Изобретение относится к сварке и наплавке, в частности к наплавке ленточными электродами, и может быть использовано при нанесении покрытий со специальными свойствами на рабочие поверхности изделий в различных отраслях машиностроения, например при антикоррозионной наплавке внутренних поверхностей корпусного атом- ноэнергетического оборудования.
Цель изобретения - повышение качества наплавленного металла путем выравнивания тепловложения по ширине сварочной ванны.
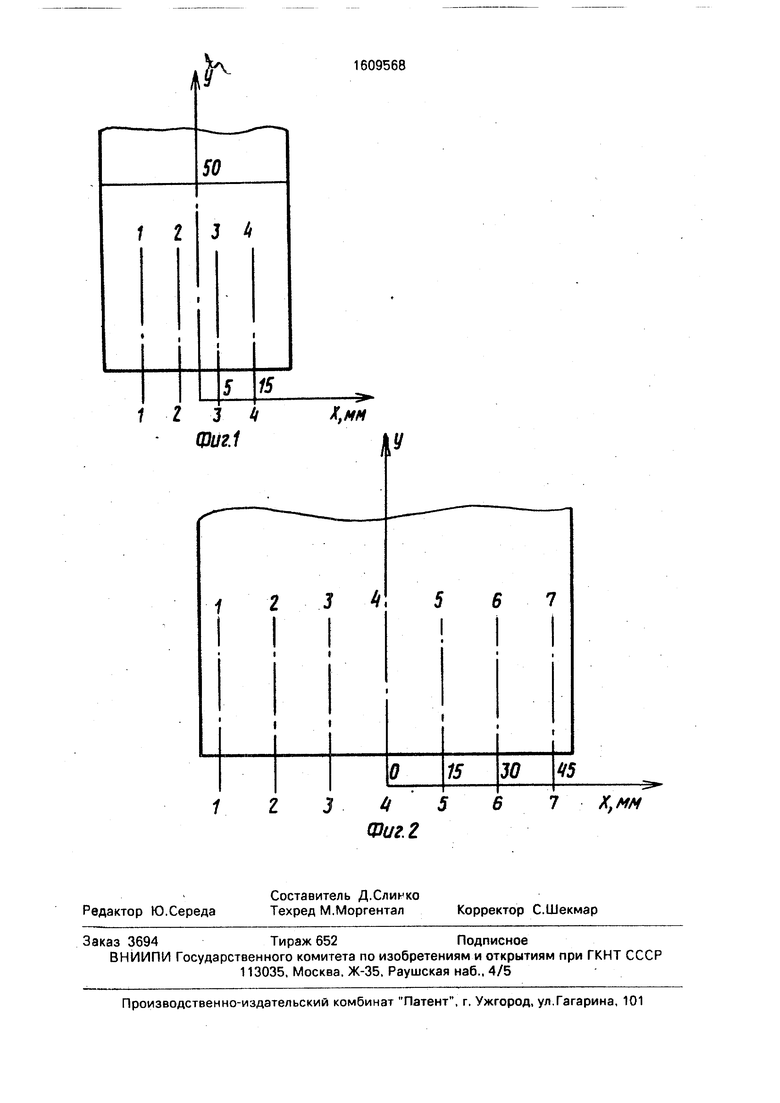
На фиг. 1 приведена схема реализации предлагаемого способа для ленточного электрода; на фиг. 2 - то же, для ленточного электрода большей ширины.
Для выравнивания тепловложения по ширине сварочной ванны регламентируется ввод тепла в сварочную ванну за счет синхронной подачи на электрод импульсов сварочного напряжения равной длительности
О
ел о сх
но различной амплитуды, или импульсов равной амплитуды, но различной длительности. Подачу этих импульсов производят таким образом, чтобы увеличить тепловло- жение в сварочную ванну на ее участках с наибольшим теплоотводом уменьшить тепловложение на участках с минимальным теплоотводом.
Энергию импульсов определяют произведением амплитуды на их длительность, поэтому изменение одной из этих характеристик импульсов позволяет изменять ввод энергии, а пропорционально ей и тепловложение в сварочную ванну. Соотношение мощностей соседних импульсов должно определяться характером изменения тепло- вложения по ширине сварочной ванны. Экспериментально для процесса наплавки под флюсом ленточным электродом установлено, что тепловложение в сварочную ванну по ее ширине определяет закон обратной параболы: Y КХ, ось которой совпадаете продольной осью электрода (фиг. 1 и 2). Экспериментально установлено, что
параметр параболы К - и ее уравнение
b 9
имеет вид Y -jX . Исходя из этого, соотношение величин мощностей импульсов должно быть пропорционально ординатам
b 9точек параболы Y X , лежащим на пересечении параболы с осями симметрии участков, на которые подают импульсы, перевернутой на 180° относительно параболы
b 7
У - X . Это соотношение определяют из
равенства
AI : А2 Y(Xi): У(Х2) или Ti: Та Y{Xi): Y(X2). где AI и А2 - амплитуды импульсов, подаваемых на соседние участки:
TI иТ2 -длительности импульсов, подаваемых на соседние участки,
V(X)-уравнение параболы;
Xt и Х2 - расстояния от продольной оси электрода до продольных осей симметрии участков;
Ь- ширина электрода.
