Изобретение относится кпрокатному производству и может быть использовано при прокатке фланцевых профилей переменного и постоянного поперечного сечеийя.
По основному авт.св. № 984521 известен валок, используемый преимущественно для периодической прокатки, содержащий шейки и бочку с ручьями калибров, имекяцих симметричные насечки, причем плоскости симметрии насечек перпендикулярны оси валка СиТребования к точности проката в чистовом калибре выше, чем в предчистовом и черновых. В связи с этим в черновых и предчистовом калибре попускается больший износ, чем в чистовом. Вследствие этого в поомышленных условиях используют чаше всего изношенный предчистовой и малоизношенный чистовой калибры. В предчистовом и черновых калибрах происходит неравномерный износ больше на ручье в середине бочки с уменьшением его к шейкам. Поэтому предчистовой раскат получается несколько толще по середине с зп |еньшением к концевым частям. При задаче переменного по высоте стенки предчистового раската в чистовой калибр первым участком стенки, вступающим в контакт с задаваемым металлом, является средняя часть дна ручьев калибра. Это влечет за собой неравномерный износ чистового калибра, который становится большим по середине и меньшим tio кра-i-
ям дна ручьев. Кроме того, на срок эксплуатации валка сказывается неравномерное обжатие стенки по ширине чистового калибра. В связи с тем,что в чистовой калибр задается предчистовой оаскат с толщиной стенки большей по середине чем по краям, обжатие в чистовом калибре также больше по середине дна ручьев калибра, чем по его краям, поскольку износ пропорционален величине обжатия, поэтому средняя часть дна ручья калибра в известном валке изнашивается больше, чем краевые. Придостижении допускаемой величины износа средней частью калибра валок идет на переточку. Поле., допуска используется не полностью, вследствие чего снижаются сроки эксплуатации валка.
) Использование валка с неравномерны износом ручьев приводит к получению
профиля с переменной толщиной стенки, что снижает качество проката и повышает расход металла и валков на производство 1 т проката.
Целью изобретения является повышение срока эксплуатации путем выравнивания износа ручьев калибра.
Цель достигается тем, что в валке для периодической прокатки насечки выполнены с переменной длиной вдоль . бочки с увеличением от серединЫ бочки к шейкам, причем длина насечек,смежных с шейками,в 1,3-3,0 раза больше, чем в середине.
На фиг.1 изображен валковый комплект, состоящий из валков предлагаемой конструкции, общий вид; на фиг.2часть ручьев по длине бочки валка.
Валок состоит из шейки 1 и бочки 2 с калибром 3. Калибр 3 имеет боковы стенки 4, дно 5 и бурты 6. Дно 5 калибра 3 выполнено с насечками 7, боковые 8 и горизонтальные 9 грани которых имеют плоскую форму. Длина ручьев в , 6 , в t 1, увеличивается от середины 10 калибра к боковым стенкам 4. Длина ручья а по середине бочки в 1,3-3,0 раза меньше длины ручьев t смежных с шейками.
Величина изменения длины ручьев в 1,3-3,0 получена экспериментальным .путем и объясняется следующим образом Уменьшение длины ручья у шейки валка менее чем в 1,3 раза по отношению к длине ручья у бочки недопустимо ввиду того, что в данном случае износ ручья калибра в середине значительно превышает износ ручьев смежных с шейками. В результате этого нарушается равномерность износа дна калибра из-за более раннего выхода из поля допусков центральных участков. Увеличение дпины ручьев, примыкающих к шейкам, более чем в 3,0 раза по отношению к длине ручья по середине бочки .приводит к увеличению износа калибра у боковых стенок по отношению к износу по середине бочки, в результате чего также нарушается равномерность износа дна калибра из-за более раннего выхода из поля допусков участков, примыканщрх к шейкам.
Предчистовой раскат, имеющий большую толщину стенки по центру, чем у боковых стенок,задается в насеченныйК чистовой калибр. В процессе прокатки обжатие по центральной части калибра большее по величине, чем у боковых
стенок. Это влечет за собой больший износ в середине калибра, чем у боковых стенок. В процессе работы центральная часть калибра изнашивается более интенсивно, и к концу прокатки износ по середине выравнивается с износом у боковых стенок. Выравнивание износа ручьев по длине бочки дает возможность при достижении износа до граничной величины сближать валки, обеспечивая уменьшение толщины прокатываемого профиля, .что позволяет повысить срок эксплуатации путем уменьшения количества переточек.
