Изобретение относится к области поверхностного упрочнения с применением поверхностной деформации и лазерной обработки деталей, работающих в условиях изнашивания при высоких нагрузках и знакопеременном движении.
Цель изобретения - повышение износостойкости.
Обработка поверхности деформирующим элементом приводит к формированию сжимающих напряжений. При последующей лазерной обработке без перекрытия последующих лазерных дорожек, т.е. с некоторым шагом, формируется поверхность с чередованием упрочненных и неупрочненных зон при сохранении во всех зонах сжимающих напряжений большей или меньшей величины. При этом стойкость упрочненного слоя повышается за счет увеличения напряжения II рода. Угол между направлением траекторий обработки деформирующим элементом и лазерными дорожками существенно влияет на уровень упрочнения. Обработка при скрещивании траекторий лазерной и деформационных воздействий способствует выравниванию полей напря жений.
Поверхностному упрочнению подвергают цилиндрические образцы из Ст. 45 диаметром 50 мм, длиной 40 мм, с центральным отверстием диаметром 16 мм. Накатку цилиндрической поверхности проводят закаленным роликом из стали ШХ-15 шириной 3 мм при нагрузке 200 кг. Лазерную обработку проводят на технологической лазерной установке на базе лазера непрерывного действия мощностью 800 Вт. Диаметр лазерного пятна составляет 3 мм, скорость
О.
о J VJ
перемещения луча по поверхности оЬраз- цов 900 мм/ммн. Угол между напразленмем обкатки роликом и траекторией луча лазера изменяют за счет изменения наклона аинто-- вой линии дорожек лазерной обработки.
Испытания на мзиосостойкость провс- дят на машине трения на базе установки СМЦ-2.
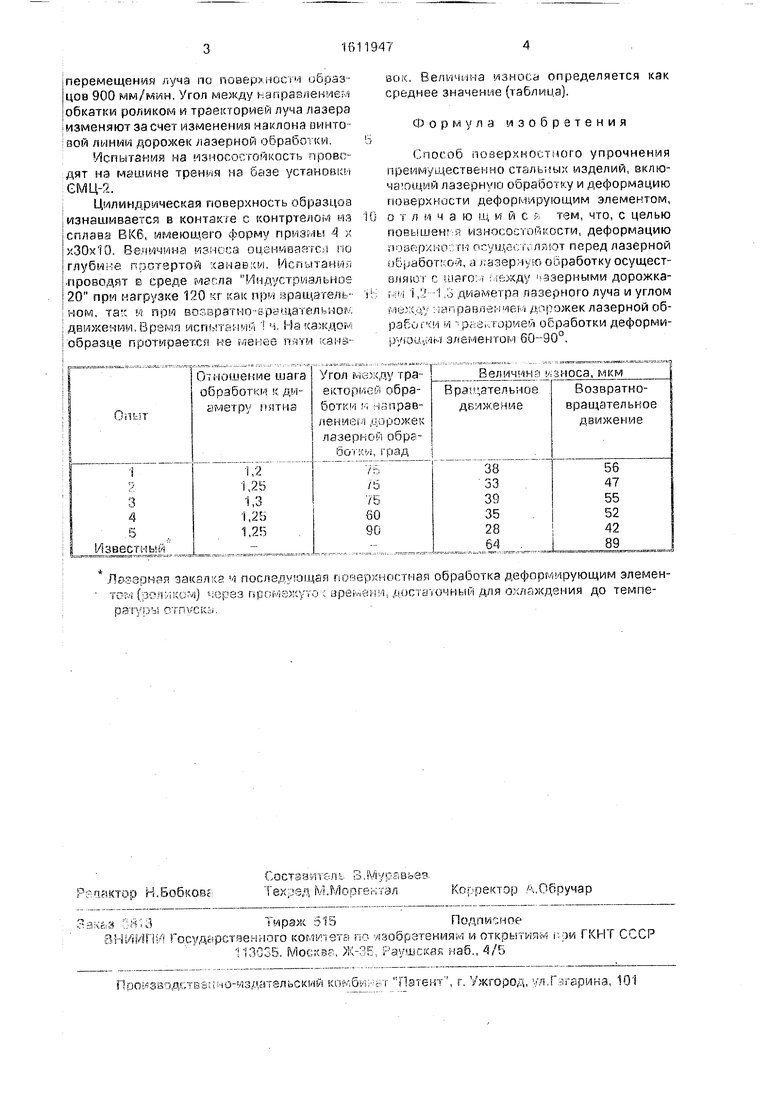
Цилиндрическая поверхность образцов изнашивается в контакте с контртелом из сплава В Кб, имеющего форму 4 х хЗОхЮ, Величина износа оцеимваатся по глубине протертой ханавхм. ИспытанЕ Н; проводят в среде масла Индустриальное 20 прм нагрузке 120 кг как при зрэщэтель- ном, та; м при возвратно-вращательно л движенмм. Время исп1 тан /1й ч, На каждогк образце протмрается не менее пяти ка - 3вок, Величина износа определяется как среднее значение (таблица).
