Изобретение относится к машиностроению, а именно к заготовкам для производства сложных деталей, и может быть использовано при изготовлении зубчатых венцов.
Целью изобретения является повышение точности и прочности зубьев, снижение трудоемкости изготовления и расхода материала за счет обработки без снятия стружки при раздаче заготовки.
Заготовка при чистовой обработке должна свободно устанавливаться в инструмент, который в гфоцессе обработки обеспечивает получение зубчатого венца изделия. При этом заготовка должна иметь с инструментом гарантированный зазор §), величина которого определяется биением заготовки, которое может рассматриваться как разность между минимальным и максимальным диаметром заготовки. Величина зазора между наружным диаметром детали и заготовки должна быть в пределах ,5-1.0 мм.
Для обеспечения данного зазора, на его величину наружный диаметр предлагаемой заготовки должен быть меньше диаметра детали.
Указанный зазор составляет от 0,1 до 1% диаметра готовой детали и наружный диаметр заготовки выполняется меньше наружнего диаметра готовой детали на
0,.
Величина разности толщины вершины зуба заготовки и готового колеса дол.жна находиться в пределах
05
сд
оз
f,Lb + .2-.0
м м.
Толщину вершины зуба готового зубчатого колеса принимают в пределах S (0,25-0,4) модуль зацепления. Модули зубчатых венцов предлагаемых заготовок находятся в пределах 2-8 мм и величины Sc соответственно колеблются в пределах ,5-3,2 мм. Таким образом, толщину верщины зуба заготовки необходимо выполнять меньще толщины зуба готового колеса на 6-40%.
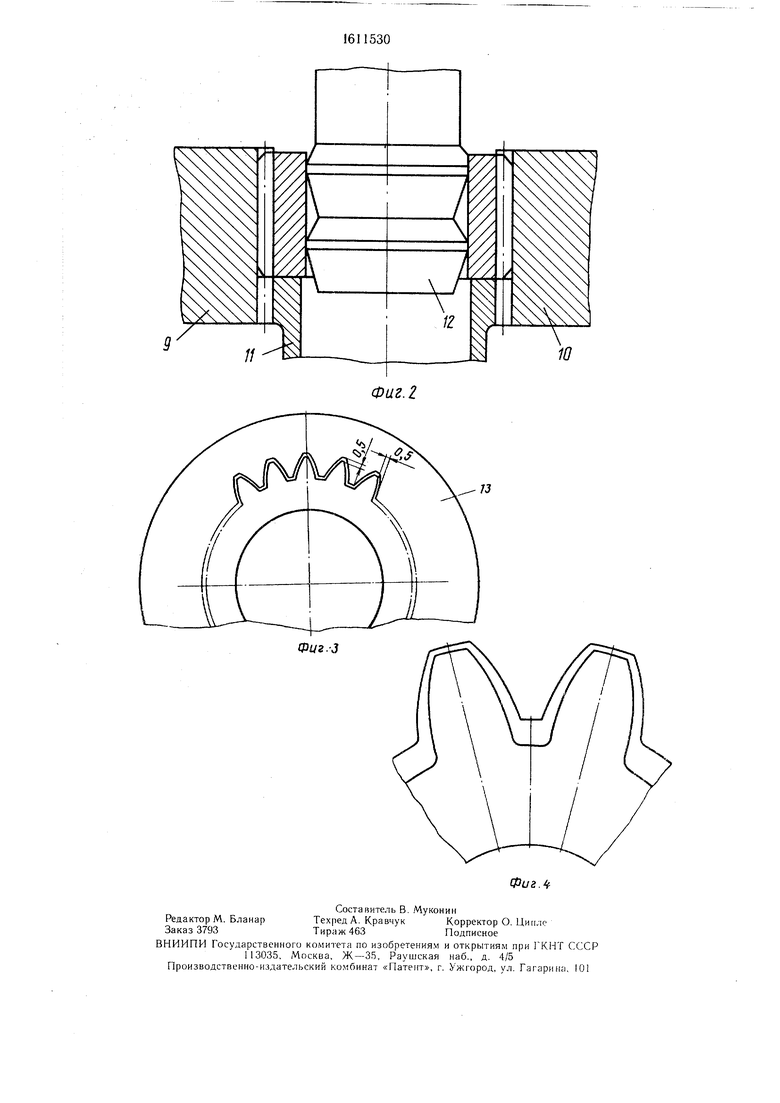
При формировании зуба готового изделия из зуба заготовки при его осадке, например, во впадину зуба матрицы, его форма должна предусматривать равномерное заполнение впадины, начиная от верщины зуба заготовки, для чего средний угол зуба заготовки ой должен быть меньще среднего угла зуба готовой детали а на величину изменения угла при осадке зуба. Величина угла выпучивания от средней линии зуба составляет:
Aa.arcsinX-аз ,
Н
где является функцией от величины осадки зуба
.
