Изобретение относится к переработке полимерных материалов, в частности к центробежному литью изделий из термопластов, и может быть использовано в химической промышленности и специализированных производствах других отраслей при изготовлении крупных - массой до 30 кг и более - подшипников скольжения в виде крупногабаритных цилиндрических бипласт- массовых втулок для мощных машин (карьерных экскаваторов, дробилок руды и минерального сырья, прокатных и смесительных зальцев и др., содержащих подшипниковые опоры диаметром до 700 мм и длиной до 1300 мм).
Целью изобретения является повышение качества отливки для крупногабаритного подшипника скольжения.
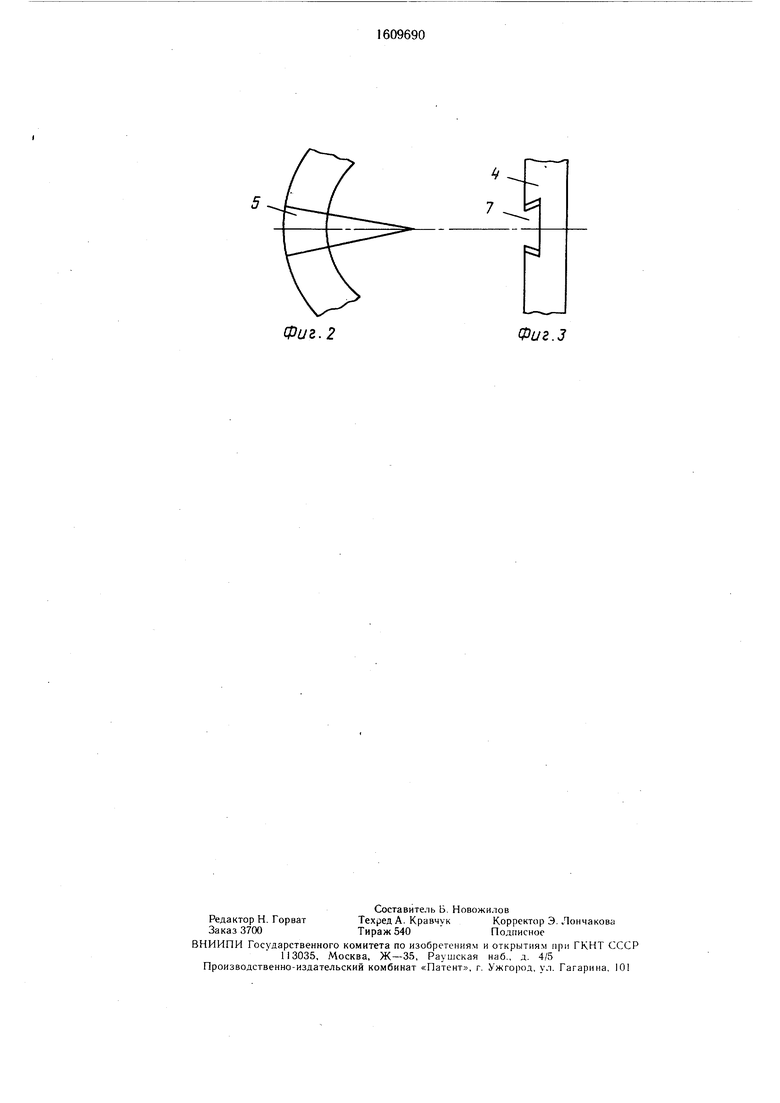
На фиг. 1 показана литьевая форма вместе с отлитым изделием - цилиндрической втулкой, продольный разрез; на фиг. 2 и 3 - отдельные конструктив- ные элементы литьевой формы.
В наружную обечайку 1 литьевой формы (фиг. 1-3) вплотную к торцовым
крышкам 2 установлены металлические кольца 3 и 4. Металлическое кольцо 3 выполнено с радиальными пазами 5, обращенными к торцу отливаемой втулки 6. У металлического кольца 4 (фиг. 1 и 3) радиальные пазы 7 выполнены в виде ласточкина хвоста, что обеспечивает прочное прикрепление отливаемой втулки своим торцом к металлическому кольцу, необходимое для механической обработки ВТУЛКИ. Фиксация металлических колец 3 и 4 в ,питье- вой форме осуществляется известными конструктивными способами, например плотной посадкой их в наружную обечайку 1 или ввернутыми в ее стенку стопорными винтами, упирающимися в наружную цилиндрическую поверхность металлического кольца (не показано).
