Изобретение относится к обработке металлов давлением, а именно к автом,1ти- зации процессов горячей штамповки.
Цель изобретения - повышение производительности и надежности работы, а также раси ирение технологических возможностей производства поковок.
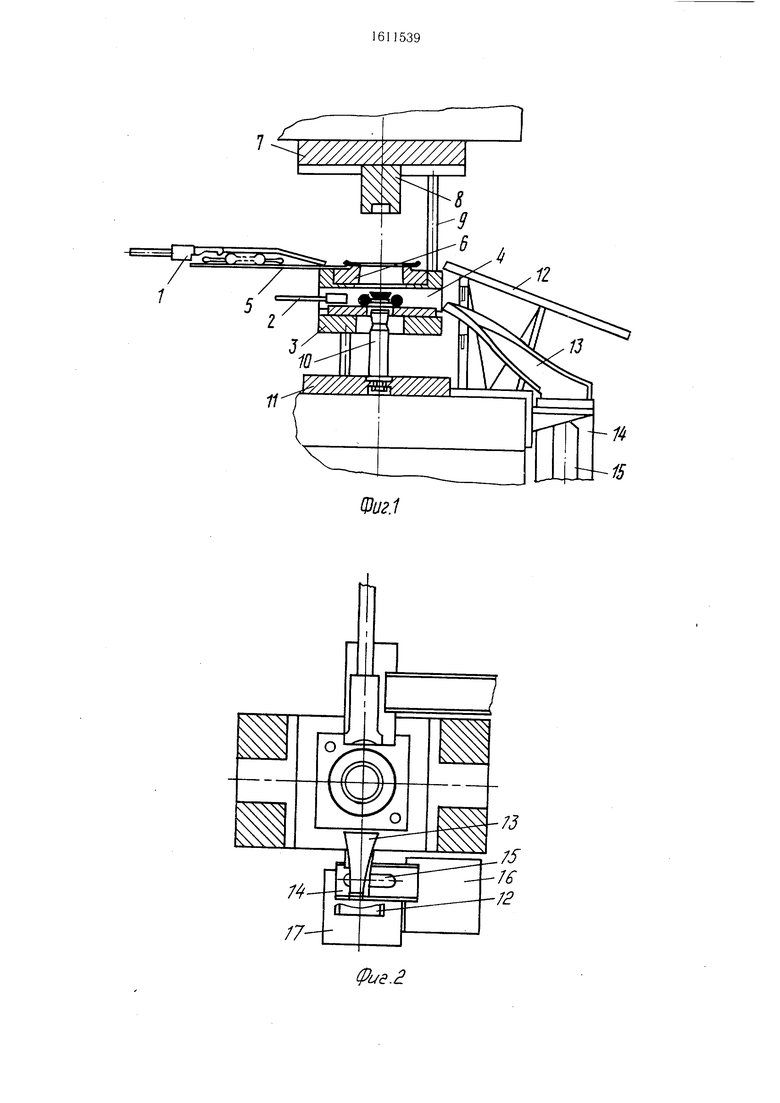
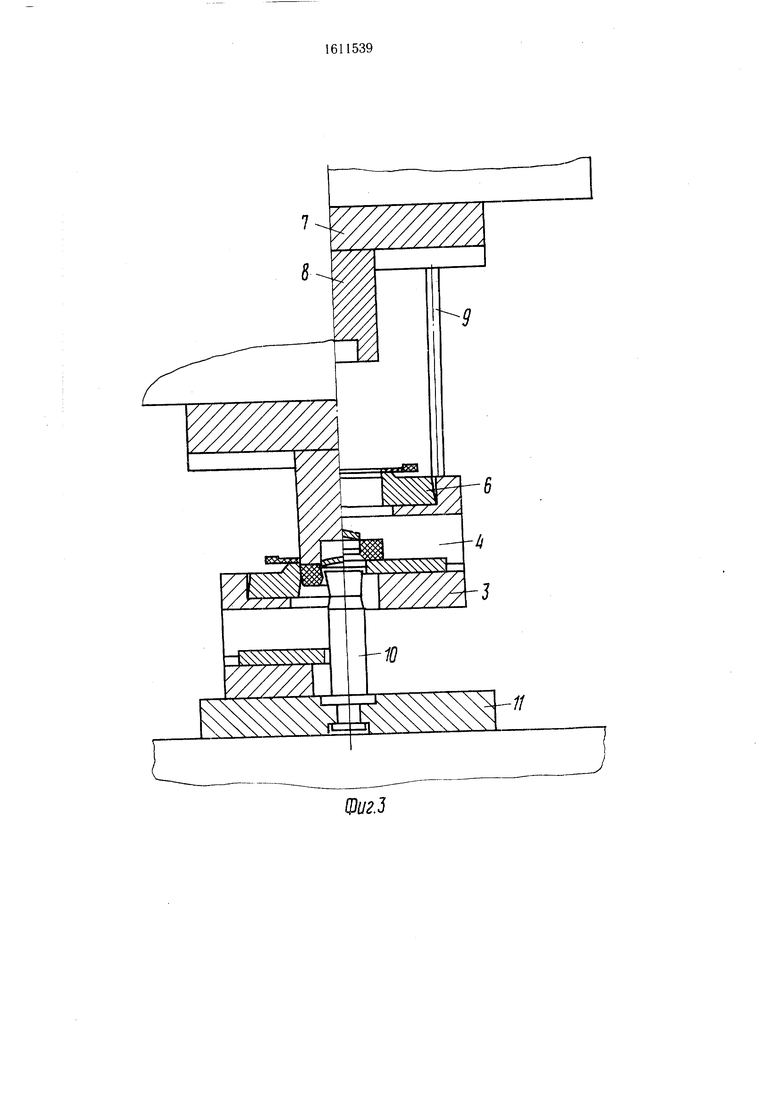
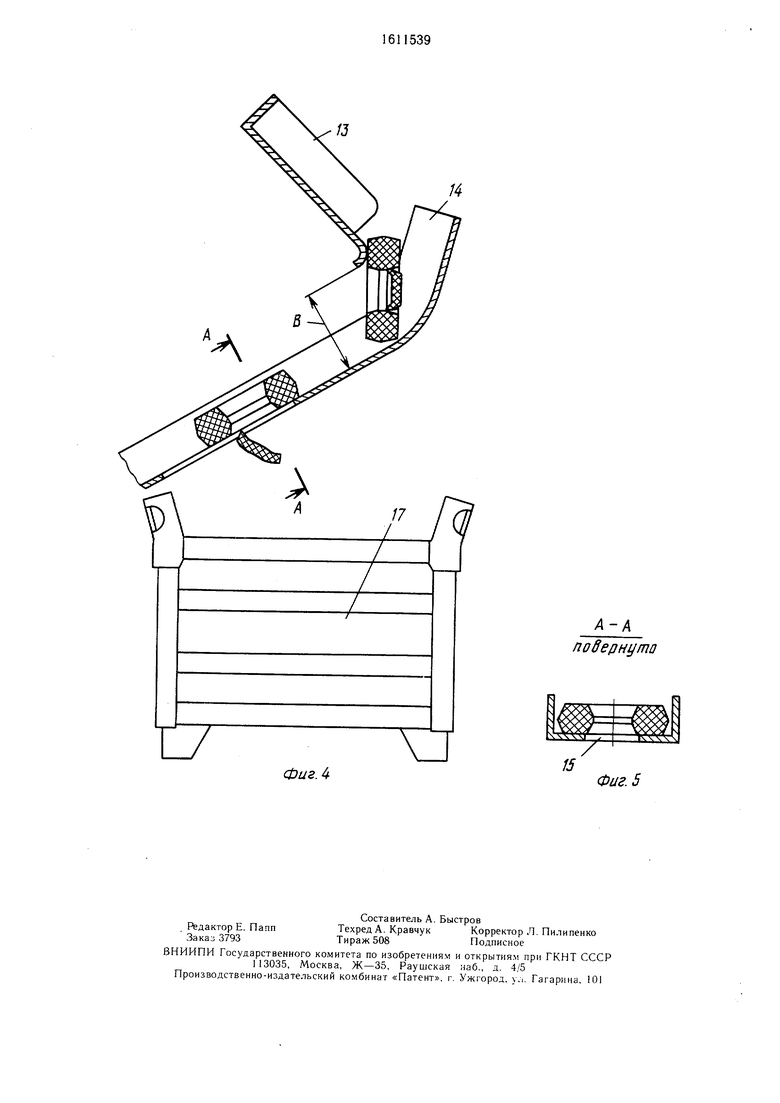
На фиг. 1 изображена автоматическая линия в момент нахождения ползуна в верхнем положении, на фиг. 2 - то же, вид cBepxv; на фиг. 3 - штамп в про- цессе работы (левая половина - нижнее положение ползуна, правая половина - верхнее положение ползуна); на фиг. 4 система приемного и кантующего лотков; на фиг. 5 -- разрез А-А фиг. 4.
.Автоматическая линия для получения поковок, включающая обрезной пресс, состоит из устройства 1 для подачи поковок .4 с- алкивания облоя и сталкивающего элеMCiiTa 2, имеющих привод