1 Изобретение относится к обработке металлов давлением, в частности к штампам для.обрезки облоя поковок после штамповки. Целью изобретения является повыше ние производительности штамповки путем автоматизации удаления из штам па поковки и облоя с одновременным их разделением. На фиг. 1 изображен штамп, общий вид; на фиг. 2 - нижняя часть штампа вид в плане. Штамп состоит из верхней плиты 1, на которой смонтирован жестко пуансон 2, а также нижней плиты 3 с уста новленной на ней матрицей 4, привода 5 ее Jlepeмeщeния в направлении, перпендикулярном оси давления в направ ляющих 6. Под нижней плоскостью матрицы 4 по обе стороны от оси давления в нижней плите 3 выполнена горизонтальная площадка 7, к которой примыкают с обеих сторон от оси давления в направлении перемещения матрицы скосы 8. На нижней плоскости матрицы 4 со смещением от оси давления в сторону, противоположную приводу 5, смонтирован жесткий элемент 9 сбрасьгоателя поковки, а на крон штейне 10, установленном неподвижно со стороны привода 5 на нижней плите 3, смонтирован дополнительный жесткий элемент 11 сбрасывателя облоя. Нижние торцы жестких элементов 9 и 11 установлены с зазором относительно соответственно плоскости горизонтальной площадки 7 и верхней плоскости матрицы 4, причем величина зазора должна быть меньше толщины облоя 12. 5J штамп работает следующим образом. Поковку с облоем (не показана) укладывают на обрезную матрицу и включают пресс. Верхняя плита 1 с пуансоном 2, жестко закрепленная на ползуне пресса (не показан), перемещается вниз, проталкивая поковку через отверстие матрицы 4, после чего поковка 13 попадает на горизонтапьную площадку 7 нижней плиты 3 штампа, а срезанный облой 12 остается на верхней плоскости матрицы. При обратном ходе ползуна пресса , матрица 4 с находящимся, на ней облоем посредством привода 5 (например, пневмоцилиндром) вьщвигается перпендикулярно оси давления из рабочей зоны штампа, при этом жесткий элемент 9, закрепленный на нижней плоскости матрицы 4, перемещаясь вместе с матрицей, сталкивает обрезанную поковку с горизонтальной площадки 7 на скос 8, расположенный справа от оси давления по которому поковка перемещается в тару для поковок, либо на транспортер (на чертеже не показаны). Одновременно под воздействием дополнительного жесткого элемента 11 происходит сброс облоя с верхней плоскости матрицы, который падает на горизон тальную площадку 7 нижней плиты 3. При возвращении матрицы 4 в исходкое положение жесткий элемент 9, перемещаясь вместе с матрицей, перемещает облой с горизонтальной пло.