Изобретение относится к приборостроен-л:-а. Е чэстностм к jviarHMTHbiM го/ювка записи шш студийных магнитофонов с часогойтсясэ nc.AMarHUMMBaHi-ts свыше 100 кГц, Ko :opo i предъявляются повышенные треоозаний ПС стабильности выходных параметроь и тэчен е длительного периода
i л VaTSU ИЬ
Известна магнитная головка, содержаЩ5я скрепленные через прокладку рабочего полюсные наконечники из износостойкого .штериала, ггричем полюсные наконечники зз:среплекы на полусердечниках непосредственно и по -бокам с помощью кгкладок мз не;чагнитного износостойкого 8:-еРИЗ 3 (патент США 4194227, кл. 360: -, --j- С;,.
Ноиогтаткс. данной .магнитной голоSKb: -: з/;гются большме HOTepvi при записи млы зос;-фо;13зеденми высоких частот из-за ;зи:фаеь х ГОКОБ з сплошкь х кзносостойг.-1х о/-.асиь(х наконечниках.
И;;весна т з-нитная головка, сод8р };э;:L:.V гур пленные через прокпадку рабочего з.зорз полюснье нз-юнечники из износо-CTOfii-rnrc эдатепкала. причем полюсные наX г-;-;еч н , закреплены в пзээх п.:пусо-;-зчиу.а звт, ев, Мз кл. G 11 Q , / - ч 7 V;
;: г.-;-:ой . го/юзке и С(-:иж-:- -.: r:3T-vpw ii3-;:g пихрезых окоз за счет :;с-м ло :-п-;ч nnacTi/iK ПОЛЮСНЫХ нэконе---:-;;)fj 3 Г10ЛуС рДеЧНМКПВ, однако Oi-
,,Е . йьсокм, Пои этом снижение
. ft;;;. :,;.;С- И;-НуТГ ;ГуТ8 уСлОХ.:Н8Нг/ П ИЗГО--с лйчмг- самой магнитной ГОЛОБКУГ трудно:7 T i-- с:гязйннь ;м С подоором оазмероз л:т-.;пскьХ ияконечникоз с малый разбро:п- г-од yc-f3HOSu44bie , поскольку з про-гивнс : случае зт-г; -ожет привести к возР- лз:- /К ляэггчлтноо ;;;опротив/ ения пслНэ-оолее б.г изкий по технической сущHQC.i/i W ncnT;.-:raaiv;O V5y результату является MarKi --i;aR , ссдаржзщая составные : сл.сердоччихи с полюсными 1- а1 оиечникзми /;з iзнэсостойхого -чатермала, сопря: к в к :- ь: м i/i между собой -lepea прокладку рабочего зйзооа, причем полюсный накО ;-:этг;;|ол ;;ь поянбнь «з па;сетз плэстин.
/13 у сазагтного технического решения у|3вестен способ /:Зготсвлен я магнитной оловк;, котором форг мруют плэстмны из износостойкого материала для пакета попюс-ifcix нзконечн1/;|(Оз, скрепляют полюсHt ia наконечники с полусердечникем по плослости стыка, обрабатывают . пс плоскости разьемз, скрепляют полюсные наконечники между собой через прокладку
рабочего зазора и формируют рабочую поверхность путем шлифовки.
Указанный способ является наиболее близким по технической сущность и достигаемому результату,
Недостатком магнитной головки и способа ее изготовления является невысокое качество выходных napaf erpoB за счет неудовлетворительной механической и клима0 Т1.1ческой надежности полюсных наконечников. Поскольку полюсные наконечникм вь4полнены из пакета пластин износостойкого материала типа сендаст, то, следовательно, их механическая обработка
5 достаточно трудна и вызывает расползание пакета, приводящего к изменению магнитного сопротивления и качеству выходных параметров. Изготовление пакета пластин г.. сендастз с идеальной плоскостью стыка
0 с полусердечниками также невозможно, з обработка указанной плоскости приводит к развалу пакета. К аналогичному результату приводит и. изменен е температур в широком диапазоне, при которых работают маг5 нктные головки.
