оо
;О ГЧЭ
1ч: го
Изобретение относится к микроэлектронике, а именно к оборудованию для сборки полупроводниковых приборов и интегральных микросхем.
Целью изобретения является повыше- кие качества сварки путем надежного определения момента контактирования сварочного инструмента со свариваемым изделием.
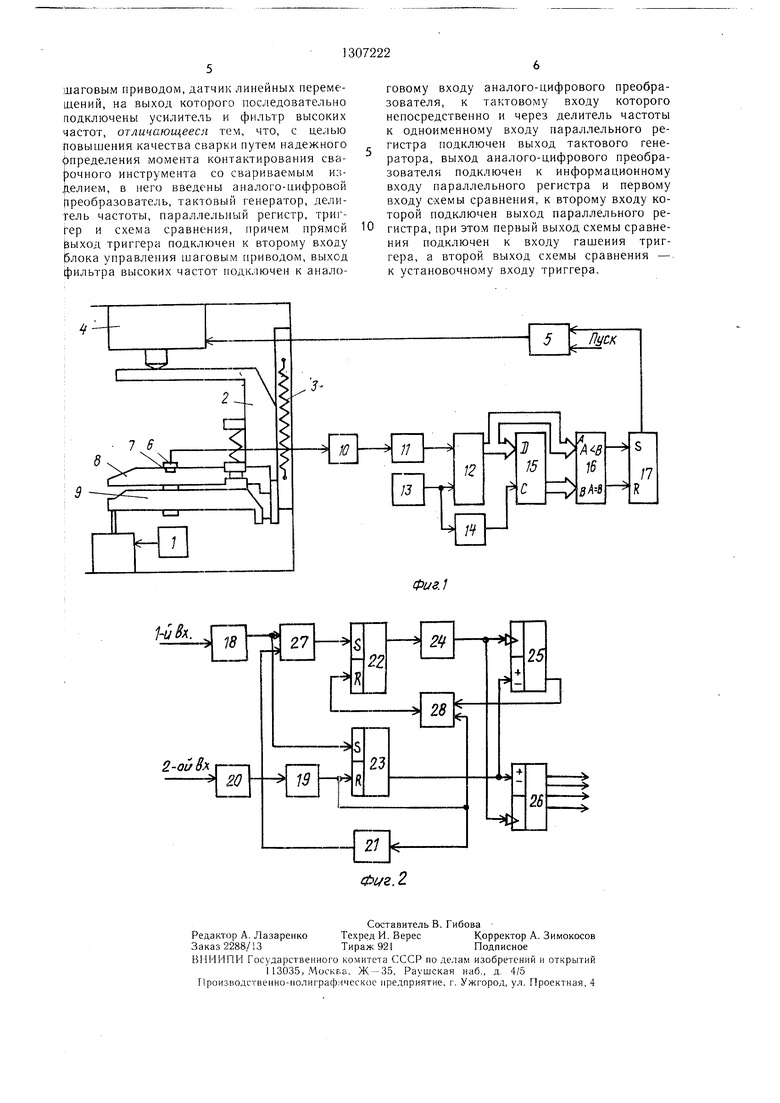
На фиг. 1 изображена структурная схема устройства; на фиг. 2 - структурная схема блока контроля.
