Изобретение относится к приборостроению, в частности к способу изготовления блока магнитных головок, обладающих повышенной длительностью эксплуатации в аппаратуре магнитной записи.
Известен способ изготовления блока магнитных головок путем формирования и пакетирования из магнитомягкого листового материала пластин полусердечников, соединенных перемычками с одновременным формированием и пакетированием из слоев магнитЬмягкого и немагнитного материалов сложных экранов, также соединенных перемычками. Устранение перемычек происходит после скрепления между собой пластин полусердечников и сложных экранов. Способ позволяет повысить точность формирования полублоков и снизить трудоемкость изготовления блока магнитных головок путем применения групповой сборки 1.
Однако трудоемкость возрастает в случае необходимости изготовления полюсных наконечников из износостойкого материала. Если же блок головок делать в целом износостойким, например из феррита, но несмотря на технологию приготовления феррита (монокристаллический или горячепрессованный) возникают трудности в обработке блока и даже в его дальнейшей эксплуатации, так как возможно выкрашивание граней полюсовых наконечников 2, а иногда и возникновение произвольных трещин.
Наиболее близким к изобретения является способ изготовления блока износостойких магнитных головок путем обработки полусердечников по передней, поверхности, прикрепления к ней износостойкой пластины полюсных наконечников с одновременным прикреплением к этим наконечникам и боковой грани полусердечников косынок из немагнитного материала, установки Ьолусердечников в полуобоймы, обработки последних по плоскости разъема с последующим скреплением через немагнитную прокладку рабочего зазора полуобойм между собой и обработки собранного блока по его рабочей поверхности 3.
Однако точность изготовления блока не всегда достаточно высока. Кроме того, имеет место и относительно высокая трудоемкость в изготовлении блока.
Целью изобретения является повышение точности изготовления блока магнитных головок при одновременном снижении трудоемкости.
Поставленная цель достигается тем, что при реализации способа изготовления блока износостойких магнитных головок путем обработки полусердечников по передней поверхности, прикрепления к ней износостойкой пластины полюсных наконечников с одновременным прикреплением к этим наконечникам и боковой грани полусердечников косынок из немагнитного материала, установки полусердечников в полуобоймы, обработки последних по плоскости разъема с последующим скреплением через немагнитную прокладку рабочего зазора полуобойм между собой и обработки собранного блока по его рабочей поверхности, полусердечники располагают в ряд группами с размещением их передних поверхностей в одной плоскости, к боковым граням полусердечников ниже выхода косынок на боковую поверхность спиртовым клеем прикрепляют общую для всех полусердечников пластину, скрепленные этой пластиной группы полусердечников Сопрягают в пакет, между каждой группой полусердечников и общей пластиной в зоне передних поверхностей разме1цают технологические прямоугольные стержни, толщина которых равна толщине общей пластины, щлифуют передние поверхности, разбирают пакет на отдельные группы, пря0 моугольные стержни удаляют, устанавливают на их место крепежную пластину,, сос- тоящую из связанных перемычками боковых косынок, одновременно на обработанные передние поверхности полусердечников
5 в каждой группе устанавливают общую для всех полусердечников группы износостойкую магнитомягкую пластину полюсных наконечников, скрепляют эту пластину с полусердечниками и с крепежной пластиной эпоксидным . клеем, после чего разрезают
0 пластину полюсных наконечников и крепежную пластину по размеру полюсных наконечников, удаляют перемычки и выдерживают полусердечники в спирте до отделения элементов, прикрепленных ранее спиртовым клеем.