При этом на крайние участки электрода подают импульсы большей амплитуды или длительности. Амплитуда или длительность импульса, подаваемого на центральный участок, у которого продольная ось симметрии совпадает с продольной осью электрода, равны амплитуде или длительности импульсов, подаваемых на ближайшие соседние с МММ участки.
Токоподвод указанных импульсов к плоскости ленточного электрода осуществляют с помощью изолированных друг от
друга токоподводящих губок от раздельных выводов источника сварочйого напряжения. Практикой установлено, что наилучших результатов удается достичь при условии, что
ширина участков ленточного электрода, на которые подают импульсы, составляет (0,15 - 0,2)Ь, где Ь - ширина лентсч1ь;ого электрода. Если эта величина больше 0,2 ш ирины электродов, то не удается эффективного выравнивания тепловложения в сварочную ванну, если меньше 0,15 ширины электрода, то становится технически сложно обеспечить надежную реализацию способа из-за резкого усложнения конструкций
наплавочной головки и источника сварочного напряжения.
Способ осуществляют следующим образом.
Для наплавки под флюсом обычно применяют ленточные электроды толщиной 0,5-0,7 и шириной 40-100 мм. Амплитуду импульсов, подаваемых на электрод npi наплавке (сварке под флюсом), изменяют в диапазоне 10-100 В, а длительность импульса в диапазоне - 10 с. Ленточный электрод разбивают на участки шириной (0,15-0,2) его ширины и к этим участкам с помощью токоподводящих губок подводят импульсы сварочного напряжения различной амплитуды или длительности.
Пример 1. Производили наплавку пластин из стали 3 под флюсом марки ОФ- 10 ленточным электродом размером 50 х 0,5 мм из стали марки С8-07Х25Н13. Ширину
участков электрода, на которые с помощью токоподводящих губок подавали импульсы сварочного напряжения, выбрали равной 0,2 50 10 мм. При такой ширине этих участков с учетом конструктивных зазоров
между токоподводящими губками, необходимо четыре губки. Таким образом, продольные оси симметрии участков электрода расположатся, как показано на фиг. 1 на расстоянии 5 и 15 мм от продольной оси
электрода. Синхронно на эти участки электрода через токоподводящие губки подавали импульсы сварочного напряжения равной длительности, но различной амплитудь. Отношение амплитуд импульсов, подаваемых
на соседние участки, определяли из условия AI : А2 Y(Xi) : Y(X2),
где Y(X) I X 2 X2 12,5 ,
а Xi 5, -Ха 15 мм; Y(Xi) 312,5, Y(X2) 2912,5,
Следовательно: AI : А2 1;9.
Принимали минимальную амплиту:ду импульса сварочного напряжения 10 В. 8 этом случае на крайние участки токоподво- да подавали импульсы с амплитудой 90 В, а
длительность импульсов принимали равной 10- с,
В результате наплавки по предлагаемому способу получили наплавленный валик хорошего качества без подрезов, шлаковых включений и несплавлений, с постоянной глубиной проплавления по всей его ширине.
Пример 2. Производили наплавку пластин из стали 3 под флюсом марки ФЦ- 18 ленточным электродом размером 100 х X 0,7 мм из стали марки Св-08Х19Н10Г2Б. Выбрали ширину участков электрода, на которые через токоподводящие губки подают импульсы сварочного напряжения, равной 0,15 100 15 мм, При такой ширине этих участков с учетом зазоров между токоподво- дящими губками необходимо семь губок. Продольные оси симметрии участков электрода расположены, как показано на фиг. 2, на расстоянии 15, 30 и 35 мм от продольной оси электрода.
На участки электрода синхронно через токоподводящие губки подавали импульсы равной амплитуды, равной 40 В, но различной длительности. Отношение длительно- стей импульсов, подаваемых на соседние участки, определяли из условия Ti: Т2 : Тз Y(Xi): Y(X2): У(Хз),
где Y (X)
Ь
V2 100 . у 2 г,су2 .
4 4
Xi 15, Х2 30 и .Хз 35мм;
Y(Xi) 5625: Y(X2) 22500; Y(X3) - 30625.
