1
Изобретение относится к способам поверхностного упрочнения и может быть использовано для поверхностного упрочнения деталей машин.
Цель изобретения - повышение ка- чества путем выравнивания твердости п толщине упрочненного слоя.
Цель достигается тем, что после закалки лучом лазера осуществляют поверхностное пластическое деформиро- вание (ППД) На глубину Ьд (1,2- 1,4)h глубины слоя, упрочненного лучом лазера, так как известно, что на границе упрочненного лучом лазера слоя с исходной структурой имеется резкое снижение твердости. Кроме того, при сверхскоростном охлаждении в процессе лазерной закалки пов ерх- ностный слой начинает быстро сокращаться S объеме и резко охлаждается зона, прилегающая к нагретому металлу. Ее сокращению препятствует ненагретый металл и лежащие вьше слои с более высокой температурой. По эти причинам на границе закаленного слоя возникают внутренние напряжения растяжения. Такие же напряжения в ряде случаев при лазерной закалке возникают в крайнем приповерхностном слое. Отрицательное влияние растягивающих напряжений и резкого снижения микро- твердости 13 переходной зоне на циклическую прочность и износостойкость может быть устранено лишь в том случае, когда глубина при ППД превышает толщину упрочненного слоя и разупроч ненной лазером зрны, т.е. при h 1,2 - 1,4h. При этом значительно
Исследуемые параметры
Глубина упрочнения О i h I 1,2 .h I 1,4 h - j 1,6 h
Приращениетвердостина глубинеhg , МПа
Приращениетвердости на поверхности, МПа
О 1300-1500 1400-1800 1500-1850 1500-1850
350-400
450-800
500-800
300-400
s
повьш1ается твердость в разупрочнен- ной зоне и создаются благоприятные сжимающие напряжения как в приповерхностном слое, так и на границе с ис- хЬдной структурой.
При h 1,2 h пластически деформированная зона не охватьшает полностью слой, закаленньш лучом лазера и разупроченной зоны, и ряд недостатков, присущих прототипу, ликвидируется Только частично.
При hj 1,4 h практически не наб0
5
людается дальнейшего повьш1ения механических характеристик материала и, кроме того, может иметь место нежелательное явление перенаклепа.
Для обоснования оптимальных режимов комбинированного упрочнения определяют стандартные механические характеристики: твердость, предел текучести, временное сопротивление, огра- ниченньй предел контактной выносливости, износостойкость, а также рассеяние энергии деформаций, характеризующие динамическую напряженность материала. Указанные характеристики определяют на стандартных образцах. Образцы обрабатывают лучом лазера с последующим пластическим деформи- 0 рованием на различную глубину h
(см. табл. 1), а также при испытани- ях образцов-роликов на машине трения СЩ-2. Усилие обкатки варьируется в пределах 2400...3200 Н.
Результаты обкатки образцов лучом i лазера с последующим пластическим деформированием на различную глубину hg приведены в: табл. 1.
. Таблица 1
5
450-800
500-800
300-400
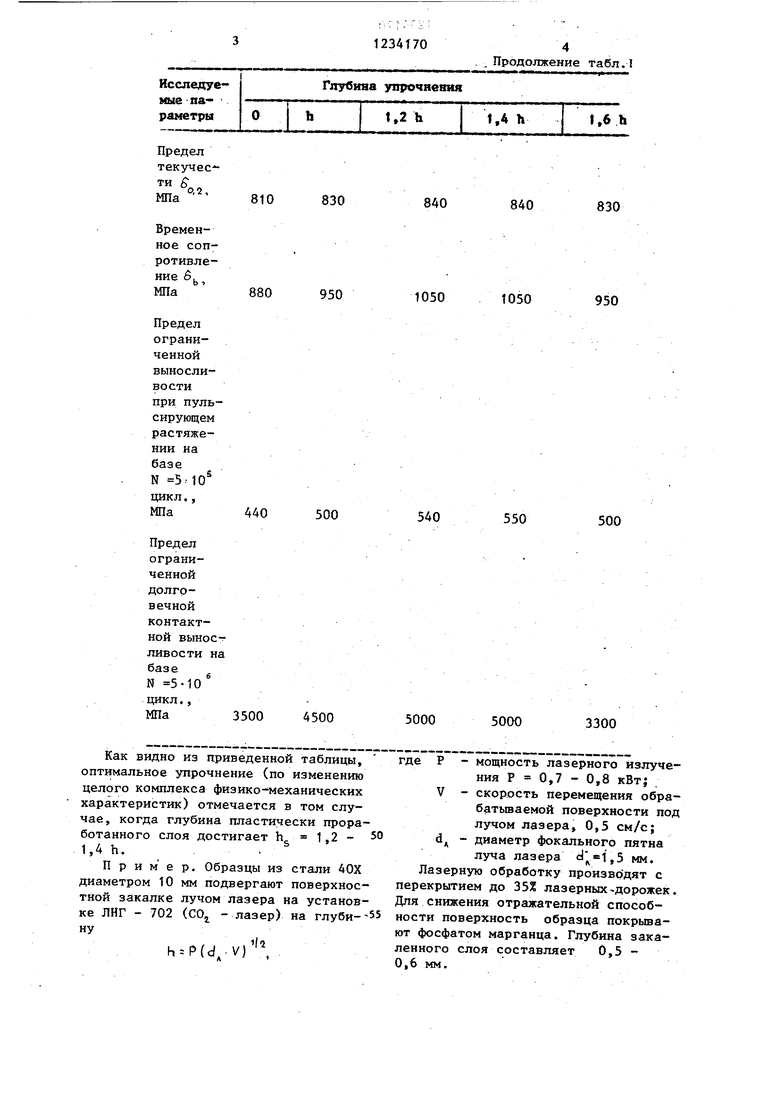
810
830
880
950
а
440
500
3500
4500
Как видно из приведенной таблицы, оптимальное упрочнение (по изменению целого комплекса физико-механических характеристик) отмечается в том случае, когда глубина пластически проработанного слоя достигает h 1,2 - 50 1,4 h.