от пневмоцилинд- ра (не показан), штампа с подвижным основанием 3 с выполненным в нем сквозным каналом 4 и с жестко прикрепленными к нему приемным столом 5 и обрезной матрицей 6. На вер.хней плите 7 жестко закреплен обрезной пуансон 8 и тяги 9, соединяющие ее с основанием 3 с возможностью взаимного перемещения. Штамп снабжен прошивником 10, установленным на нижней плите И, и лотком 12 для удаления облоя. Система удаления поковок состоит из двух - приемного 13 и кантующего 14 лотков, расположенных под острыми углами к горизонтальной плоскости, между которыми в месте скрещивания осей наклонной плоскости схода приемного лотка 13 и кантующего лотка 14 выполнен зазор В, при этом в кантующем лотке 14 выполнен продольный паз 15.
05
ел
о
Линия снабжения тарой 16 для готовых деталей и тарой 17 для отходов (просечки и облоя).
Автоматическая линия работает следующим образом.5
Отштампованная поковка с облоем при помощи транспортера подается на приемный стол 5 напротив руки устройства U после чего приводится в действие силовой йилиндр (не показан). За счет движения руки устройства 1 поковка с облоем укладывается на матрицу 6, при этом тяги 9, соединяющие основание 3 с верхней плитой 7, удерживают его в верхнем положении
(фиг. 1).
При отходе руки устройства 1 в исход- I Ное положение происходит включение пресса и перемещение ползуна вниз. Одновременно с перемещением ползуна происходит опускание вниз основания 3 штампа до момента соприкосновения его с нижней плитой И- после чего его перемещение, вместе с уложенной на матрице б поковкой с облоем, прекращается и при дальнейщем ходе ползуна пресса вниз при помощи пуансона 8, жестко прикрепленного посредством верхней плиты 7 к ползуну пресса, происходит об- резка облоя и прошивка отверстия про- шивником 10.
