Изобретение относится к приборостроению, а именно к магнитным головкам, используемым для записи и воспроизведения информации в аппаратуре магнитной записис
Целью изобретения является повы- шение климатической и механической надежности, а так же качества выходных параметров за счет уменьшения разброса ширины рабочего зазора и зон сопряжения полюсных наконечников с полусердечниками.
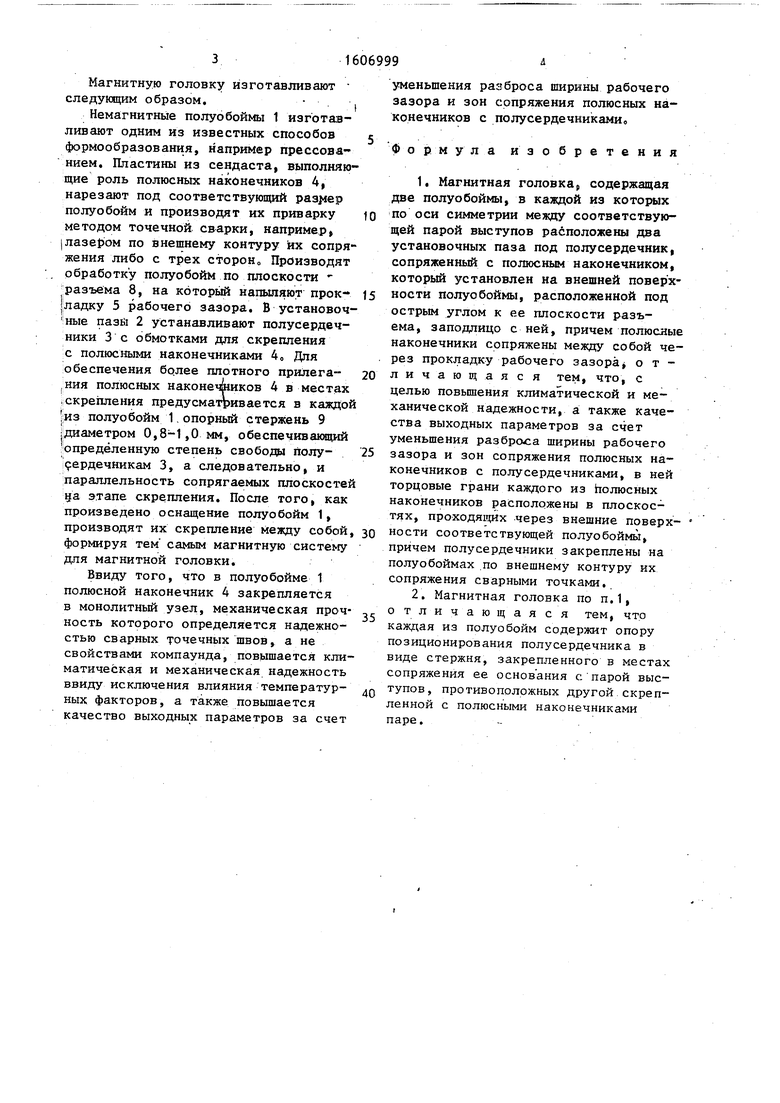
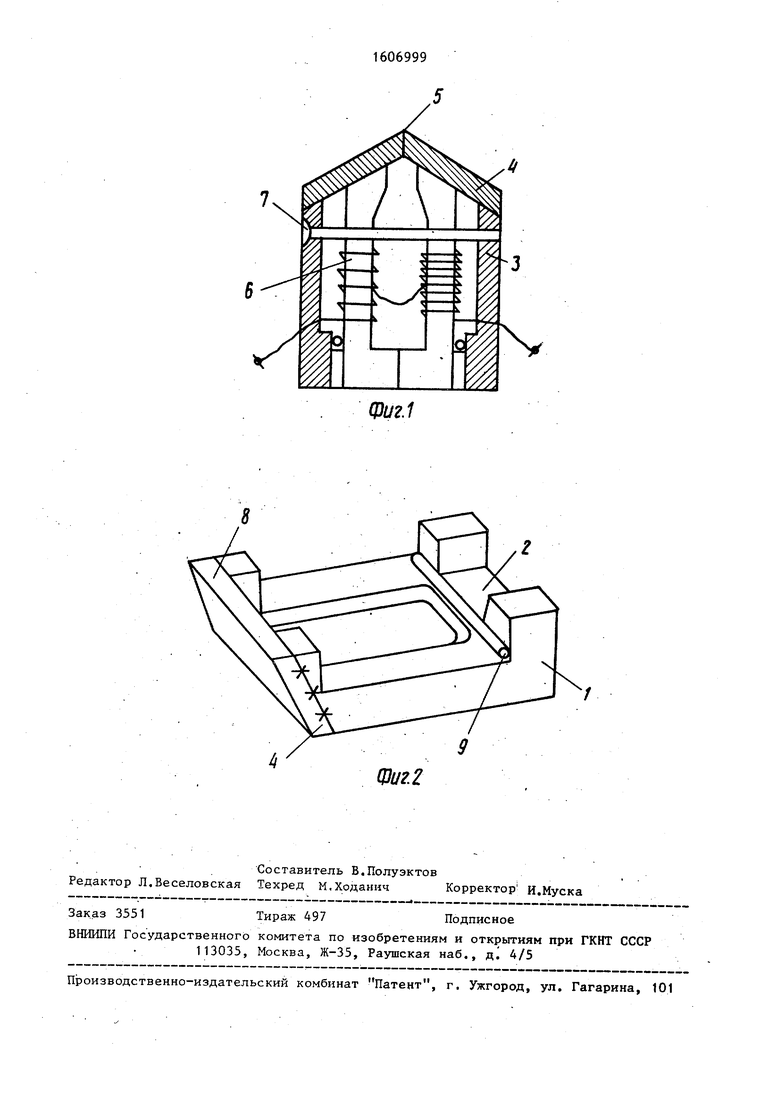
На фиг.1 изображена магнитная головка, разрез; на фиг.2 - полуобойма с полюсным наконечником.