Следовательно, Ti : Т2 ; Тз 1:4:5,4. Принимали минимальную длительность импульса сварочного напряжения, равной 10 с. При этом длительность импульсов на крайних участках электрода составила 5,4 10 с, а на следующих в порядке их расположения 4-10 и 10 с. Длительность ммпульса. подаваемого на центральный участок элек- трода (с координатой X 0), принимали равной длительности импульса на соседнем с ним участке, т,е. 10 с.
В результате проведения наплавки по предлагаемому способу получили валик на- плавленного металла хорошего качества без дефектов, с постоянной глубиной про- плавления по ширине шва.
Таким образом, повышение качества наплавленного металла в предлагаемом
способе достигается за счет выравнивания тепловложения по ширине сварочной ванны. Этот эффект обеспечивают путем перераспределения ввода тепла в сварочную ванну путем регламентированного ввода энергии в сварочную ванну пс ее ширине.
Перераспределение ввода тепла в сварочную ванну изменяет условия смачиваемости основного металла маплавленным и способствует улучшению условий формирования валиков. Кроме того, это перераспределение способствует стабилизации глубины проплавления по ширине сварочной ванны, позволяет уменьшить вероятность образования зашлаковок по линии сплавления основного металла с наплавленным и в зоне перекрытия соседних валиков. Формула изобретения Способ дуговой обработки плавящимся электродом, при котором импульсы сварочного напряжения различной длительности и амплитуды подают на электрод, отличающийся тем, что. с целью повышения качества наплавленного металла путем выравнивания тепловложения по ширине сварочной ванны, используют ленточный электрод, который разбивают на участки шириной 0,15-0,2 его ширины и на них синхронно подают импульсы сварочного напряжения равной длительности, но различной амплитуды, или импульсы равной амплитуды, но различной длительности, при этом на крайние участки электрода подают импульсы большой амплитуды или длительности, а отношение амплитуд или длительностей импульсов, подаваемых на участки, определяют из условия
AI : А2 Xi : Х2 или Ti : Т2 Xi : Х2, где AI и А2 - амплитуды импульсов, подаваемых на соседние участки:
Xi и Х2 - расстояния от продольной оси электрода до продольных осей симметрии участков:
TI и Т2 - длительности импульсов, подаваемых на соседние участки, а на участок, у которого ось симметрии совпадаете осью симметрии электрода, подают импульсы той же амплитуды или длительности, что и на соседние с ним участки.
f 2 I ft Фиг,1
X,MM
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ наплавки ленточным электродом | 1990 |
|
SU1731510A1 |
| СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2512702C1 |
| Установка для сварки и наплавки ленточным электродом | 1990 |
|
SU1745452A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| СПОСОБ НАПЛАВКИ | 2013 |
|
RU2512698C1 |
| Устройство токоподвода к электроду для сварки и наплавки магнитоуправляемой дугой | 1989 |
|
SU1704973A1 |
| Пластинчатый электрод для наплавки | 1988 |
|
SU1632673A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1991 |
|
RU2016721C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ КРУПНОГАБАРИТНЫХ ТОРЦОВ | 2004 |
|
RU2271267C1 |
Изобретение относится к сварке и наплавке, в частности к наплавке ленточными электродами, и может быть использовано при нанесении покрытий со специальными свойствами на рабочие поверхности изделий в различных отраслях машиностроения, например, при антикоррозионной наплавке внутренних поверхностей корпусного атомно энергетического оборудования. Цель изобретения - повышение качества наплавленного слоя путем выравнивания тепловложения по ширине сварочной ванны. На участки ленточного электрода шириной 0,15-0,2 его ширины синхронно подают импульсы сварочного напряжения равной длительности, но различной амплитуды, или импульсы равной амплитуды, но различной длительности, при этом на крайние участки подают импульсы большей амплитуды или длительности, а отношение амплитуд или длительностей импульсов, подаваемых на соседние участки, определяют из условия A1:A2=X1:X2 или T1:T2=X1:X2, где A1, A2 - амплитуды импульсов, подаваемых на соседние участки
T1, T2 - длительности импульсов, подаваемых на соседние участки
X1, X2 - расстояние от продольной оси электрода до продольных осей симметрии участков, а на участок, у которого ось симметрии совпадает с осью симметрии электрода, подают импульсы той же амплитуды или длительности, что и на соседние с ним участки. В результате перераспределения ввода тепла в сварочную ванну стабилизируется глубина проплавления по ширине сварочной ванны и уменьшается вероятность зашлаковок по линии сплавления основного металла с наплавленным и в зоне перекрытия соседних валиков. 2 ил.
J
1
3 56 Фиг. 2
15
30
5
К, MM
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