Устройство для сварки давлением состоит из терморегулятора 1, сварочной головки 2, механизма 3 вертикальных перемещений сварочной головки с шаговым при- водом 4, блока 5 управления шаговым приводом, датчика линейных перемещений, состоящего из элемента Холла 6 и постоянного магнита 7. Элемент Холла 6. размещен на подпружиненном рычаге 8 сварочной головки 2, а постоянный магнит 7 - на корпусе 9 сварочной головки. Последовательно соединенные усилитель 10 и фильтр 11 высоких частот подключены к выходу элемента Холла 6. Устройство включает также аналого-цифровой преобразователь 12, тактовый генератор 13, делитель 4 частоть, параллельный регистр 15, схему 16 сравнения и RS-триггер 17, выходом подключенный к второму вхо.ау блока 5 управления, причем выход фильтра 11 высоких частот присоединен к аналоговому входу аналого- цифрового преобразователя 12, выход тактового генератора 13 - к тактовому входу этого преобразователя 12 и через делитель частоты 14 к тактовому входу параллельного регистра 15. Выход аналого-цифрового преобразователя 12 подключен к цифровым входам параллельного регистра 15 и входам первого числа схемы 16 сравнения, выходы параллельного регистра 15 - к входам второго числа схемы 16 сравнения. Выход равенства значения первого числа второму схемы 16 сравнения подключен к R-BXO- ду, а выход превыщения значения второго числа над первым - к S-входу RS-тригге- ра 17.
Блок 5 управления содержит (фиг. 2) два формирователя 18 и 19 отрицательного импульса, два элемента 20 и 21 задержки, два RS-триггера 22 и 23, управляемый генератор 24, реверсивный счетчик 25, коммутатор 26 фаз и два элемента ИЛИ 27 и 28. Первым входом блока 5 управления является вход формирователя 18 отрица- тельного импульса, а вторым - вход элемента 20 задержки. формирователя 18 подключен к параллельно соединенным S-входу триггера 23 и первому входу элемента ИЛИ 27, выход которого подключен к S-Бходу триггера 22, выход последнего подключен к управляющему входу генератора 24, выход которого подключен к второму входу коммутатора 26 фаз и второму счет
5
0
0 5
0
5
0
5
ному входу счетчика 25, выход переноса которого подключен к первому входу элемента ИЛИ 28, выход последнего подключен к R-входу триггера 22. Выход элемента 20 задержки подключен к входу формирователя 19, выход которого подключен к параллельно соединенным второму входу элемента ИЛИ 28, Ьходу элемента 21 задержки и к R-входу триггера 23, выход которого подключен к первым входам счетчика 25 и коммутатора 26 фаз, выход которого является выходом блока 5 управления. Вь1ход элемента 21 задержки подключен к второму входу элемента ИЛИ 27.
Устройство работает следующим образом.
После подачи пускового сигнала на вход блока 5 управления запускается шаговый привод 4, который взаимодействует с механизмом 3 вертикальных перемещений, и сварочная головка 2 начинает перемещение вниз в позицию сварки. При этом сигнал от элемента Холла 6, размещенного на подпружиненном рычаге 8 сварочной головки 2, поступает на вход усилителя 10 и через фильтр высоких частот 11, который обрезает низкочастотную составляющую сигнала с элемента Холла 6 на аналого- цифровой преобразователь 12. Последний преобразует аналоговый сигнал в цифровой двоичный код, который поступает на цифровой вход параллельного регистра 15 и вход первого числа схемы 16 сравнения. На вход второго числа приходит сигнал с выхода параллельного регистра 15, причем передача информации с входа параллельного регистра 15 на его выход про- исход-ит при подаче сигналов на его тактовый вход. Тактовые сигналы формируются с помощью генератора 13 тактовых импульсов и счетчика в делителе 14 частоты.
До касания сварочного инструмента со свариваемыми деталями сигнал от элемента Холла 6 не изменяется, поэтому на входах схемы 16 сравнения присутствуют одинаковые числа, а на выходе равенства чисел - сигнал, который держит RS-триггер 17 в состоянии, запрещающем через блок 5 управления остановку щагового привода 4.
