Изобретение относится к автоматизации сварочных процессов и может быть ис- пользовано в робототехнологических комплексах дуговой сварки.
Цель изобретения - сокращение затрат времени на программирование сварки и повышение точности его настройки -достигается тем, что в способе коррекции данных робота для дуговой сварки, при котором ввод данных о параметрах режима сварки (1св, Уд, VCB) производят одновременно при перемещении робота от точки к точке, и скорректированные системы управления данные запоминают на программоносителе и используют при сварке последующего изделия, в память вводят точки, в которых корректируют, и при сварке последующих изделий устанавливают в указанных точках скорректированный режим.
Способ позволяет оперативно корректировать параметры режима сварки и дает возможность перепрограммировать в процессе сварки места на линии соединения, в которых эта коррекция необходима. Это позволяет уменьшить затраты времени на определение оптимального закона изменения параметров режима сварки по линии свариваемого соединения.
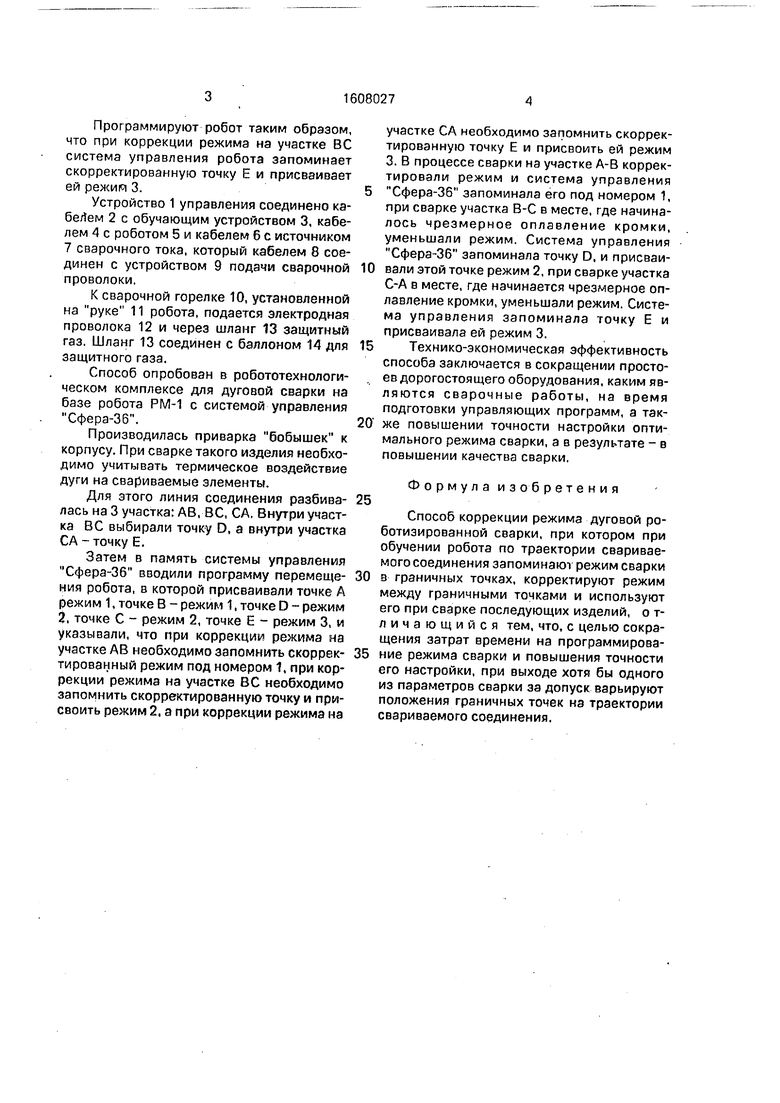
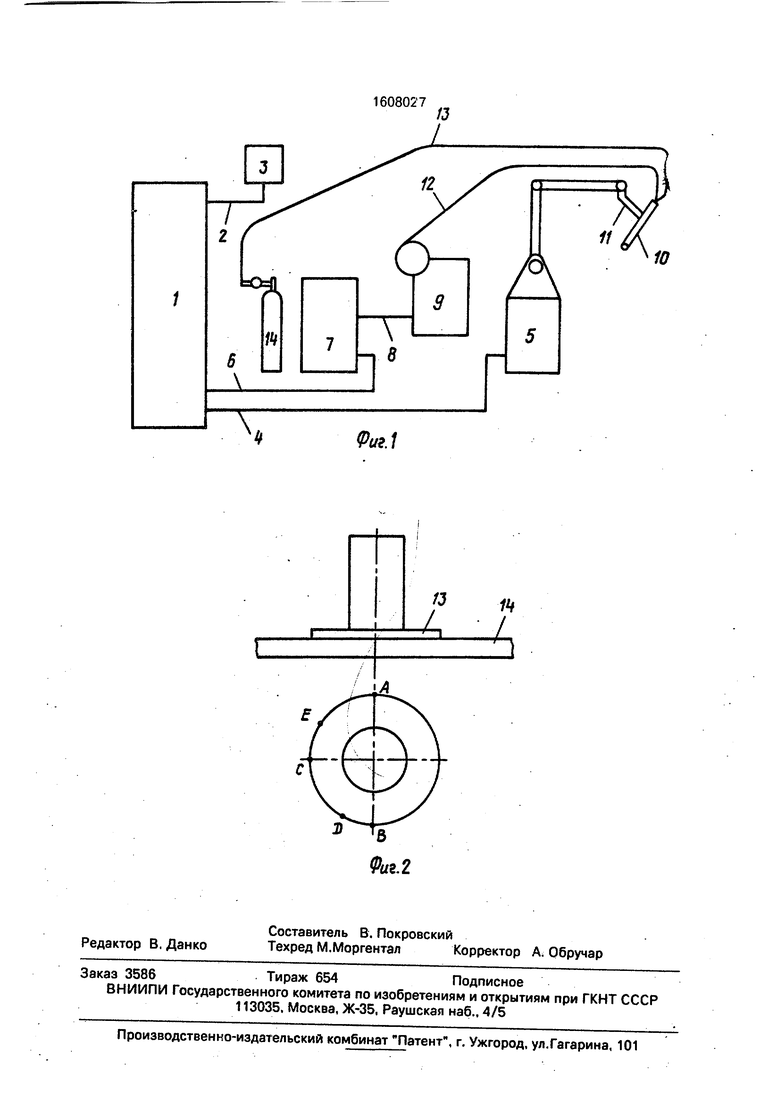
На фиг. 1 дана блок-схема робота для дуговой сварки, на котором осуществляется способ коррекции режима дуговой роботизированной сварки,- на фиг. 2 -две проекции свариваемого соединения.
Способ осуществляется следующим образом.
Пусть существует линия сварки ACD {фиг. 2) и необходимо произвести сварку участка АС в режиме 1, а участка CD - в режиме 2, и в пределах участка ЕС, принадлежащего участку АС, изменить режим, но неизвестно в каком месте и насколько.
Тогда выбирают точку Е, принадлежащую участку ВС, вводят в память системы управления робота программу перемещения от точки А к точкам В, Е, С, D и присва- . ивают: точке А режим 1, точке В - режим 2, точке Е - режим 3, точке С - режим 2.
Оч
о
00
о
fO
VI
Программируют робот таким образом, что при коррекции режима на участке ВС система управления робота запоминает скорректированную точку Е и присваивает ей режий 3.
Устройство 1 управления соединено ка- беЛем 2 с обучающим устройством 3. кабелем 4 с роботом 5 и кабелем 6 с источником 7 сварочного тока, который кабелем 8 соединен с устройством 9 подачи сварочной проволоки.