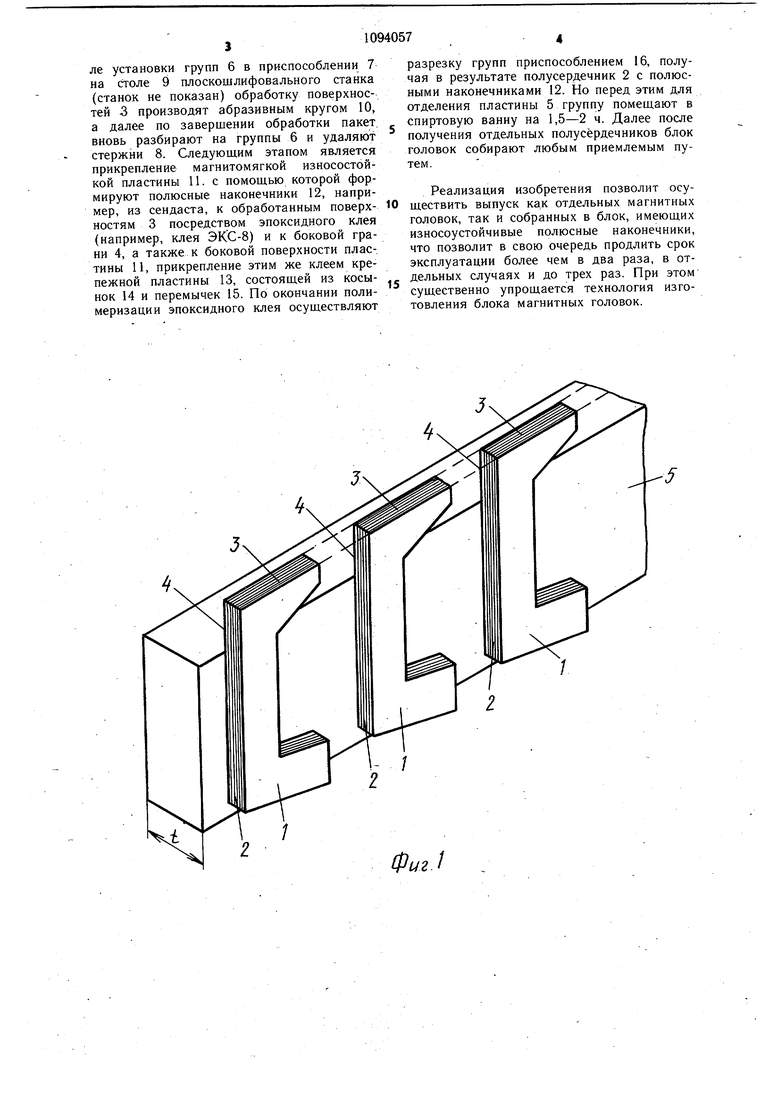
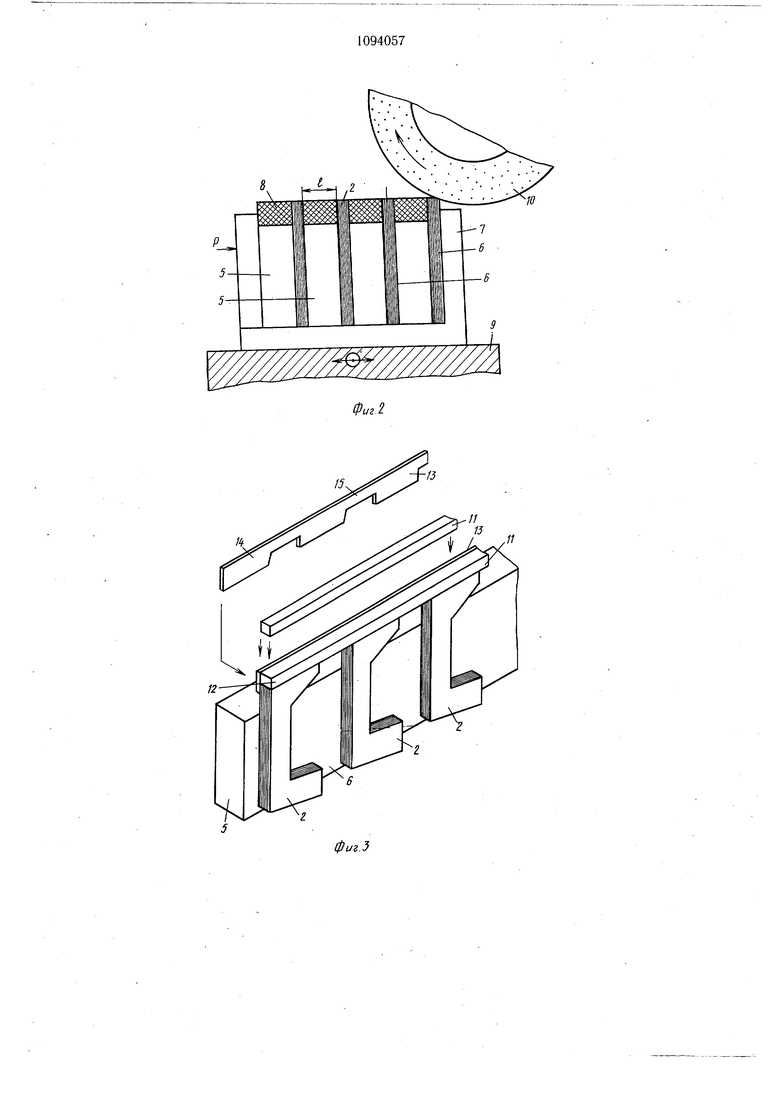
5 На фиг. 1 показано скрепление полусердечников в группы с помощью общей пластины; на фиг. 2 - прием обработки пакета по передним поверхностям полусердечников; на фиг. 3 - схема прикрепления к