щадки на скос 8, расположенный слева от оси давления, по которому он пе- ремещается под действием собственного веса в тару или на транспортер.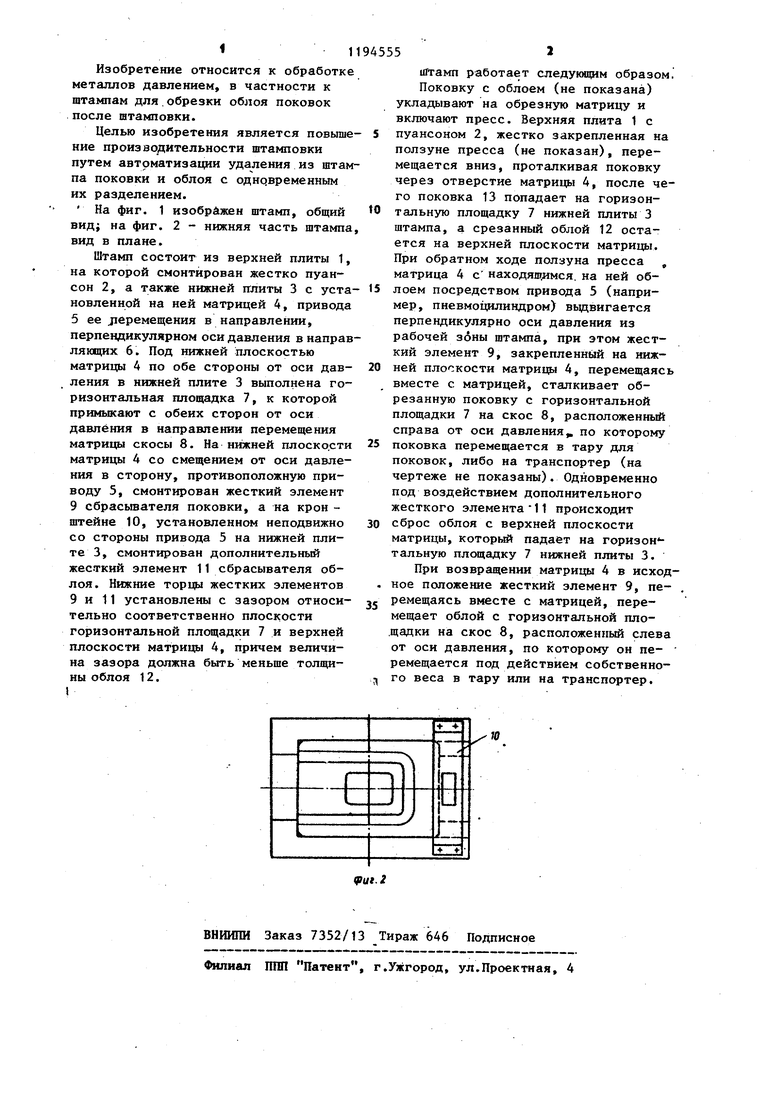
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Обрезной штамп | 1986 |
|
SU1329879A1 |
| Автоматическая линия для получения поковок | 1988 |
|
SU1611539A1 |
| Штамп для обрезки поковок | 1988 |
|
SU1641497A1 |
| Способ горячей обрезки облоя и штамп для его осуществления | 1980 |
|
SU904763A1 |
| Совмещенный штамп | 1979 |
|
SU804162A1 |
| Обрезной штамп | 1983 |
|
SU1196085A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2021069C1 |
| Способ получения поковок типа стержня с головкой и штамп для его осуществления | 1988 |
|
SU1678491A1 |
ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ, преимущественно для обрезки облоя поковок, содержащий верхнюю плиту с обрезным пуансоном и нижнюю плиту с установленной на ней с возможностью перемещения посредством привода в направлении, перпевдикулярном оси давления, матрицей, а также выпопненной в нижней части плиты горизонтальной площадкой для размещения обрезанной поковки, о тличающийся тем, что, с целью повьшения производительности штамповки путем автоматизации удаления из штампа поковки и о.блоя,. он снабжен сбрасывателем поковки, выполненным в виде жесткого элемента, смонтированного на нижней плоскости матрицы со смещением от оси давления в сторону, противоположную приводу, нижний торец которого расположен с зазором относительно плоскости горизонтальной площадки, а также сбрасывателем облоя, выполненным в виде дополнительного жесткого элемента, смонтированного на кронштейне, установленном неподвижно на нижней плите со стороны привода, при этом нижний торец сбрасывателя облоя рас«О положен с зазором относительно верхней плоскости матрицы, а у горизонтальной площадки по обе стороны от оси давления в направлении перемещения матрицы выполнены скосы для удаления поковки и облоя.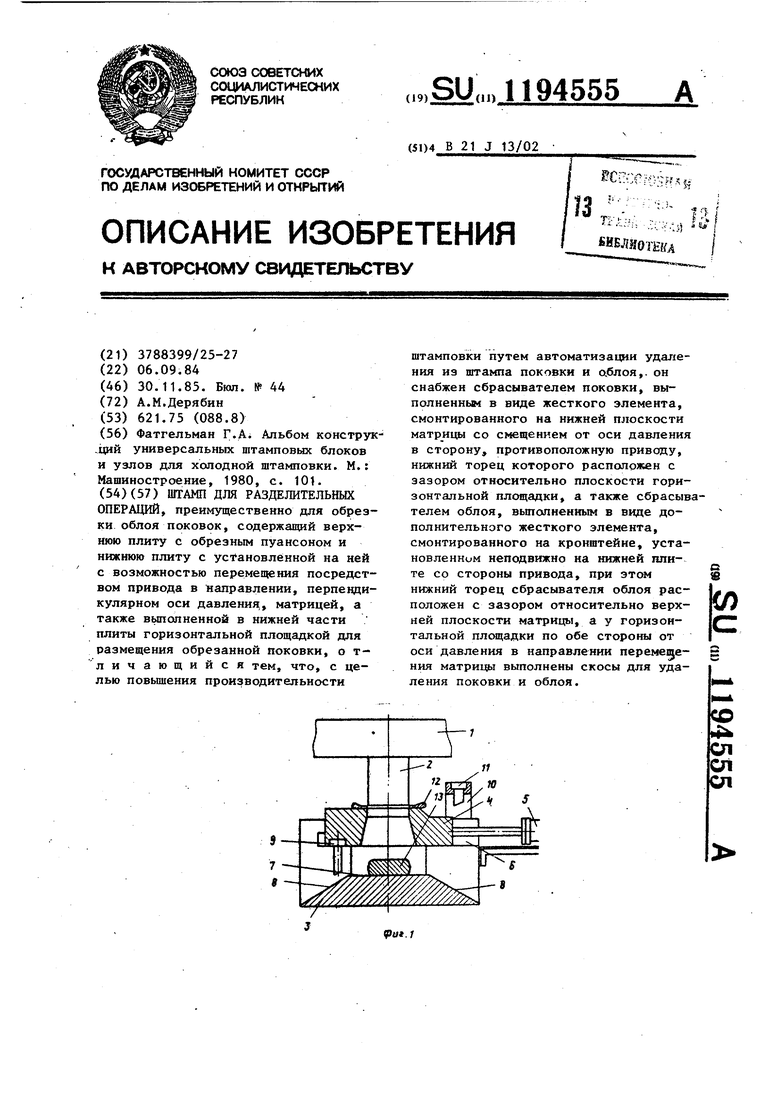
| Фатгельман Г.Д Альбом конструк,ций универсальных штамповых блоков и узлов для холодной штамповки | |||
| М.: Машиностроение, 1980, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
