Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ МЕТАЛЛА С ИСПОЛЬЗОВАНИЕМ ГАРНИСАЖА В КАЧЕСТВЕ РАСХОДУЕМОГО ЭЛЕКТРОДА | 2002 |
|
RU2286398C2 |
| Способ изготовления фасонных изделий | 1980 |
|
SU925649A1 |
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА СИСТЕМЫ ВОЛКОВА | 2004 |
|
RU2338622C2 |
| Установка для обработки металлических изделий в расплаве | 1977 |
|
SU638637A1 |
| УГОЛЬНЫЙ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОЛИЗНОЙ ВАННЫ ПОЛУЧЕНИЯ АЛЮМИНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2363773C2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Печь-ванна для горячего нанесения металлических покрытий | 1984 |
|
SU1254054A1 |
| ВАННА-КРИСТАЛЛИЗАТОР УСТАНОВКИ ДЛЯ ПОЛУЧЕНИЯ ФЕРРОТИТАНА ПУТЕМ ЭЛЕКТРОДУГОВОГО ПЛАВЛЕНИЯ РУТИЛА ПОД СЛОЕМ ЗАЩИТНОГО ФЛЮСА | 2007 |
|
RU2377325C2 |
| Трехфазная электродная соляная ванна | 1983 |
|
SU1164287A1 |
| Способ наплавки изделий плавящимся электродом с подачей присадочной проволоки в сварочную ванну | 2017 |
|
RU2651551C1 |
Изобретение относится к металлургии, в частности к конструкции сегмент-ванны для термической обработки инструментов из быстрорежущих сталей. Целью изобретения является повышение качества изделий путем повышения равномерности температуры расплава по объему ванны. Электроды 2,3,4,5 установлены посередине каждой из стенок емкости 1 с расплавом, при этом электроды 3 и 5 подключены к одной фазе трансформатора 6 и расположены друг против друга. При работе ванны происходит дополнительное перемешивание расплава, что также способствует повышению однородности свойств всех изделий в обрабатываемой партии. 1 ил.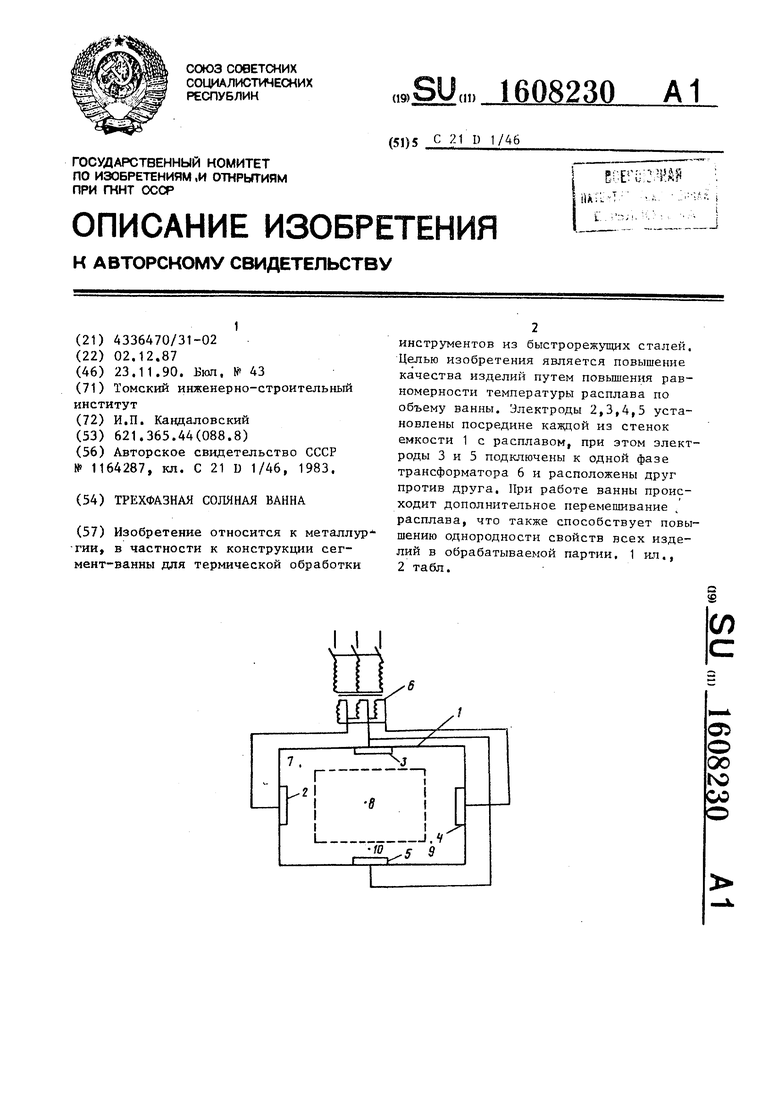
1230 (известная ванна)
1232
1228
198
1206
Таблица 2
| Трехфазная электродная соляная ванна | 1983 |
|
SU1164287A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