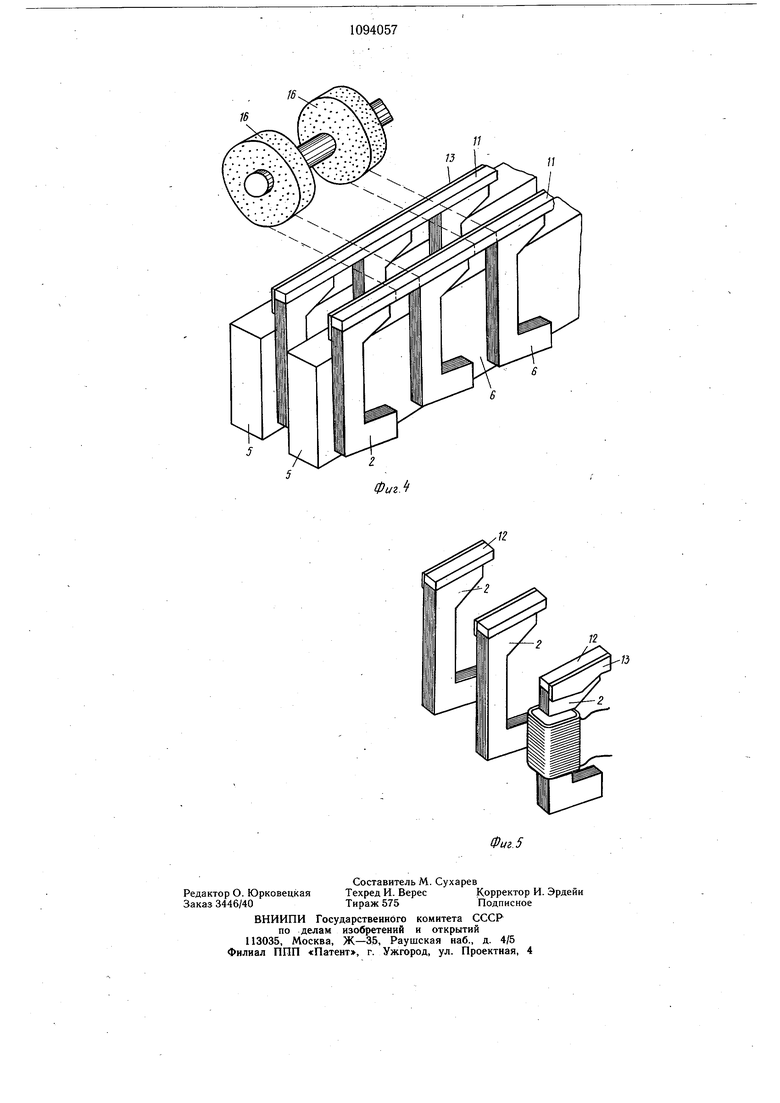
0 полусердечникам полюсной и крепежной пластины; на фиг. 4 - прием разделения полюсной и крепежной пластин; на фиг. 5 - полусердечники, имеющие полюсные наконечники и скрепленные с общей пластиной, которая расположена сбоку.