Целью изобретения является повышеH te качества и стабильности зыходных параметров за счет увеличения механической и ;;л мгтЕ ческой надежности полюсных на0 коне ников.
Поставленная цель для магнитной голоакы достигается тем. что в нее введены два дерЖотеяя из немагнитного материала, причет каждый из держателей своей плоской
.5 поверхностью закреплен на полюсном наконвчникб. а линия стыковки их внешних поверхностей удалена от плоскости рабочего .зазора.
Дополнительная цель, связанная с по0 йышзнием равнор ерности износа, достига-, 8ТСЙ тем, что в зоне внешних поверхностей полюсных наконечников с дер.жате.г. выполнено по крайней мере одно углубление, параллельное п.псскости
5 рабочего зазора.
Поставленная цель для способа и.зготовлвн / я магнип-1Ой головки достиг. тем, что после формирования пластич производят MX .закрепление в пакеты на немаг0 нитных держателях п последующую шлифовку по плоскостям стыка с полюсными наконечниками, а шлифовку при формировании рабочей поверхности производят до частичного вскрытия поверхностей по5 люсных наконечников.
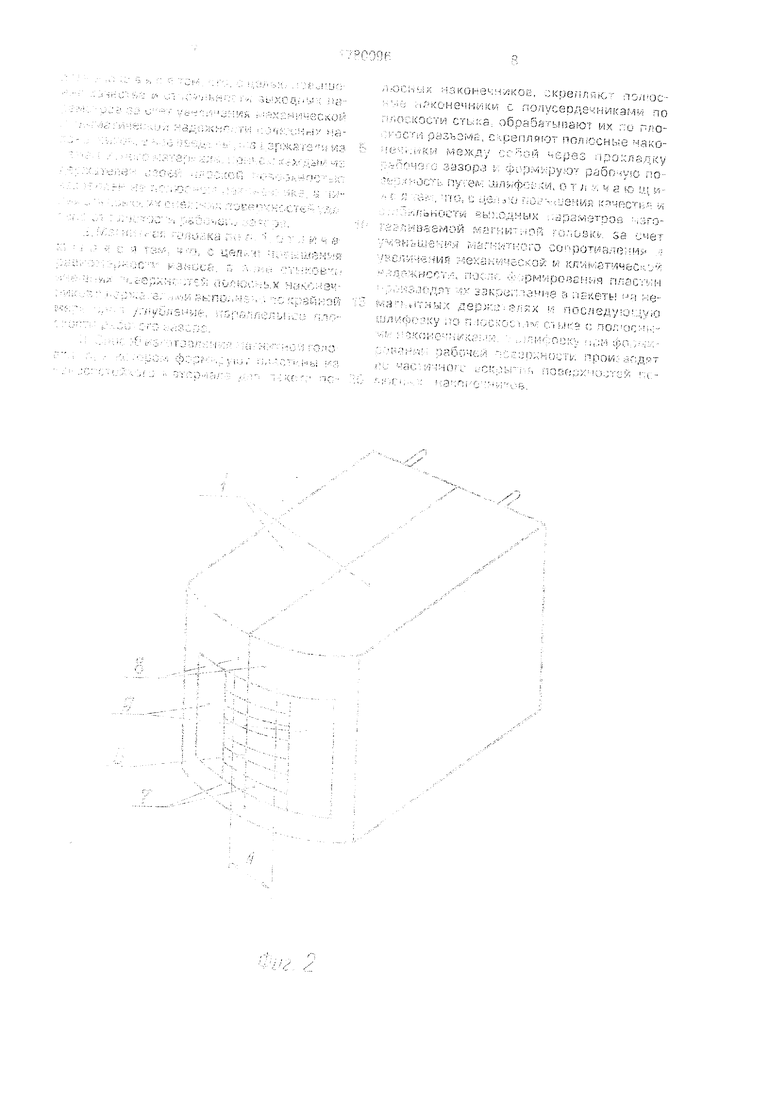
На фиг. 1 изображена магнитная го/гозка (МГ) в сечении, поперечном плоскости рабочего зазора: на фиг. 2 - магнитная голоэка в сборе; на фиг, 3 - мэ-нитная головка с двумя углублениями.