Б момент касания сварочного инструмента со свариваемыми деталями подпружиненный рычаг 8, на котором размещен элемент Холла 6, перемещается вверх относительно постоянного магнита 7, размещенного на корпусе 9 сварочной головки 2, что приводит к уменьшению аналогового сигнала от элемента Холла 6. Одновременно изменяется сигнал с выхода аналого- цифрового преобразователя 12, при этом на выходе параллельного регистра 15 фиксируется информация, соответствующая числу, присутствующему на его входе в момент окончания тактового cHrnavia от делителя 14 частоты, которая не изменяется до
появления следующего тактового импульса на тактовом входе параллельного регистра 15. Таким образом, в момент касания сварочного инструмента со свариваемыми деталями число, присутствующее на первом входе схемы сравнения 16, становится меньше числа, присутствующего на ее втором входе. Схема 16 сравнения формирует на выходе превыщения второго числа над первым.сигнал, опрокидывающий RS-триггер 17, который через блок 5 управления останавливает щаговый привод 4. После этого блок 5 управления отрабатывает на шаговый привод 4 от 1 до 10 импульсов, под действием которых шаговый привод 4, перемещаясь вниз, создает сварочное усилие на свариваемые детали. Под действием сварочного усилия и разогрева зоны сварки до температуры 300-380°С, которая регулируется с помощью терморегулятора 1, свариваемые детали деформируются в течение времени 5-80 мс, которое задается с помощью блока 5 управления. После окончания образования сварного соединения сигналом с блока 5 управления шаговый привод 4 возвращает сварочную головку 2 в исходное состояние.
Частота генератора тактовых импульсов в случае использования в устройстве быстродействующего аналого-цифрового преобразователя 12 с параллельным кодированием составляет 20 мГц, а коэффициент деления счетчика делителя .частоты 1:2000, т.е. частота тактовых импульсов на тактовом входе параллельного регистра 15 составляет 10 кГц, что соответствует максимально возможной частоте нормальной работы шагового привода 4. Поэтому устройство гарантирует определение момента контактирования сварочного инструмента со свариваемыми деталями за один шаг перемещения шагового привода 4.
На первый вход блока 5 управления поступает сигнал пуска, который через формирователь 18 устанавливает на выходе триггера 23, - а через элемент ИЛИ 27 на выходе триггера 22 состояние сигнала логической «1. Этот сигнал с выхода триггера 22 поступает на управляющий вход генератора 24, который начинает генерировать импульсы для работы коммутатора 26 фаз и счетчика 25 импульсов. Коммутатор 26 фаз может коммутировать свои выходы в последовательности 1-2-3-4-I... либо в последовательности 4-3-2-1-4..., в зависимости от состояния на первом входе коммутатора 26 фаз. В данном случае на первом входе коммутатора 26 фаз будет состояние сигнала логической «1, поступающего с выхода триггера 23,и коммутатор фаз 26 коммутирует свои выходы в последовательности 1-2-3-4-1... Механизм 3 вертикальных перемещений перемещается в позицию сварки. Этот же сигнал логической «1 поступает на первый вход счетчика 25
и устанавливает его в режим суммирования. Поэтому с приходом каждого импульса с генератора 24 на счетный вход счетчика 25 код состояния счетчика 25 увеличивается на единицу.
При поступлении сигнала на второй вход блока 5 управления (касание-сварочного инструмента со свариваемыми дета0
лями) он задерживается элементом 20 за0
держки на время, необходимое для отработки шаговым приводом 4 от 1 до 10 шагов, для создания сварочной нагрузки на подпружиненном рычаге 8. Запускается формирователь 19, который вырабатывает отри5 цательный импульс, устанавливая на выходе триггера 23 сигнал логического «О, который поступает на первые входы счетчика 25 и коммутатора 26 фаз. Этот же отрицательный импульс поступает через элемент ИЛИ 28 на R-вход триггера 22 и устанавливает на его выходе сигнал логического «О, который останавливает работу генератора 24 и, соответственно, счетчика 25 и коммутатора 26 фаз. Этот же отрицательный импульс, задержавшись на время
5 сварки 5-80 мс, определяемое элементом 21 задержки, через второй вход элемента ИЛИ 27 поступает на S-вход триггера 22 и устанавливает на его выходе сигнал логической «1. Этот сигнал поступает на управляющий вход генератора 24, который во0 зобновляет свою работу и соответственно возобновляют свою работу счетчик 25 и коммутатор 26 фаз, причем теперь коммутатор 26 фаз коммутирует свои выходы в последовательности 4-3-2-1-4..., (сварочная головка 2 идет вверх), а счетчик 25
5 работает в режиме вычитания и с приходом каждого импульса на счетный вход счетчика 25 код состояния счетчика 25 уменьшается до нуля., после чего на выходе переноса счетчика 25 появляется отрицаQ тельный импульс, который через первый вход элемента ИЛИ 28 поступает на R-вход триггера 22 и устанавливает на его выходе сигнал логического «О, тем самым остановив работу генератора 24 и соответственно счетчика 25 и коммутатора 26 фаз (сва5 речная головка 2 в исходном состоянии). Таким образом, предлагаемое устройство отличается простотой конструкции и не содержит регулировочных элементов для установки в рабочее состояние, что приводит, к повышению точности и надежно0 сти определения момента контактирования сварочного инструмента со свариваемыми деталями.
