со
00 4:: Од
сл
Изобретение относится к процессу абразивной обработки металлов, а именно к антифрикционным смазкам, наносимым на рабочую поверхность аб- разивньк кругов.
Цель изобретения - повьшение стойкости абразивных кругов и производительности процесса шлифования за счет повышения антифрикционных и адгезионньк свойств и создания равномерной .структуры смазки.
Для приготовления антифрикционной смазки используют серу техническую, диселенид молибдена, стеариновую кислоту, инденкумароновую смолу и бис-(Св-С,о -алкилполиоксиэтилен)фосфат марки Оксифос КД-6.
Антифрикционную смазку готовят следующим образом.
Сначала готовят раствор бис-(Св- С (О-алкилполиоксиэтилен)фосфата в органическом растворителе (ацетоне, ензине и т.п.) концентрации 20 г/л. В полученный раствор вводят порошок серы и интенсивно перемешивают
в течение 5 мин. Полученную суспен- : зию охлаждают, образовавшийся осадок высушивают при 60°С, перетирают на
сите до получения порошкообразной массы. Таким образом, получают порошок серы, зерна которого плакированы пленкой Оксифоса КД-6. Плаки- рованньй порошок серы вводят в подогретую до 60-70°С стеариновую кислоту и при интенсивном перемешивании содержимого последовательно вводят остальные компоненты при . Плакированные зерна серы равномерно распределяются (диспергируются) в жидкой органической основе, не образуя при этом агрегаты, благодаря чему достигается одинаковая концентрация серы по всему объему смазки.
I
Полученный расплав заливают в цилиндрические формочки, где эта смесь, застывает.
По указанной технологии бьши по- лучены Составы антифрикционных смазок., приведенные в табл. 1.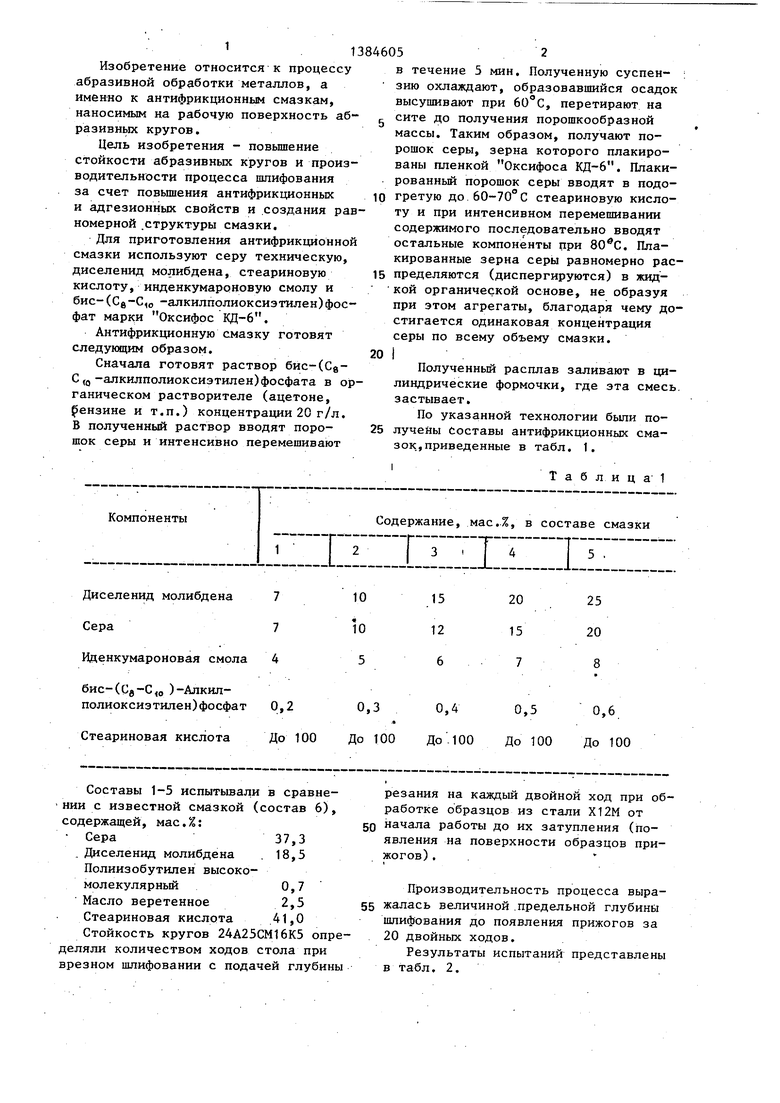
| название | год | авторы | номер документа |
|---|---|---|---|
| Антифрикционная смазка для абразивной обработки металлов | 1989 |
|
SU1622380A2 |
| АНТИФРИКЦИОННАЯ СМАЗКА ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1991 |
|
RU2030449C1 |
| АНТИПРИЖОГОВАЯ ДОБАВКА К СМАЗКАМ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ И ТВЕРДЫЕ СМАЗКИ, СОДЕРЖАЩИЕ ЕЕ (ВАРИАНТЫ) | 1996 |
|
RU2118651C1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1366378A1 |
| Смазка для абразивной обработки металлов | 1989 |
|
SU1685980A1 |
| Состав для пропитки абразивного инструмента | 1989 |
|
SU1660947A2 |
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Импрегнатор абразивного инструмента | 1986 |
|
SU1348155A1 |
| Смазка для заточки режущего инструмента | 1984 |
|
SU1168588A1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482932A1 |
Изобретение относится к смазочным составам, в частности к антифрикционной смазке (АФС) для абразивной обработки металлов. С целью повышения стойкости абразивных кругов и производительности процесса АФС имеет состав, мас.%: сера 10-15; дисе- ленид молибдена 10-20; инденкумаро- новая смола 5-7; бис-(Сд-С,о -алкил- полиоксизтилен)фосфат 0,3-0,5; стеариновая кислота остальное. Стойкость кругов, обработанных АФС, выраженная количеством двойных ходов до появления прижогов на поверхности образцов, в 1,2-1,6 рАза выше и глубина шлифования в 1,25-1,5 раза выше по сравнению с применением известного состава смазок. 2 табл. с (Л
Диселенид молибдена
Сера
Иденкумароновая смола
бис-(,о )-Апкилполиоксиэтилен)фосфат
Стеариновая кислота
До 100
Составы 1-5 испытьшали в сравнении с известной смазкой (состав 6), содержащей, мае.%: Сера37,3
Диселенид молибдена .18,5 Полиизобутилен высокомолекулярный0,7 Масло веретенное 2,5 Стеариновая кислота 41,0 Стойкость кругов 24А25СМ16К5 определяли количеством ходов стола при врезном шлифовании с подачей глубины
I
Т а б л и ц а 1
15
12
6
20
15
7
25
20
8
0,3 0,4 0,5 0,6
«
До 100 До -100 До 100 До 100
резания на каждый двойной ход при обработке образцов из стали Х12М от 50 начала работы до их затупления (появления на поверхности образцов при- жогов).