Формула изобретения
Способ позерхностиого упрочнения преимущественно стальных изделий, включающий лазерную обработку и деформацию поверхности деформирующим элементом, о т л и ч а ю щ и и с я тем, что, с целью повышен :й износостойкости, деформацию rinBepxi-iovrrt- i псу1ДгЭСТ.- Ляют перед лазерной о5работ со;:, а .г/ззерную обработку осущест- с uaro:-i ьэзерными дорожка- 1,2-1,3 диаметра лазерного луча и углом ме.;лйу иаправлем чем дорожек лазерной об- ра6иг :м и -фЁекТорией обработки деформи- pyiOu..{ 3M з;шнентор«1 60-90°.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ | 2008 |
|
RU2375465C1 |
| СПОСОБ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ | 2008 |
|
RU2357228C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ | 2008 |
|
RU2357230C1 |
| СПОСОБ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ С ИСПОЛЬЗОВАНИЕМ ИМПУЛЬСНОЙ НАГРУЗКИ | 2013 |
|
RU2540262C2 |
| УСТРОЙСТВО С ИМПУЛЬСНОЙ НАГРУЗКОЙ ДЛЯ ИСПЫТАНИЙ НА КОНТАКТНУЮ ВЫНОСЛИВОСТЬ | 2012 |
|
RU2522781C2 |
| Способ комбинированного упрочнения деталей | 1984 |
|
SU1234170A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Способ упрощения режущего инструмента | 1990 |
|
SU1747508A1 |
| Способ лазерной обработки поверхности стальных изделий | 2021 |
|
RU2777793C1 |
| Способ упрочнения деталей поверхностным пластическим деформированием | 1979 |
|
SU856772A1 |
Изобретение относится к поверхностному упрочнению с применением поверхностной деформации и лазерной обработки деталей и может быть использовано для упрочнения деталей, работающих в условиях изнашивания при высоких нагрузках и знакопеременном движении. Цель изобретения - повышение износостойкости. Цилиндрические образцы из стали 45 с центральным отверстием подвергают поверхностной обработке накаткой закаленными роликами шириной 3 мм. Лазерную отработку проводят на установке непрерывного действия мощностью 800 Вт. Диаметр лазерного пятна равен 3 мм, скорость перемещения луча по поверхности составляет 900 мм/мин. Угол между направлением обкатки роликом и лазерной дорожкой изменяют в диапазоне 60-90°, ширина между лазерными дорожками 1,2-1,3 диаметра лазерного луча. Величина износа при вращательном и возвратно-вращательном движениях уменьшается в 1,5-2 раза по сравнению с известным способом. 1 табл.
) закалка ч последу ощая позер);ностная обработка деформирующим элемен- {золмко О через гфомэ с то ; , достаточнь й для охлаждения до темпе- рагу оы O rn CKi-i.
| Способ упрочнения деталей | 1976 |
|
SU610873A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство СССР N; 1515710, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