Формула изобретения
Устройство для сварки давлением, содержащее сварочную головку, механизм вертикальных перемещений сварочной головки с шаговым приводом, блок управления
шаговым приводом, датчик линейных перемещений, на выход которого последовательно подключены усилитель и фильтр высоких частот, отличающееся тем, что, с целью повышения качества СЕ}арки путем надежного Определения момента контактирования сва- Ьочного инструмента со свариваемым из- Целием, в него введены аналого-цифровой |1реобразовате;1ь, тактовый генератор, делитель частоты, параллельный регистр, триггер и схема сравнения, причем прямой Выход триггера подключен к второму входу блока управления шаговым приводом, выход фильтра высоких частот подключен к анало
говому входу аналого-цифрового преобразователя, к тактовому входу которого непосредственно и через делитель частоты к одноименному входу параллельного регистра подключен выход тактового генератора, выход аналого-цифрового преобразователя подключен к информационному входу параллельного регистра и первому входу схемы сравнения, к второму входу которой подключен выход параллельного регистра, при этом первый выход схемы сравнения подключен к входу гашения триггера, а второй выход схемы сравнения -. к установочному входу триггера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки давлением | 1987 |
|
SU1459864A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Установка для присоединения проволочных выводов | 1988 |
|
SU1549698A1 |
| Устройство для сварки давлением | 1988 |
|
SU1611646A1 |
| Устройство для контроля обрыва сварных соединений | 1986 |
|
SU1335939A1 |
| Установка для ультразвуковой сварки | 1987 |
|
SU1447613A1 |
| Устройство для сварки давлением | 1988 |
|
SU1532244A1 |
| Устройство для сварки | 1985 |
|
SU1313614A1 |
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
| Устройство для сварки давлением | 1985 |
|
SU1234110A1 |
Изобретение относится к оборудованию для сборки полупроводниковых приборов и интегральных микросхем. Цель - повышение качества сварных соединений за счет надежности определения момента контактирования сварочного инструмента со свариваемыми деталями. Устройство содержит сварочную головку, перемещаемую шаговым приводом механизма вертикальных перемепхений. Блок управления сварочной головкой подключен к выходу схемы, обес- печиваюш.ей достижение результата и со- держаш,ей датчик линейных перемещений, а также усилитель, фильтр высоких частот, АЦП, тактовый генератор, делитель частоты, параллельный регистр, схему сравнения и триггер. Для определения момента контактирования сварочного инструмента со свариваемыми деталями используется сигнал датчика линейных перемещений, который преобразуется в АЦП и затем периодически поступает на схему сравнения, где сравнивается с текущим значением сигналов с выхода АЦП. В момент контактирования сварочного инструмента с деталью появляется сигнал на одном из выходов схемы сравнения. Это приводит к остановке сварочной головки для проведения сварки, а затем к возвращению ее с помощью блока управления в исходную позицию. 2 ил. (О (Л
| Машина для контактной стыковой сварки | 1977 |
|
SU624742A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Муфта | 1979 |
|
SU889935A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