Обеспечение равномерного износа ручьев по длине бочки позволяет получать прокат с минимальной поперечной разнотолщинностью. Предложенш валок был опробован при прокатке швеллера в чистовой клети, дно чистового калибра бьшо выполнено с насечками переменной длины: в середине бочки 5,0 мм, у шеек 12,0 мм, износ ручьев был равномерным, долговечность повысилась на 30%.
Экономический эффект, достигаемой за счет увеличения сроков эксплуатаЩ1И и сокращения расхода металла путем повышения точности готового проката, составит 1,0 млн. руб. в год..

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1271593A1 |
| ПРЕДЧИСТОВОЙ ПЛАСТОВОЙ И ЧИСТОВОЙ РЕБРОВОЙ-ТАВРОВЫЙ КАЛИБРЫ ДЛЯ ПРОИЗВОДСТВА ПОДКАТА ЛИФТОВЫХ НАПРАВЛЯЮЩИХ | 2007 |
|
RU2341341C2 |
| Валок для периодической прокатки | 1987 |
|
SU1468623A2 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРОВ | 1999 |
|
RU2169050C2 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ по авт.св. № 984521, отличающийся тем, что, с целью повышения срока эксплуатации путем выравнивания износа ручьев калибра, насечки вьтолнены с переменной длиной вдоль бочки с увеличением от середины бочки к шейкам, причем длина насечек, смежных с шейками, в 1,3-3,0 раза больше, чем в середине. СО со со со 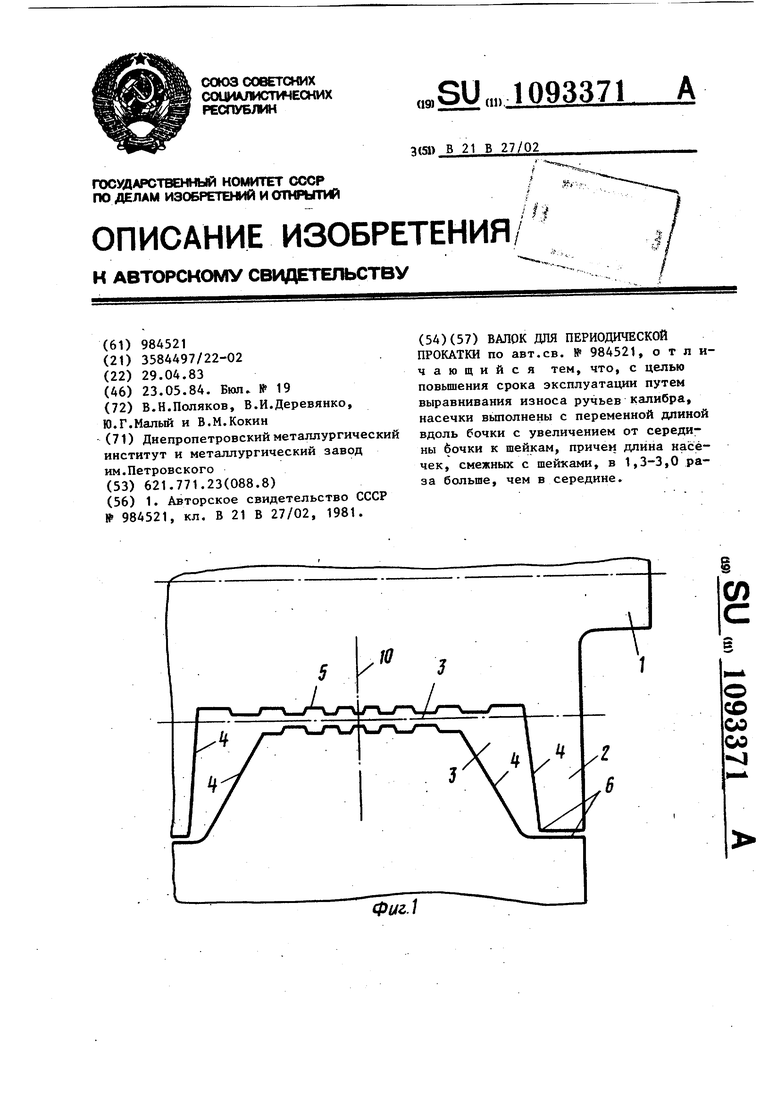
Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
