Изобретение относится к обработке металлов давлением, а именно к конструкциям инструмента для ковочных машин с несколькими бойками, и может быть использовано при получении кованых прутков на металлургических и машиностроительных предприятиях, где установлены радиальноковочные машины (РКМ).
Известен инструмент для радиальной ковки в виде бойков, обжимной участок которых выполнен многоступенчатым, каждая ступень состоит из наклонной и горизонтальной граней .
Однако известный инструмент характеризуется тем, что при ковке в бойках в поперечном сечении поковки образуются растягивающие напряжения, которые могут привести к появлению треш.ин в осевой зоне прутка.
Наиболее близким по технической суш,ности и достигаемому результату к изобретению является инструмент для радиальной ковки, содержаш,ий две пары бойков, попарно расположенных взаимно перпендикулярно и имеюш,их рабочие поверхности, состоящие из обжимного и калибрующего участков 2.
Однако данный инструмент характеризуется тем, что при ковке в бойках круглых прутков радиальная деформация не проникает в осевую зону поковки, локализуясь в поверхностных слоях, так как в конце каждого цикла обжатия (удара), осуществляемого известным инструментом, поперечное сечение обрабатываемого прутка симметрично относительно двух взаимно перпендикулярных осей, в осевой зоне исходной заготовки затруднены условия для проработки структуры металла и заваривания дефектов и несплошностей.
Кроме того, ковка при использовании известных бойков характеризуется повышенными усилиями деформирования, что требует использования более жесткого механизма привода бойков и не позволяет интенсифицировать процесс.
Цель изобретения - повышение производительности путем снижения деформирующих усилий и качества поковок за счет улучшения проработки осевой зоны исходной заготовки.
Поставленная цель достигается тем, что в инструменте для радиальной ковки, содержащем две пары бойков, попарно расположенных взаимно перпендикулярно и имеющих рабочие поверхности, состоящие из обжимного и калибрующего участков, обжимной участок каждого бойка выполнен многоступенчатым с равным количеством ступеней, причем каждая ступень одной пары бойков образована двумя гранями, одна из которых параллельна оси ковки, а другая наклонена к ней под углом 20-60°, а каждая ступень смежного бойка другой
пары выполнена в виде одной наклонной к оси ковки грани, при этом протяженность и перепад высот соответствующих ступеней всех бойков вдоль оси ковки равны между собой.
Применение инструмента позволяет получать в конце каждого цикла обжатия (удара) поперечное сечение обрабатываемого прутка овальной формы с одной осью симметрии, что улучшает проработку осевой зоны исходной заготовки и создает условие для заваривания дефектов и несплошностей, а также увеличить угол наклона граней к оси ковки до 60°, что невозможно при применении известного инструмента, вследствие нарушения условий захвата поковки бойками.
Увеличение угла наклона граней обжимного участка до 60° улучщает проработку осевой зоны исходной заготовки.
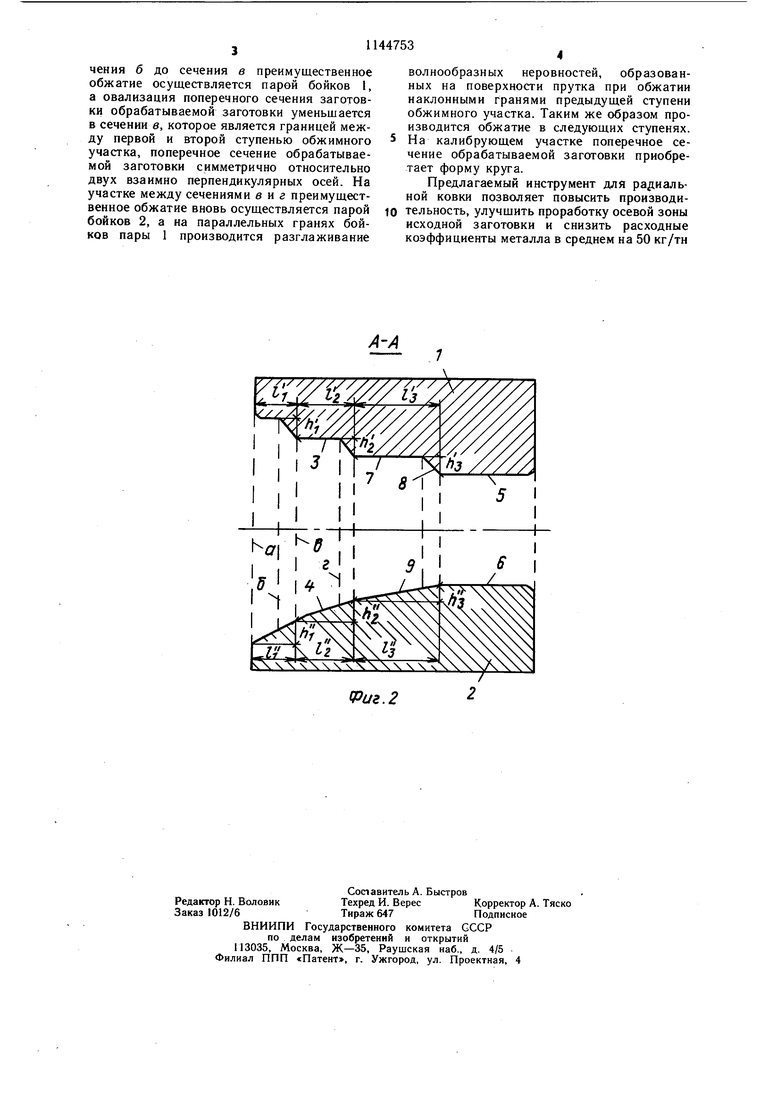
На фиг. 1 изображен инструмент, общий вид; на фиг. 2 - продольное сечение бойков.