При обратном ходе ползуна пресса происходит раскрытие штампа и подъем основания 3 с матрицей б в верхнее по- ложение, при этом за счет перемещения основания 3 по отнощению к жестко закрепленному к нижней плите противнику 10 происходит съем поковки с прошивника 10 и фиксация ее в сквозном канале 4 основания 3. В момент полного раскрытия штампа включается в работу устройство 1 и сталкивающий элемент 2, приводимые в действие от пневмоцилиндра. При этом происходит сброс обрезанного облоя на лоток 12 и установка очередной поковки на матрицу б (фиг. 3). При обратном ходе штока цилиндра за счет шарнирной конструкции устройство 1 свободно сходит с поковки, которая остается в матрице 6. Одновременно с подачей очередной поковки на матрицу 6 поступает в работу сталки- вающий элемент 2, который сталкивает обрезанную поковку вместе с просечкой по каналу 4 на приемный лоток 13. При сходе с приемного лотка 13 (фиг. 4) поковка касается кромкой верхней плоскости кантующего лотка 14, при этом благодаря зазо- ру В между лотками в плоскости схода поковки, равному 0,7...0,9 ее диаметра или длины, центр тяжести поковки смещается за пределы приемного лотка 13, в связи с чем происходит ее падение на кантующий лоток 14, установленный под углом к горизонтальной плоскости (фиг. 1 и 4). Благодаря тому, что определенная часть поковки в момент падения ее соприкасается с кантующим лотком 14, а другая часть перемещается вниз по кантующему лотку 14, происходит переворачивание поковки вместе с просечкой на 180° и дальнейшее ее перемещение по лотку 14 в тару 16. При перемещении поковки по кантующему лотку 14 просечка под действием веса отделяется от поковки (фиг. 4) и проваливается в продольный паз 15, выполненный по оси кантующего лотка 14, в установленную для нее тару 17.
Для компактности размеш,ения тары 16 и 17 и лотков 13 и 14 плоскость приемного лотка 13 изогнута по спирали, вслед- ств.ие чего поковка в процессе перемещения по лотку 13 изменяет направление движения на 90° (торец лотка закрыт, боковая кромка на конце лотка срезана).
Автоматическая линия позЕЮляет автоматизировать процесс обрезки поковки с прошивкой отверстия, т. е. сталкивание поковки и отходов происходит одновременно с установлением следующей детали на обрезку и прошивку без участия промыщленных роботов. Использование возвратно-поступательного движения подвижных частей пневмоцилиндра в совокупности с указанной конструкцией штампа и системой лотков позволяет высвободить два промышленных робота, а также значительно сокращает время на манипуляцию по сравнению с роботами, что повышает производительность линии и улучшает надежность ее работы при расширении технологических возможностей.
Формула изобретения