Магнитная головка содержит полу- обоймы 1 с установочными пазами 2, полусердечники 3, полюсные наконечники 4, выполненные, например, из сендаста, прокладку 5 рабочего зазора, которая может быть выполнена из немагнитной фольги, в виде, напыленной пленки и т,По, обмотки 6 (одна или две), крепежные винты 7, скрепляющие полуобоймы 1 которые могут быть изготовлены из сплавов на основе серебра, меди (мельхиор) и т.д., поддающиеся сварке с сендастом, плоскость разъема 8, а также опору позиционирования в виде стержня 9,
U
О5
о со со
Магнитную головку изготавливают следующим образом.
Нема;гнитные полуобоймы 1 изготавливают одним из известных способов формообразования, например прессованием. Пластины из сендаста, выполняющие роль Полюсных наконечников 4, нарезают под соответствующий полуобойм и производят их приварку методом точечной сварки, например, 1лазе)ом по внешнему контуру их сопряжения либо с трех стороно Производят обработку полуобойм по плоскости разъема 8, на который напыляют прок- |:ладку 5 рабочего зазора. В установоч ные пази 2 устанавливают полусердечники 3с обмотками для скрепления с полюсными наконечниками 4, Дпя обеспечения более плотного прилега- ,ния полюсных HaKOHe iiHKOB 4 в местах .скрепления предусматривается в каждой |;из полуобойм 1, опорный стержень 9 |;диаметром 0,8-1,0 мм, обеспечивакяций ;определенную степень свободы полу- сердечникам 3, а следовательно, и параллельность сопрягаемых плоскостей да этапе скрепления. После того, как произведено оснащение полуобойм 1, производят их скрепление между собой формируя тем самым магнитную систему для магнитной головки.
Ввиду того, что в полуобойме 1 полюсной наконечник 4 закрепляется в монолитньй узел, механическая прочность которого определяется надежностью сварных точечных швов, а не свойствами компаунда, повышается климатическая и механическая надежность ввиду исключения влияния температурных факторов, а также повышается качество выходных параметров за счет
0
s 0 5 о
5
0
уменьшения разброса ширины рабочего зазора и зон сопряжения полюсных наконечников с полусердечниками.
Формула изобретения
1, Магнитная головкар содержащая две полуобоймы, в каждой из которых по оси симметрии между соответствующей парой выступов расположены два установочных паза под полусердечник, сопряженный с полюсным наконечником, который установлен на внешней поверхности полуобоймы, расположенной под острым углом к ее плоскости разъема, заподлицо с ней, причем полюсные наконечники сопряжены между собой через прокладку рабочего зазораj отличающаяся тем, что, с целью повьш1ения климатической и механической надежности, а также качества выходных параметров за счет уменьшения разброса ширины рабочего зазора и зон сопряжения полюсных наконечников с полусердечниками, в ней торцовые грани каждого из Ьолюсных наконечников расположены в плоскостях, проходящих через внешние поверхности соответствующей полуобоймы, причем полусердечники закреплены на полуобоймах по внешнему контуру их сопряжения сварными точками.
2. Магнитная головка по п.1, отличающаяся тем, что каждая из полуобойм содержит опору позиционирования полусердечника в виде стержня, закрепленного в местах сопряжения ее основания с парой выступов, противоположных другой скрепленной с полюсными наконечниками паре.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления магнитных головок | 1984 |
|
SU1244707A1 |
| Магнитная головка и способ ее изготовления | 1990 |
|
SU1780096A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Магнитная головка | 1981 |
|
SU991497A1 |
| Блок магнитных головок | 1985 |
|
SU1314377A1 |
| Блок магнитных головок | 1990 |
|
SU1716565A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Многодорожечная магнитная головка | 1976 |
|
SU538398A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
Изобретение относится к приборостроению, а именно к конструированию магнитных головок. Целью изобретения является повышение климатической и механической надежности, а также качества выходных параметров за счет уменьшения разброса ширины рабочего зазора и зон сопряжения полюсных наконечников с полусердечниками. Магнитная головка содержит две полуобоймы (П) с установочными пазами, в которых расположены полусердечники с обмотками, сопряженные с полюсными наконечниками. Торцовые грани каждого из полюсных наконечников расположены в плоскостях, проходящих через внешние поверхности соответствующей П. Полусердечники закреплены на П по внешнему контуру их сопряжения сварными точками. Каждая из П содержит опору позиционирования полусердечника в виде стержня, закрепленного в местах сопряжения ее основания с парой выступов, противоположных другой, скрепленной с полюсными наконечниками паре. 2 з.п. ф-лы, 2 ил.
Фиг.1
Щи г. 2
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