/jjT- высота зуба заготовки; /г - высота зуба детали.
Указанная величина находится в преде- лах 0,1-0,3, чему соответствует величина
Да(0,5-4)°.
Для получения качественного зуба готовой детали зуб заготовки должен быть выше зуба детали на величину Д, обеспе- чивающую полное заполнение впадины зуба инструмента без касания впадины зуба колеса заготовки верщины зуба инструмента. Приняв форму зубьев за трапеции, можно получить, что минимальная величина Амнн выражается через параметры зубьев:
S/ , I , б5 , , 2tga. г
хл J
А - I 2iga ..
где 5/ - ширина впадины зуба заготовки;
h - высота, зуба;
J. и oi -средние углы наклона сторон зуба детали и заготовки.
С учетом определенных ранее величин получено, что высота зуба заготовки должна превышать высоту зуба готовой детали на 3-15%.
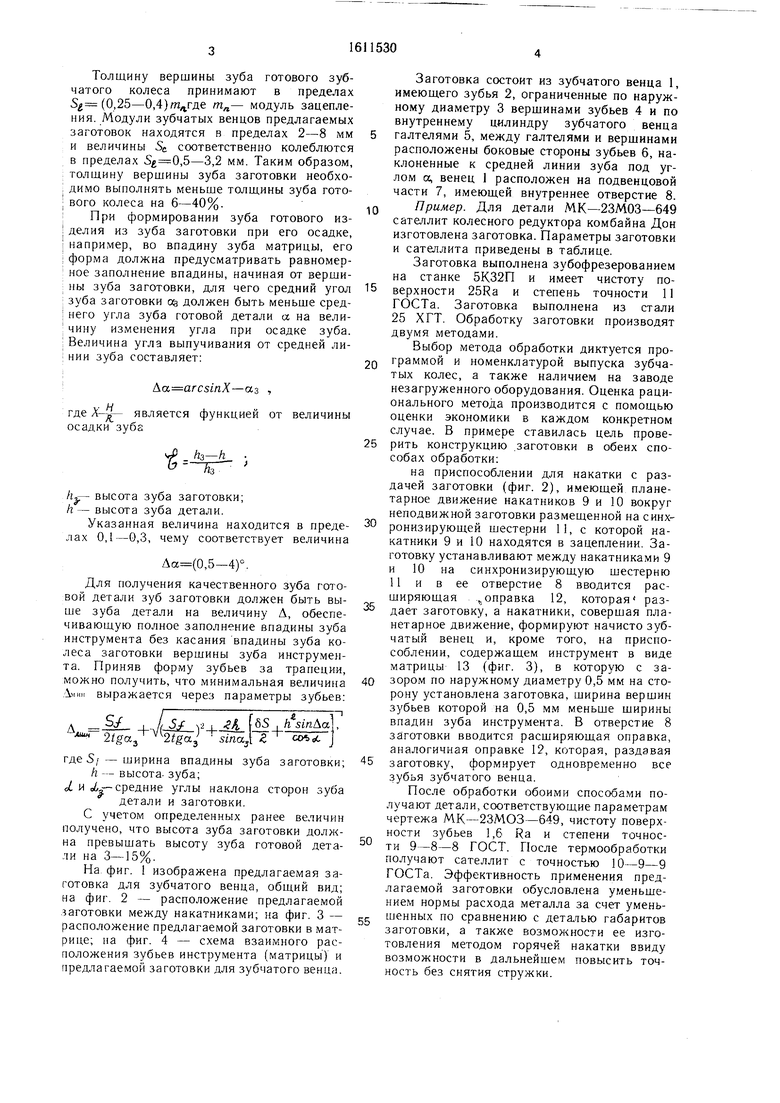
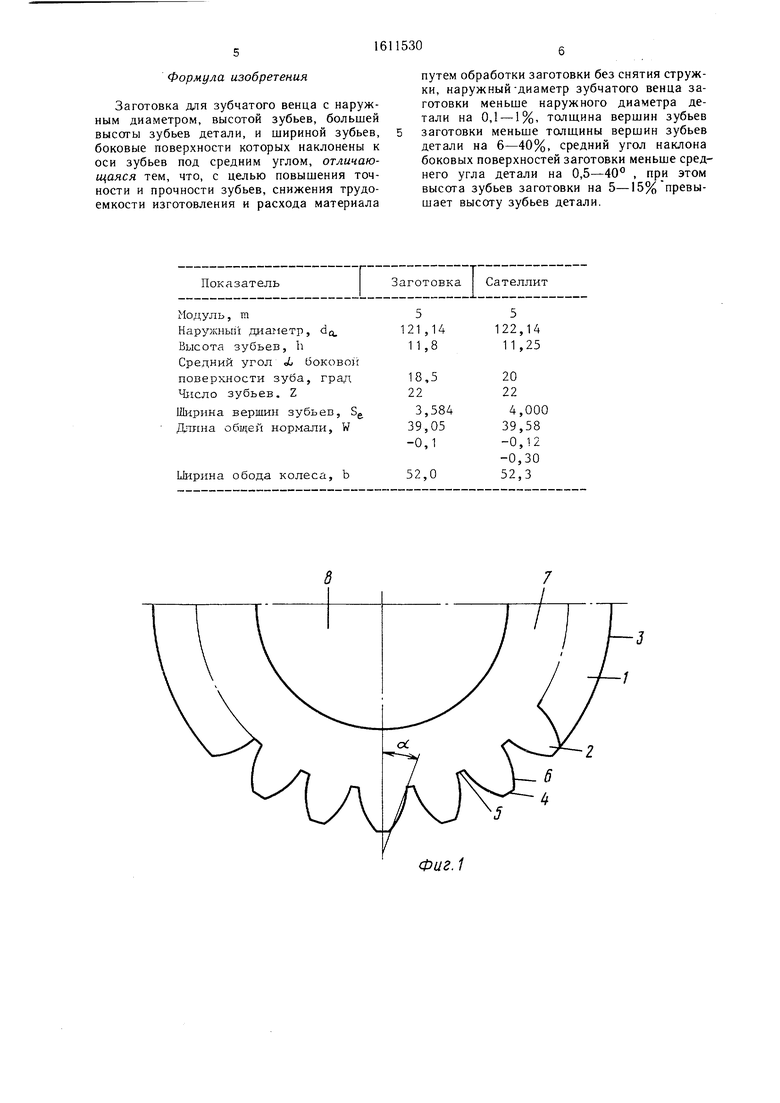
На, фиг. 1 изображена предлагаемая заготовка для зубчатого венда, общий вид; на фиг. 2 - расположение предлагаемой заготовки между накатниками; на фиг. 3 - расположение предлагаемой заготовки в матрице; на фиг. 4 - схема взаимного расположения зубьев инструмента (матрицы) и предлагаемой заготовки для зубчатого венца.
5
5
5
0
0
0
5
Заготовка состоит из зубчатого венца 1, имеющего зубья 2, ограниченные по наруж- ному диаметру 3 верщинами зубьев 4 и по внутреннему цилиндру зубчатого венца галтелями 5, между галтелями и вершинами расположены боковые стороны зубьев 6, наклоненные к средней линии зуба под углом о, венец 1 расположен на подвенцовой части 7, имеющей внутреннее отверстие 8. Пример. Для детали МК-23МОЗ-649 сателлит колесного редуктора комбайна Дон изготовлена заготовка. Параметры заготовки и сателлита приведены в таблице.