Автоматическая линия для получения поковок, содержащая пресс для paздeлитeJ ь- ных операций со смонтированным на нем штампом в виде обрезной матрицы, закрепленной на основании, и приводного рабочего инструмента, а также средства подачи поковок, сталкивания и удаления поковок, отличающаяся тем, что, с целью повышения производительности и надежности в работе, а также расширения технологических возможностей, средство удаления поковок выполнено в виде сталкивающего элемента, а также приемного и кантующего лотков, расположенных наклонно к горизонтальной плоскости, ориентированных во взаимно противоположных направлениях и размешенных с зазором между собой в зоне сопряжения, штамп снабжен противником, в основании под матрицей выполнен сквозной канал под сталкивающий элемент, расположенный перпендикулярно вертикальной оси матрицы, при этом указанное основание установлено с возможностью перемешения вдоль продольной оси прошивня, а в кантующем лотке выполнен продольный сквозной паз.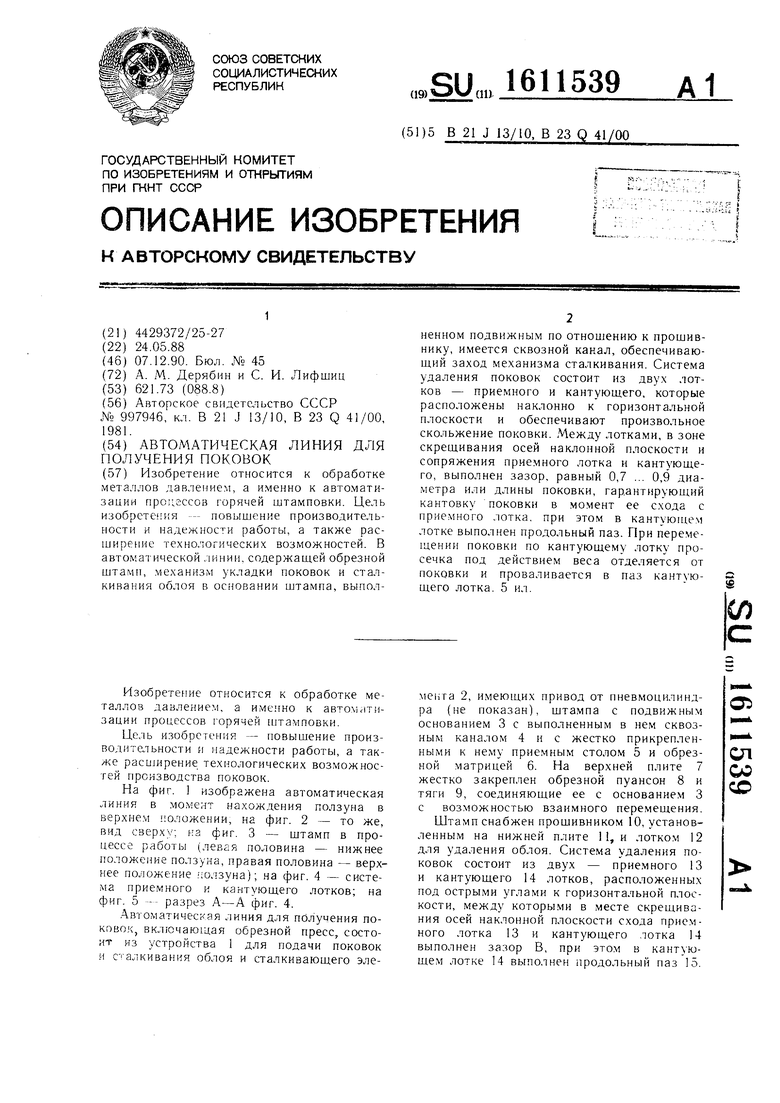

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021068C1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2025185C1 |
| Штамп для разделительных операций | 1984 |
|
SU1194555A1 |
| Комбинированный штамп | 1980 |
|
SU979007A1 |
| Штамп для обрезки облоя с поковок | 1985 |
|
SU1355343A1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| Обрезной штамп | 1986 |
|
SU1329879A1 |
| Штамп совмещенного действия | 1978 |
|
SU742022A1 |
| Обрезной штамп | 1983 |
|
SU1196085A1 |
Изобретение относится к обработке металлов давлением, а именно к автоматизации процессов горячей штамповки. Цель изобретения - повышение производительности и надежности работы, а также расширение технологических возможностей. В автоматической линии, содержащей обрезной штамп, механизм укладки поковок и сталкивания облоя в основании штампа, выполненном подвижным по отношению к прошивнику, имеется сквозной канал, обеспечивающий заход механизма сталкивания. Система удаления поковок состоит из двух лотков - приемного и кантующего, которые расположены наклонно к горизонтальной плоскости и обеспечивают произвольное скольжение поковки. Между лотками, в зоне скрещивания осей наклонной плоскости и сопряжения приемного лотка и кантующего, выполнен зазор, равный 0,7 ... 0,9 диаметра или длины поковки, гарантирующий кантовку поковки в момент ее схода с приемного лотка, при этом в кантующем лотке выполнен продольный паз. При перемещении поковки по кантующему лотку просечка под действием веса отделяется от поковки и проваливается в паз кантующего лотка. 5 ил.
Фие.
Фиг.З
/J
ФигЛ
/4
/7
/
A-A подернуто
Фиг. 5
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