5 При реализации предлагаемого способа первоначально ряд пластин 1 набирают в пакет, образующий полусердечник 2, имеющий переднюю поверхность 3 и боковую грань 4. К боковым граням с помощью спиртового клея прикрепляют общую пластину 5, выполненную, например, из листовой стали, в результате чего происходит формирование групп 6 из полусердечников 2. Набор групп в пакет осуществляется с помощью приспособления 7 а установка технологи5 ческих прямоугольных стержней 8 происходит в зоне свободного пространства передних поверхностей 3. Стержни 8 и пластины 5 могут использоваться неоднократно. После установки групп 6 в приспособлении 7 на столе 9 плоскошлифовального станка (станок не показан) обработку поверхностей 3 производят абразивным кругом 10, а далее по завершении обработки пакет, вновь разбирают на группы 6 и удаляют стержни 8. Следующим этапом является прикрепление магнитомягкой износостойкой пластины 11. с помощью которой формируют полюсные наконечники 12, например, из сендаста, к обработанным поверхностям 3 посредством эпоксидного клея (например, клея ЭКС-8) и к боковой грани 4, а также к боковой поверхности пластины 11, прикрепление этим же клеем крепежной пластины 13, состоящей из косынок 14 и перемычек 15. По окончании полимеризации эпоксидного клея осуществляют разрезку групп приспособлением 16, получая в результате полусердечник 2 с полюсными наконечниками 12. Но перед этим для отделения пластины 5 группу помещают в спиртовую ванну на 1,5-2 ч. Далее после получения отдельных полусёрдечников блок головок собирают любым приемлемым путем. Реализация изобретения позволит осуществить выпуск как отдельных магнитных головок, так и собранных в блок, имеющих износоустойчивые полюсные наконечники, что позволит в свою очередь продлить срок эксплуатации более чем в два раза, в отдельных случаях и до трех раз. При этом существенно упрощается технология изготовления блока магнитных головок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Блок магнитных головок записи и способ его изготовления | 1984 |
|
SU1208581A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Магнитная головка | 1981 |
|
SU991497A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Магнитная головка | 1989 |
|
SU1606999A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК, путем обработки полусердечников по передней поверхности, прикрепления к ней износостойкой пластины полюсных наконечников с одновременным прикреплением к этим наконечникам и боковой грани полусердечников косынок нз немагнитного материала, установки полус:ердечников и полуобоймы, обработки последних по плоскости разъема с последующим скреплением через немагнитную прокладку рабочего зазора полуобойм между собой и обработки собранного блока по его рабочей поверхности, отличающийся тем, что, с целью повышения точности изготовления блока магнитных головок при одновременном снижении трудоемкости, полусердечники располагают в ряд группами с размещением их передних поверхностей в одной плоскости, к боковым граням полусердечников ниже выхода косынок на боковую поверхность спиртовым клеем прикрепляют общую для всех полусердечников пластину, скрепленные этой пластиной группы полусердечников сопрягают в пакет, между каждой группой полусердечников и общей пластиной в зоне передних поверхностей размещают технологические прямоугольные стержни, толщина которых равна толщине общей пластины, шлифуют передние поверхности, разбирают пакет на отдельные группы, прямоугольные стержни удаляют, устанавливают на их место крепежную пластину, состоящую из связанных перемычками боковых i косынок, одновременно на обработанные (Л передние поверхности полусердечников в каждой группе устанавливают общую для всех полусердечников группы износостойкую магнитомягкую пластину полюсных наконечников, скрепляют эту пластину с полусердечниками и с крепежной пластиной эпоксидным клеем, после чего разрезают пластину полюсных наконечников и о ел пежную пластину по размеру полюсных наконечников, удаляют перемычки и выдерживают полусердечники в спирте до отделения элементов, прикрепленных ранее спиртовым клеем.
Фиг
«
11
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления блока магнитных головок | 1975 |
|
SU531186A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