Производительность процесса выра- 55 жалась величиной .предельной глубины шлифования до появления прижогов за 20 двойных ходов.
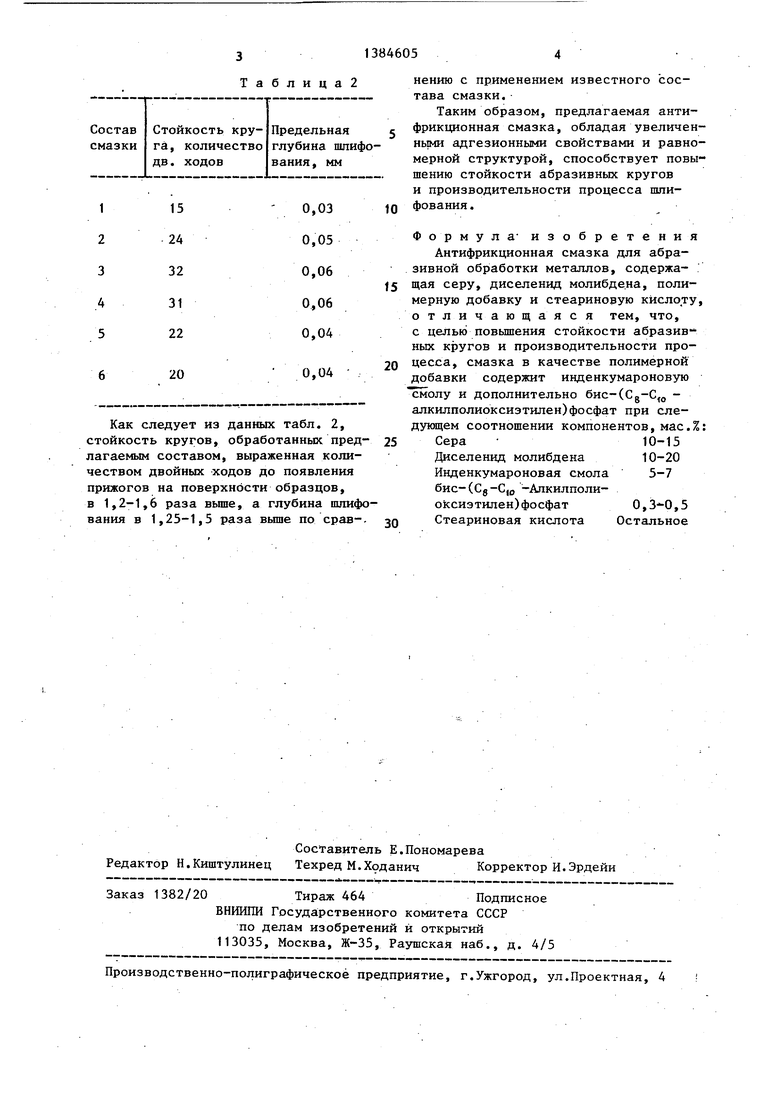
Результаты испытаний представлены в табл. 2.
Таблица2
Как следует из данных табл. 2, стойкость кругов, обработанньк предлагаемым составом, выраженная количеством двойных ходов до появления прижогов на поверхности образцов, в 1,2-1,6 раза вьше, а глубина шлифования в 1,25-1,5 раза выше по срав-.
0
5
0
5
0
нению с применением известного состава смазки.
Таким образом, предлагаемая антифрикционная смазка, обладая увеличен- нь1ми адгезионными свойствами и равномерной структурой, способствует повышению стойкости абразивных кругов и производительности процесса шлифования.
Формула изобретения
Антифрикционная смазка для абразивной обработки металлов, содержа- . щая серу, диселенид молибдена, полимерную добавку и стеариновую кислоту, отличающаяся тем, что, с целью повышения стойкости абразив ных кругов и производительности процесса, смазка в качестве полимерной добавки содержит инденкумароновую молу и дополнительно 6HC-( алкилполиоксиэтилен)фосфат при следующем соотношении компонентов, мас.%: Сера 10-15
Диселенид молибдена 10-20 Инденкумароновая смола 5-7 бис-(Сд-С,о -Апкилполи- оксиэтилен) фосфат 0,,5 Стеариновая кислота Остальное
| Смазка для абразивной обработки металлов | 1984 |
|
SU1188195A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Антифрикционная смазка для абразивной обработки | 1981 |
|
SU1016356A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
