлении шеек стальных коленчатых валов двигателей внутреннего сгорания. Способ включает подготовку поверхности шеек посредством зачистки от коррозии и дробеструйной обработки, установку вала на токарно-винторезный станок и вращение вала на станке, осуществление газопламенного напыления покрытия на поверхности шеек с одновременным его уплотнением с помощью диска из твердосплавного материала. Перед газопламенным напылением на каждой шейке по всей ее длине выполняют виток винтовой канавки, в которую укладывают пастообразный флюс для пайки сплавов железа и меди и медный провод с диаметром, соответствующим ремонтному размеру, который точечно закрепляют пайкой с помощью газовой горелки. Использование изобретения позволяет повысить эксплуатационную надежность восстановленных коленчатых валов. 4 ил.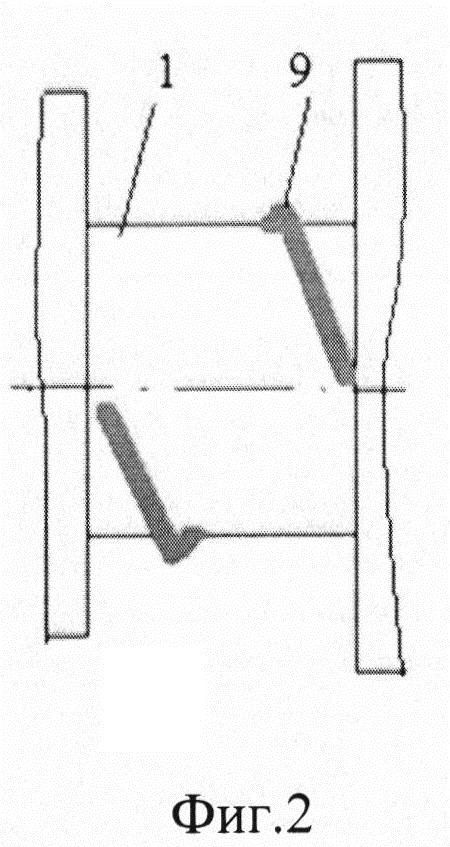
Способ восстановления изношенных шеек стального коленчатого вала, включающий подготовку поверхности шеек посредством зачистки от коррозии и дробеструйной обработки, установку упомянутого вала на токарно-винторезный станок и вращение вала на станке, осуществление газопламенного напыления покрытия на поверхности шеек с одновременным его уплотнением с помощью диска из твердосплавного материала, установленного на приспособлении для вращения, которое расположено в резцедержателе токарно-винторезного станка, путем его вращения по винтовой линии в направлении, совпадающем с направлением вращения коленчатого вала, при этом осуществляют нанесение на поверхность шеек медьсодержащего материала с последующим шлифованием восстановленной поверхности шеек, отличающийся тем, что нанесение на поверхность шеек медьсодержащего материала осуществляют перед газопламенным напылением покрытия посредством выполнения на каждой шейке по всей ее длине одного витка винтовой канавки с помощью вращающегося в направлении, противоположном вращению коленчатого вала, отрезного универсального диска, установленного на упомянутом приспособлении для вращения, расположенного в резцедержателе токарно-винторезного станка, при этом в упомянутую канавку укладывают пастообразный флюс для пайки сплавов железа и меди и медный провод с диаметром, соответствующим ремонтному размеру, который точечно закрепляют пайкой с помощью газовой горелки.
| Способ восстановления шеек стальных коленчатых валов | 2017 |
|
RU2652609C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2385211C2 |
| СПОСОБ РЕМОНТА УПРОЧНЕННЫХ АЗОТИРОВАНИЕМ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2011 |
|
RU2487002C2 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1830327A1 |
| US 2009056096 A1, 05.03.2009 | |||
| CN 1428453 A, 09.07.2003. | |||