Магнитная головка содержит немагнитные обоймы 1, в которых установлены магнитомягкие полусердечники 2, состоящие из отдельных пермаллоевых пластин, на которых размещены обмотки 3, В полюсной части 4, примыкающей к зоне рабочего зазора, в виде немагнитной прокладки 5 прикреплены полюсные наконечники 6, выполненные из пакета скрепленных между собой износостойких магнитомягких пластин 7, например из сендаста. На рабочей поверхности 8 каждого полюсного наконечника 6 вне зоны касания его с магнитным носителем (не показан) расположен держатель 9, выполненный в виде немагнитной пластины и скрепленный с каждой износостойкой пластиной 7 полюсного наконечника. 6. Как вариант выполнения МГ в зоне стыковки внешних поверхностей полюсного наконечника 6 с держателем 9 выполнено углубление в виде канавки 10 (фиг. 3).
Магнитную головку изготавливают следующим образом.
На держатель 9, выполненный в виде немагнитной пластины (плоской или Г-образной), укладывают набор износостойких сендастовых пластин 7), толщина которых 0,2...1,0 мм, а высота пакета пластин до 7 мм), и скрепляют их с держателем и между собой клеем или лазерной сваркой. Поверхность закрепленных пластин 7 со стороны, противоположной держателю 9, тщательно подвергают абразивной обработке в виде шлифовке, снимая технологический припуск и формируя плоскость стыка с полусердечником 2.
Изготавливают, например, из пермаллоевых пластин полусердечники 2. После обработки поверхности стыка в полюсной части 4 полусердечников устанавливают обработанной поверхностью полюсного наконечника 6 с держателем 9 на полюсную часть 4 и скрепляют друг с другом, например, клеем.
На полученных составных полусердечниках размещают обмотки 3, затем их устанавливают в немагнитной обойме 1 и обрабатывают плоскость разъема. Далее обоймы 1 с полусердечниками и полюсными наконечниками сопрягают через немагнитную прокладку 5 рабочего зазора и скрепляют друг с другом, например, винтами (ке показаны).
Собранную магнитную голозку обозозтывают шлифовкой по ее рабочей поверхности 8. При этом взаимные размеры и формы рабочей части МГ (расположение полюсных наконечников 6 их габариты, габариты держателя 9, углы наклона обработки и радиус рабочей поверхности 8) выбраны таким образом, чтобы часть материала держателя 9 после обработки рабочей поверхности 8 (т.е. после снятия технического припуска) оставалась над износостойкими полюсными наконечниками 6 с противоположной стороны от плоскости его стыка с ответным полусердечником.
Как один из возможных вариантов, когда габариты конструкции МГ ограничены
0 или по другим конструктивным соображениям, на рабочей поверхности 8 в зоне касания полюсного наконечника с держателем выполн.чют одно или два продольных углубления, например, абразивным кругор ч. Этот
5 прием выполняют в том случае, если после обработки рабочей поверхности держатель 9 оказывается в зоне касания рабочей поверхности с магнитным носителем, т.е. тогда, когда нежелательно соприкосновение
0 магнитного носителя одновременно с сендастовым наконечником и материалом держателя, влияющее на равномерность износа.
Заявляемая магнитная головка и способ
5 ее изготовления обладаю рядом преимуществ.
