Изобретение относится к сварке и наплавке и касается способов наплавки ленточными электродами, которые могут быть использованы при нанесении специальных покрытий на рабочие поверхности изделий в различных отраслях машиностроения, например, при антикоррозионной наплавке внутренних поверхностей корпусного атомноэнергетического оборудования.
Известен способ наплавки [а.с. СССР №1731508 кл. В23К 9/04, 1992], при котором наплавку ведут под флюсом двумя ленточными электродами одинакового поперечного сечения, при этом электроды подают в сварочную ванну под углом друг другу с различными скоростями.
Недостатком указанного способа является тот факт, что процесс наплавки проводится в дуговом режиме, который характеризуется периодическими короткими замыканиями дугового промежутка каплями переносимого через него металла ленточного электрода и возникающими вследствие этого сильными колебаниями сварочного тока и напряжения, вызывающими неравномерность проплавления металла основы, и - как следствие - неоднородность металла наплавленного слоя, что, в конечном счете, приводит к снижению качества (служебных свойств) последнего. Этот способ является наиболее близким к заявляемому способу наплавки и поэтому принят за прототип.
Предложен способ наплавки двумя ленточными электродами одинакового сечения под слоем флюса, при котором две ленты подают в сварочную ванну с одинаковыми скоростями параллельно друг другу, при этом высота слоя флюса H1, подаваемого впереди сварочной головки по ходу направления наплавки, больше высоты слоя флюса Н2, подаваемого сзади сварочной головки, соотношение этих величин выбирают в пределах Н2/H1=0,4÷0,8, а расстояние между электродами при подаче их в сварочную ванну регулируют в пределах от 4,0 до 30 мм.
Предлагаемый способ позволяет проводить процесс наплавки в электрошлаковом режиме, что исключает значительные колебания тока и напряжения в сварочной (наплавочной) ванне, вызываемые короткими замыканиями дугового промежутка каплями переносимого через него металла ленточного электрода, которые характерны при реализации процесса наплавки в дуговом режиме. Отношение высот засыпки слоя флюса Н2/H1=0,4÷0,8, подаваемого впереди сварочной головки по ходу направления наплавки и позади нее, позволяет перераспределить количество теплоты, вводимое в сварочную ванну впереди по ходу электрода и позади него и расходуемое на плавление слоя флюса и электрода, и устойчиво реализовывать процесс наплавки в электрошлаковом режиме в достаточно широком диапазоне изменения других параметров процесса, а изменение расстояния между электродами при подаче их в сварочную ванну в пределах от 4 до 30 мм позволяет эффективно регулировать тепловложение в основной металл, а следовательно - долю участия основного металла в наплавленном, уменьшать расход флюса и относительную массу шлака за счет увеличения размеров шлаковой ванны. Кроме того, при наплавке в электрошлаковом режиме обеспечивается благоприятный термический цикл - меньше скорости нагрева и охлаждения основного металла - что позволяет снизить погонную энергию, вводимую в наплавляемое изделие. Все вышеупомянутое позволяет обеспечить лучшие условия для формирования наплавленных валиков, уменьшить глубину проплавления основного металла и долю его участия в наплавленном металле, снизить количество шлаковых включений в наплавленном слое, исключить появление закалочных структур в металле зоны термического влияния под наплавляемым валиком, что снижает вероятность образования в ней поднаплавочных трещин. Процесс ведут двумя ленточными электродами одинакового поперечного сечения, подаваемыми параллельно друг другу в сварочную ванну с равными скоростями.
Задачей изобретения является повышение качества наплавленного слоя за счет уменьшения доли участия основного металла в наплавленном, повышения сплошности металла наплавки (снижения в нем количества шлаковых включений), уменьшения несплавлений, подрезов, улучшения качества основного металла за счет более благоприятного термического цикла наплавки, уменьшающего вероятность образования закалочных структур и связанных с этим возможных дефектов.
Способ осуществляют следующим образом. Два ленточных электрода выбранных размеров заправляют в сварочную головку, замыкают на изделие, и в зону плавления подают флюс, причем высота слоя флюса H1, подаваемого впереди сварочной головки по ходу направления наплавки, больше высоты слоя флюса Н2, подаваемого позади сварочной головки при соотношении H2/H1=0,4÷0,8. На пульте управления устанавливают параметры процесса наплавки: напряжение, сварочный ток, скорость наплавки, скорость подачи электродов в соответствии с выбранным сечением электродов.