Заготовка выполнена зубофрезерованием на станке 5К32П и имеет чистоту поверхности 25Ra и степень точности 11 ГОСТа. Заготовка выполнена из стали 25 ХГТ. Обработку заготовки производят двумя методами.
Выбор метода обработки диктуется программой и номенклатурой выпуска зубчатых колес, а также наличием на заводе незагруженного оборудования. Оценка рационального метода производится с помощью оценки экономики в каждом конкретном случае. В примере ставилась цель проверить конструкцию .заготовки в обеих способах обработки:
на приспособлении для накатки с раздачей заготовки (фиг. 2), имеющей планетарное движение накатников 9 и 10 вокруг неподвижной заготовки размещенной на синхронизирующей шестерни 11, с которой накатники 9 и 10 находятся в зацеплении. Заготовку устанавливают между накатниками 9 и 10 на синхронизирующую щестерню 11 и в ее отверстие 8 вводится расширяющая оправка 12, которая раздает заготовку, а накатники, соверщая планетарное движение, формируют начисто зубчатый венец и, кроме того, на приспособлении, содержащем инструмент в виде матрицы 13 (фиг. 3), в которую с зазором по наружному диаметру 0,5 мм на сторону установлена заготовка, ширина вершин зубьев которой на 0,5 мм меньше ширины впадин зуба инструмента. В отверстие 8 заготовки вводится расширяющая оправка, аналогичная оправке 12, которая, раздавая заготовку, формирует одновременно все .зубья зубчатого венца.
После обработки обоими способами получают детали, соответствующие параметрам чертежа МК-23МОЗ 649, чистоту поверхности зубьев 1,6 Ra и степени точности 9-8-8 ГОСТ. После термообработки получают сателлит с точностью 10-9-9 ГОСТа. Эффективность применения предлагаемой заготовки обусловлена уменьшением нормы расхода металла за счет уменьшенных по сравнению с деталью габаритов заготовки, а также возможности ее изготовления методом горячей накатки ввиду возможности в дальнейшем повысить точность без снятия стружки.
Формула изобретения
Заготовка для зубчатого венца с наружным диаметром, высотой зубьев, большей высоты зубьев детали, и шириной зубьев, боковые поверхности которых наклонены к оси зубьев под средним углом, отличающаяся тем, что, с целью повышения точности и прочности зубьев, снижения трудоемкости изготовления и расхода материала