Так. благодаря наличию держателя, скрепленного с каждой износостойкой пластиной .юлюского наконечника, значитель0 НС повышаются прочностные характеристики собранного в монолит полюсного наконечника, создаЮТся условия для технологического и надежного способа изготовления полюсных наконечников, состоящих из пакета отдельных износостойких пластин, т,е, для создания МГ с улучшенными характеристиками записываемой и воспроизводящей информации.
Благодаря скреплению пластин полюсного .наконечника с держателем, выполненным, например, из немагнитного сплава типа мельхиор, который используется в качестве базового установочного элемента, значительно упрощается процесс формиро5 ваяия полюсного наконечника. Благодаря повышенной надежности рабочей зоны МГ найдет широкое применение, когда необходимо изготов;.5ть ее с длиной рабочего зазора 7,..8 и более мм, например, при
0 изготовлении измерьчтальных высокоэффект/вньх Vir и МГ для тиражирования фонограмм, которые работают нэ частотах свыше
;00 к Гц.
Формула изобретения 51. Магнитная головка, содержащая составные полусердечники с полюсными наконечниками из износостойкого материала, сопряженными между собой через прокладку рабочего зазора, причем полюсные наконечник выполнены из пакета пластин, о т-oco.iK нзконечн.гкоЕ, ::крег|Ллю- по;Рог. -.;, ;,;.коненн.:к.. С лолусеодечникам i-ю ; --о-И сть:;;а обраоатыпают их -о пло. -jCi; разъэмй, c vCerifiBfOT по1м(--н-р .,.-.,.- . :-aku 2 - --4 ijiJ .изн1Л5П;1честь; w - :л/;оностй -ь:;.одных ..dpaivierooQ .згп-.
AS;i OAgMOH №; it;|,r : -.-- . r-:r- ,, .
. ,-. .a, .,.J:i :,,,.,. За счет
:;- v-:;h«LijeSK i ,V;i;r--:;.;T;.:oro QQ ООТИВЛе: iHs, .-. KCily--iv-4|/iB .,.,-,-, ,. .,„,.
--OUf-.ul. f/f гСЛ|К:ЙТ / Ч&С::, L;
--j;- 4riC;i :, il-j:.;-;, O; :;рМ фОЯЕН|.,я ПЛЯСГ П-i
.;-.:.,л-дл 5 л з;}к;:/уг;/idHrie a пакеть ij;i i ;---- Дер;к-вл :х и последуюц ю
:иЛИГО|- ;.;и рг; г: : :-:-..- . -,, „.- - , .,-
; i.rbh.: с; ПОЛас:-: -:/
ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комбинированного сердечника магнитной головки | 1991 |
|
SU1793462A1 |
| Блок магнитных головок записи и способ его изготовления | 1984 |
|
SU1208581A1 |
| Магнитная головка | 1981 |
|
SU991497A1 |
| Магнитная головка | 1989 |
|
SU1607000A1 |
| Способ изготовления комбинированных полусердечников магнитных головок | 1988 |
|
SU1737505A1 |
| Магнитная головка | 1979 |
|
SU836666A1 |
| Способ изготовления магнитной головки | 1991 |
|
SU1780097A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Магнитная головка и способ изготовления прокладки рабочего зазора магнитной головки | 1983 |
|
SU1167648A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
Изобретение относится к конструкции и технологии изготовления износостойких магнитных головок и позволяет повыситькачество и стабильность выходных параметров за счет увеличения механической и климатической надежности полюсных наконечников. Поставленная цель достигается тем, что набор пластин 7 из износостойкого материала полюсных,наконечников 6 закрепляется на немагнитных держателях 9 и обрабатывается по плоскости стыка с полусердечниками 2, Собранные составные полусердечники шлифуются до частичного вскрытия поверхностей полюсных наконечников, тем самым формируя со стороны рабочей поверхности магнитной головки постоянные держатели. 2 с. и 1 з.п. ф-лы, 3 ил.4т^^^|Г^" fw.....^х|'Ъ- ^•-фаг. i
Фш. 5
| Авторское свидетельство СССР Мг 1715095 | |||
| кл | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