к сварочной горелке 10, установленной на руке 11 робота, подается электродная проволока 12 и через шланг 13 защитный газ. Шланг 13 соединен с баллоном 14 для защитного газа.
Способ опробован в робототехнологическом комплексе для дуговой сварки на базе робота РМ-1 с системой управления Сфера-36,
Производилась приварка бобышек к корпусу. При сварке такого изделия необходимо учитывать термическое воздействие дуги на свариваемые злементы.
Для этого линия соединения разбива- лась на 3 участка: АВ, ВС, СА. Внутри участка ВС выбирали точку D. а внутри участка СА - точку Е.
Затем в память системы управления Сфера-36 вводили программу перемеще- ния робота, в которой присваивали точке А режим 1, точке В - режим 1, точке D - режим 2, точке С - режим 2, точке Е - режим 3, и указывали, что при коррекции режима ма участке АВ необходимо запомнить скоррек- тированный режим под номером 1, при коррекции режима на участке ВС необходимо запомнить скорректированную точку и присвоить режим 2. а при коррекции режима на
участке СА необходимо запомнить скорректированную точку Е и присвоить ей режим 3. В процессе сварки на участке А-В корректировали режим и система управления Сфера-36 запоминала его под номером 1, при сварке участка В-С в месте, где начиналось чрезмерное оплавление кромки, уменьшали режим. Система управления Сфера-36 запоминала точку D, и присваивали этой точке режим 2, при сварке участка С-А в месте, где начинается чрезмерное оплавление кромки, уменьшали режим. Система управления запоминала точку Е и присваивала ей режим 3.
Технико-экономическая эффективность способа заключается в сокращении простоев дорогостоящего оборудования,каким являются сварочные работы, на время подготовки управляющих программ, а также повышении точности настройки оптимального режима сварки, а в результате - в повышении качества сварки.
Формул а изобретени я
Способ коррекции режима дуговой роботизированной сварки, при котором при обучении робота по траектории свариваемого соединения запоминают режим сварки в граничных точках, корректируют режим между граничными точками и используют его при сварке последующих изделий, о т- личающийся тем, что, с целью сокращения затрат времени на программирование режима сварки и повышения точности его настройки, при выходе хотя бы одного из параметров сварки за допуск варьируют положения граничных точек на траектории свариваемого соединения.
1608027
г(/г/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наведения сварочной горелки на линию соединения при роботизированной дуговой сварке | 1988 |
|
SU1551489A1 |
| Роботизированный саморегулируемый сварочный комплекс и способ дуговой сварки неповоротных стыковых соединений трубопроводов большого диаметра | 2023 |
|
RU2817272C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНЕШНЕЙ ХАРАКТЕРИСТИКИ ИСТОЧНИКА ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2329125C2 |
| СПОСОБ ВИЗУАЛЬНО-ИЗМЕРИТЕЛЬНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО СОЕДИНЕНИЯ, ПРЕИМУЩЕСТВЕННО ПОЛУЧЕННОГО СПОСОБОМ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2748861C1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1796379A1 |
| СПОСОБ ДИАГНОСТИКИ ФОРМООБРАЗОВАНИЯ ПРИ СВАРКЕ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127177C1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Способ автоматической обработки крупногабаритных тонкостенных изделий | 2018 |
|
RU2679859C1 |
| Интервенционная хирургическая роботизированная система, способ управления и носитель данных | 2022 |
|
RU2806087C1 |
Изобретение относится к автоматизации сварочных процессов, в частности к способу коррекции режима сварки, и может быть использовано в робототехнологических комплексах дуговой сварки. Цель изобретения - сокращение затрат времени на программирование режима сварки и повышение точности его настройки. При обучении робота траектории свариваемого соединения запоминают режим сварки в граничных точках. Корректируют режим между граничными точками дополнительно при выходе параметров сварки за допуск. Варьируют положения граничных точек на траектории свариваемого соединения. 2 ил.
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