путем обработки заготовки без снятия стружки, наружный-диаметр зубчатого венца заготовки меньше наружного диаметра детали на 0,1 - 1%, толщина вершин зубьев заготовки меньше толщины вершин зубьев детали на 6-40%, средний угол наклона боковых поверхностей заготовки меньше среднего угла детали на 0,5-40° , при этом высота зубьев заготовки на 5-15% превышает высоту зубьев детали.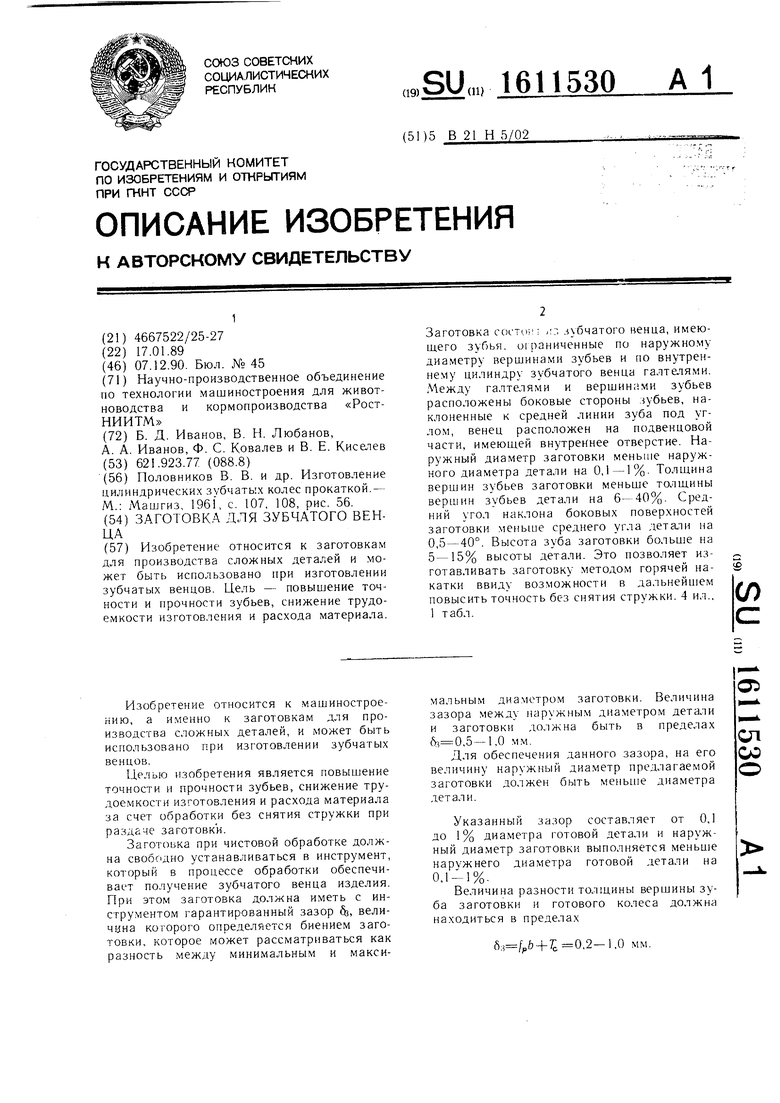
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка зубчатого колеса | 1989 |
|
SU1639858A1 |
| Способ накатки зубчатых профилей | 1989 |
|
SU1810195A1 |
| Способ накатки зубчатых колес | 1981 |
|
SU963656A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ ТИПА ЗВЕЗДОЧЕК ЦЕПНЫХ ПЕРЕДАЧ | 1991 |
|
RU2018400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС | 1991 |
|
RU2019354C1 |
| Способ накатки зубчатых колес | 1987 |
|
SU1710174A1 |
| Способ изготовления зубчатых профилей | 1989 |
|
SU1764751A1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ВЕНЦОВ | 1991 |
|
RU2015780C1 |
| Способ чистового формирования зубчатых профилей | 1989 |
|
SU1696073A1 |
| Заготовка для накатки двухвенцовой звездочки | 1989 |
|
SU1779453A1 |
Изобретение относится к заготовкам для производства сложных деталей и может быть использовано при изготовлении зубчатых венцов. Цель - повышение точности и прочности зубьев, снижение трудоемкости изготовления и расхода материала. Заготовка состоит из зубчатого венца, имеющего зубья, ограниченные по наружному диаметру вершинами зубьев и по внутреннему цилиндру зубчатого венца галтелями. Между галтелями и вершинами зубьев расположены боковые стороны зубьев наклоненные к средней линии зуба под углом, венец расположен на подвенцовой части, имеющей внутреннее отверстие. Наружный диаметр заготовки меньше наружного диаметра детали на 0,1-1%. Толщина вершин зубьев заготовки меньше толщины вершин зубьев детали на 6-40%. Средний угол наклона боковых поверхностей заготовки меньше среднего угла детали на 0,5-40°. Высота зуба заготовки больше на 5-15% высоты детали. Это позволяет изготавливать заготовку методом горячей накатки ввиду возможности в дальнейшем повысить точность без снятия стружки. 4 ил.
Показатель
55
121,14 122,14 11,8 11,25
18,5 20 22 22
3,584 4,000 39,05 39,58
-0,1 -0,12 -0,30 52,0 52,3
Заготовка Сателлит
Фиг.1
Фиг.-З
10
Фиг. 2
| Половников В | |||
| В | |||
| и др | |||
| Изготовле ние цилиндрических зубчатых колес прокаткой.- М Машгиз, 1961, с | |||
| Счетный сектор | 1919 |
|
SU107A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