Металлическое кольцо должно иметь не менее трех (предпочтительно 6-12) радиальных пазов, расположенных равномерно по окружности. Для исключения появления зазоров выступами отливаемой втулки и радиальными пазами кольца радиальные
о: о со с: х
пазы должны иметь форму центральных секторов (фиг. 2).
Устройство работает следующим образом.
В наружную обечайку 1 устанавливают металлические кольца 3 и 4 и внутрен- нюю обечайку, закрывают одной торцовой крышкой 2. В форму загружают сырье термопластов и закрывают вторую крышку 2, после чего литьевую форму помещают в нагревательную камеру, где выдерживают
вергают механической обработке - -проточке по наружному и расточке по внутреннему диаметру.
Металлическое кольцо с радиальными пазами типа ласточкина хвоста позволяет обеспечить условия для механической обработки крупных втулок (тонкостенную втулку из термопласта трудно прочно закрепить из-за возможности ее поломки), и исключить прибыльную по длине отливки
ПС31 LfCDdlttJlDnV rV/rVCJ V I-/ у ,I M.V UUl/Jt,V j iimimm i i «IVVl lllii г-
до полного расплавления термопласта; затем Ю часть, за которую производится зажим литьевую форму устанавливают на враща-втулки в патроне станка (втулка должна
тельный стенд, в процессе центробежного обрабатываться только за одну установку- формования отливки расплав отливаемойзажим в патроне станка). По окончании
втулки 6 заполняет радиальные пазы 5 и 7механической обработки втулки металличесметаллических колец 3 и 4. По мере осты- g кольцо отрезают и используют вновь вания происходит одновременная равномер-для отливки новых втулок,
ная усадка всех участков по окружности отливки; появлению овальности препятствуют радиальные выступы на торцах отливаемой втулки отформовавшиеся в радиальных пазах металлических колец. Для материала 20 Форма для центробежного формования остывающего расплава посредством ра-изделий, содержащая наружную и внутреннюю обечайки и торцовые крышки, отличающаяся тем, что, с целью повышения качества отливки для крупногабаритного подшипника скольжения, она снабжена установленными в наружную обечайку вплотную к торцовым крышкам металлическими кольцами с радиальными пазами типа «ласточкин хвост в виде центральных секторов.
Формула изобретения
диальных пазов оставлена только одна степень свободы перемещения - вдоль радиуса к центру, при этом исключены две другие степени свободы перемещения - 25 вдоль двух координатных осей, что и предотвращает появление овальности отливаемой втулки.
После остывания отливки литьевую форму разбирают; после термообработки ее поддля центробежного ф одержащая наружную
Формула изобретения

| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для центробежного формования изделий из термопластичных полимерных материалов | 1983 |
|
SU1118530A1 |
| Литьевая машина для изготовления изделий из полимерных материалов | 1979 |
|
SU870169A1 |
| Устройство для центробежного формования | 1978 |
|
SU763119A1 |
| Форма для центробежного формования слоистых изделий из термопластичных материалов | 1986 |
|
SU1409461A1 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ ЦЕНТРОБЕЖНОГО НАСОСА | 1999 |
|
RU2154750C1 |
| Форма для центробежного формования | 1980 |
|
SU937183A1 |
| Центробежная литейная машина с вертикальной осью вращения | 1976 |
|
SU643229A1 |
| ШАРНИРНЫЙ ПОДШИПНИК | 2000 |
|
RU2186267C2 |
| Роторная машина | 1990 |
|
SU1809857A3 |
| Патрон для центробежных литейных машин | 1978 |
|
SU996080A1 |
Изобретение относится к переработке полимерных материалов центробежным формованием и предназначено преимущественно для изготовления крупногабаритных подшипников скольжения. Цель изобретения - повышение качества отливки. Для этого форма снабжена установленными в наружную обечайку вплотную к торцовым крышкам металлическими кольцами с радиальными пазами типа ласточкина хвоста в виде центральных секторов.
Фиг. 1
Фиг. 2
Фиг.З
| Способ центробежного формования слоистых изделий из полимерных материалов | 1980 |
|
SU910425A1 |
| Солесос | 1922 |
|
SU29A1 |