Инструмент содержит две пары бойков 1 и 2, расположенных в двух взаимно перпендикулярных плоскостях. Рабочая поверхность каждого бойка состоит из двух 5 участков: обжимного 3 и 4 и калибрующего 5 и 6. Калибрующий участок всех бойков выполнен в виде грани равной длины параллельной оси ковки. Обжимной участок пары бойков 1 выполнен трехступенчатым, причем каждая ступень включает в себе две грани, одна из которых 7 параллельна направлению подачи, а другая 8 - наклонена к ней под углом до 60°. Соответствующие ступени пары бойков 2 выполнены в виде одной наклоненной к оси ковки грани 9. Протяженность Ьи высота подъема h соответствующих /ступеней, расположенных на одной длине по оси ковки, равны для бойков обеих пар:
и hi hV.
0 Инструмент работает следующим образом.
При ковке бойки движутся радиально по отношению к обрабатываемой заготовке, причем величина хода всех четырех бойков одинакова. Заготовка круглого поперечного сечения подается в очаг деформации с постоянной, наперед заданной скоростью и одновременно вращается относительно оси ковки. По мере продвижения заготовки вдоль оси ковки от входного сечения а до сечения б, преимущественное обжатие осуществляется парой бойков 2, вследствие чего поперечное сечение обрабатываемого прутка приобретает овальную форму. Наибатьшая овализация поперечного сечения обрабатываемого прутка достигается в сече5 НИИ б. В данном сечении пересекаются параллельная и наклонные грани первой ступени обжимного участка пары бойков 1. При дальнейшем продвижении заготовки от сечения б до сечения в преимущественное обжатие осуществляется парой бойков 1, а овализация поперечного сечения заготовки обрабатываемой заготовки уменьшается в сечении в, которое является границей между первой и второй ступенью обжимного участка, поперечное сечение обрабатываемой заготовки симметрично относительно двух взаимно перпендикулярных осей. На участке между сечениями виг преимущественное обжатие вновь осуществляется парой бойков 2, а на параллельных гранях бойков пары 1 производится разглаживание
волнообразных неровностей, образованных на поверхности прутка при обжатии наклонными Гранями предыдущей ступени обжимного участка. Таким же образом производится обжатие в следующих ступенях.
На калибрующем участке поперечное сечение обрабатываемой заготовки приобретает форму круга.
Предлагаемый инструмент для радиальной ковки позволяет повысить производительность, улучщить проработку осевой зоны исходной заготовки и снизить расходные коэффициенты металла в среднем на 50 кг/тн
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2042465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| Инструмент для радиальной ковки | 1985 |
|
SU1382571A1 |
| Инструмент для радиального обжатия | 1989 |
|
SU1690939A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1773543A1 |
| Инструмент для радиального обжатия | 1990 |
|
SU1803247A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 2003 |
|
RU2240199C1 |
| Инструмент для радиальной ковки | 1982 |
|
SU1073953A1 |
| СПОСОБ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2008994C1 |
ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ, содержащий две пгары бойков, попарно расположенных взаимно перпендикулярно и имеющих рабочие поверхности, состоящие из обжимного и калибрующего участков, отличающийся тем, что, с целью повышения производительности и качества получаемых поковок, обжимной участок каждого бойка выполнен многоступенчатым с равным количеством ступеней, причем каждая ступень одной пары бойков образована двумя гранями, одна из которых параллельна оси ковки, а другая наклонена к ней под углом 20-60°, а каждая ступень смежного бойка другой пары выполнена в виде одной наклонной к оси ковки грани, при этом протяженность и перепад высот соответствующих ступеней всех бойков вдоль оси ковки равны между собой. V 4 4: 01 00 V
А-
uz.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Охрименко Я | |||
| М | |||
| и др | |||
| Теория процессов ковки | |||
| М., «Высшая школа, 1977, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Радюченко Ю | |||
| С | |||
| Ротационное обжатие | |||
| М., «Машиностроение, 1972, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