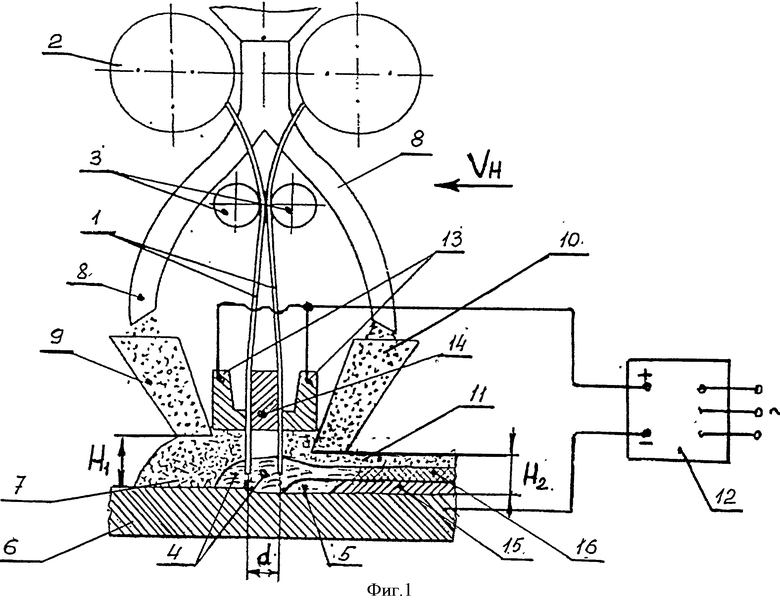
На чертеже приведена схема предлагаемого способа. Как видно из чертежа, ленточные электроды 1 из бухт, намотанных на кассеты 2, с помощью подающих роликов 3 подаются в сварочную ванну на расстоянии d друг от друга, где они переплавляются под слоем расплавленного шлака 4, формируя жидкую ванну 5 расплавленного металла на изделии 6. Шлаковая ванна образуется при плавлении слоя флюса 7, поступающего в сварочную ванну по флюсопроводу 8 через флюсоподающую воронку 9, расположенную впереди сварочной головки по ходу направления наплавки VH. Одновременно из флюсоподающей воронки 10, расположенной позади сварочной головки, поступают порции флюса в часть сварочной ванны, находящуюся позади сварочной головки, что необходимо для защиты сварочной ванны слоем флюса 11 от окислительного воздействия атмосферы за счет поддержания постоянного существования расплавленной шлаковой ванны, при этом вследствие разной конструкции флюсоподающих воронок обеспечивается соотношение высоты флюса H1 впереди и позади Н2 сварочной головки в диапазоне Н2/H1=0,4÷0,8.
Сварочный ток, необходимый для осуществления наплавки, подается от источника питания 12 через токоподводящие пластины 13 и рассекатель 14 к обоим ленточным электродам.
После наплавки на поверхности изделия образуется валик наплавленного металла 15, покрытый шлаковой коркой 16.
Таким образом, предлагаемый способ наплавки двумя ленточными электродами одинакового сечения под слоем флюса позволяет обеспечить при наплавке повышение качества наплавленного слоя за счет уменьшения доли участия основного металла в наплавленном, повышения сплошности металла наплавки (снижения в нем количества шлаковых включений), уменьшения несплавлений, подрезов, улучшения качества основного металла за счет более благоприятного термического цикла наплавки, уменьшающего вероятность образования закалочных структур и связанных с этим явлением возможных дефектов (в т.ч. поднаплавочных трещин).
Описанный способ наплавки двумя ленточными электродами одинакового сечения под слоем флюса может быть применен при наплавке антикоррозионных покрытий на корпусные детали атомноэнергетического оборудования, в частности, на корпуса реакторов типа ВВЭР.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 2013 |
|
RU2550982C1 |
| СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2512702C1 |
| ФЛЮС ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЭЛЕКТРОДОМ | 2013 |
|
RU2526623C1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1991 |
|
RU2022741C1 |
| ПЛАВЛЕННЫЙ ФЛЮС ДЛЯ НАПЛАВКИ | 1996 |
|
RU2115529C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2397851C1 |
| Способ наплавки ленточным электродом | 1990 |
|
SU1796372A1 |
| Способ двухдуговой наплавки | 1989 |
|
SU1660885A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2006 |
|
RU2321482C2 |
| Способ дуговой сварки под флюсом | 1990 |
|
SU1743757A1 |
Изобретение может быть использовано для наплавки деталей под слоем флюса двумя ленточными электродами. Электроды одинакового сечения подают в зону плавления одновременно с одинаковыми скоростями параллельно друг другу. Впереди сварочной головки по ходу наплавки подают флюс с образованием слоя высотой H1, обеспечивающего возможность проведения наплавки в электрошлаковом режиме. Позади сварочной головки подают флюс с образованием слоя высотой H2 для защиты сварочной ванны. Соотношение упомянутых слоев выбирают в пределах H2/H1=0,4÷0,8. Расстояние между электродами при подаче их в зону плавления регулируют в пределах от 4,0 до 30 мм. Способ наплавки обеспечивает улучшение качества наплавленного слоя за счет уменьшения доли участия основного металла в наплавленном металле, повышения сплошности металла наплавки, уменьшения несплавлений, подрезов, способствует более благоприятному термическому циклу наплавки, уменьшающему вероятность образования закалочных структур и связанных с этим возможных дефектов. 1 ил.
Способ наплавки под слоем флюса двумя ленточными электродами, включающий одновременную подачу в зону плавления электродов одинакового сечения, отличающийся тем, что электроды подают с одинаковыми скоростями параллельно друг другу, при этом впереди сварочной головки по ходу наплавки подают флюс с образованием слоя высотой H1, обеспечивающего возможность проведения наплавки в электрошлаковом режиме, а позади сварочной головки подают флюс с образованием слоя высотой H2 для защиты сварочной ванны, соотношение которых выбирают в пределах H2/H1=0,4÷0,8, а расстояние между электродами при подаче их в зону плавления регулируют в пределах от 4,0 до 30 мм.
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ НАПЛАВКИ ЛЕНТОЧНЫМ ЗЛЕКТРОДОМ | 0 |
|
SU197822A1 |
| Способ наплавки с формообразованием рабочих элементов деталей машин и инструментов | 1988 |
|
SU1563915A1 |
| Способ электродуговой наплавки порошковым ленточным электродом под флюсом | 1974 |
|
SU494233A1 |
| GB 1160874 A, 06.08.1969 | |||
| САМОХОДНОЕ АРТИЛЛЕРИЙСКОЕ ОРУДИЕ | 1995 |
|
RU2108614C1 |