Пример. Образцы из стали 40Х диаметром 10 мм подвергают поверхностной закалке лучом лазера на установке ЛИГ - 702 (COj - лазер) на глуби--55 ну
(d.v)
. Продолжение та6л.1
840
840
830
1050
1050
950
540
550
500
5000
5000
3300
где Р - мощность лазерного излучения Р 0,7 - 0,8 кВт; V - скорость перемещения обра- батьшаемой поверхности под лучом лазера, 0,5 см/с; d - диаметр фокального пятна
луча лазера ,5 мм. Лазерную обработку произвр дят с перекрытием до 35% лазерных-дорожек. Для снижения отражательной способности поверхность образца покрывают фосфатом марганца. Глубина закаленного слоя составляет 0,5 - 0,6 мм.
Последующую пластическую деформацию проводят в специальном трехроли- ковом приспособлении с различными усилиями обкатки, величина которых рассчитывается по формуле
ТТ-НД I Ч j РО,.О
. ....... ... Ml .1II.. - I- rt/- /4r /V СЛА
.o
50 A
0,10
НД 15
20
А I/Dp +
Г - профильный радиус ролика; 0,45НД - 1224 - условная критическая нагрузка; пластическая твердость материала, определяемая по ГОСТ 18835-73, МПа; - интенсивность пластической деформации, которая является кумулятивным параметром выбора режима обкатывания ;
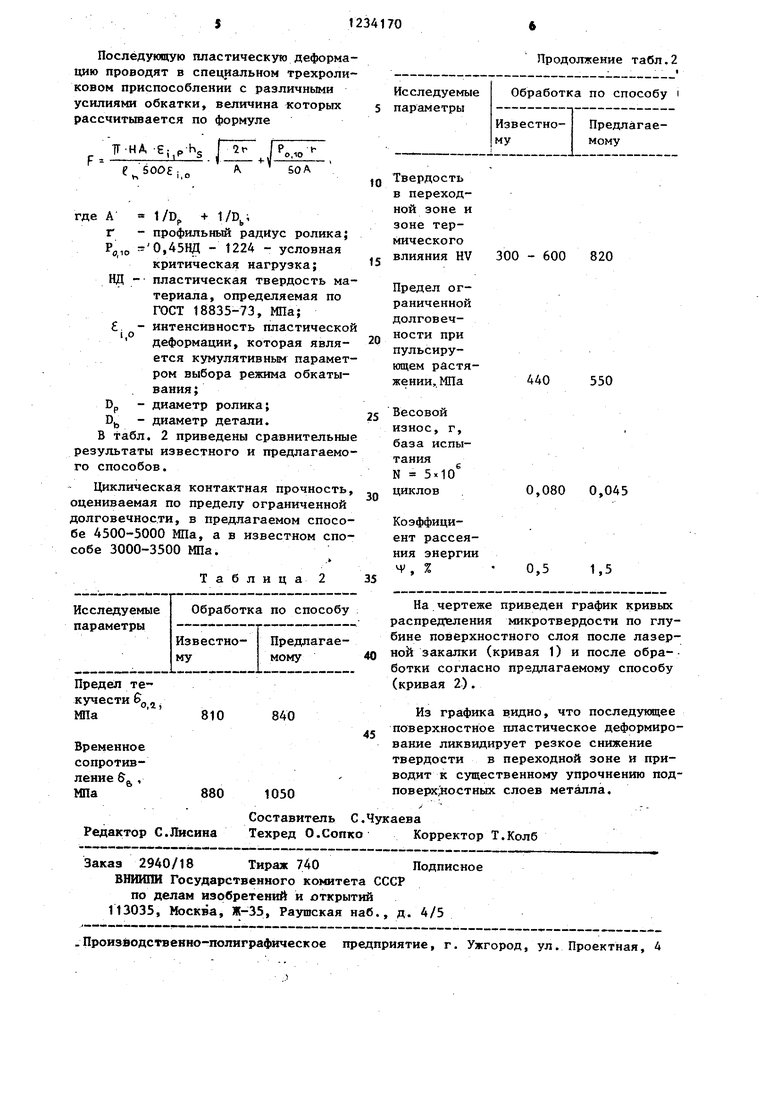
Dp - диаметр ролика; D - диаметр детали. В табл. 2 приведены сравнительные ультаты известного и предлагаемоспособов.
Циклическая контактная прочность, ниваемая по пределу ограниченной говечности, в предлагаемом спосо4500-5000 МПа, а в известном спое 3000-3500 МПа.
Таблица235
25
30
810
840
880
1050
Редактор С.Лисина
Составитель С.Чукаева
Техред О.Сопке Корректор Т.Колб
Заказ 2940/18 Тираж 740 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Исследуемые параметры
Продолжение табл.2 I
Обработка по способу i
Известному
Предлагаемому
0
5
0
5
5
0
Твердость в переходной зоне и зоне термическоговлияния HV
Предел ограниченнойдолговечности при пульсирующем растяжении, МПа
Весовой износ, г, база испытанияN 5x10 циклов
Коэффициент рассеяния энергии
Ч . %
300 - 600 820
440
550
0,080 0,045
0,5
1,5
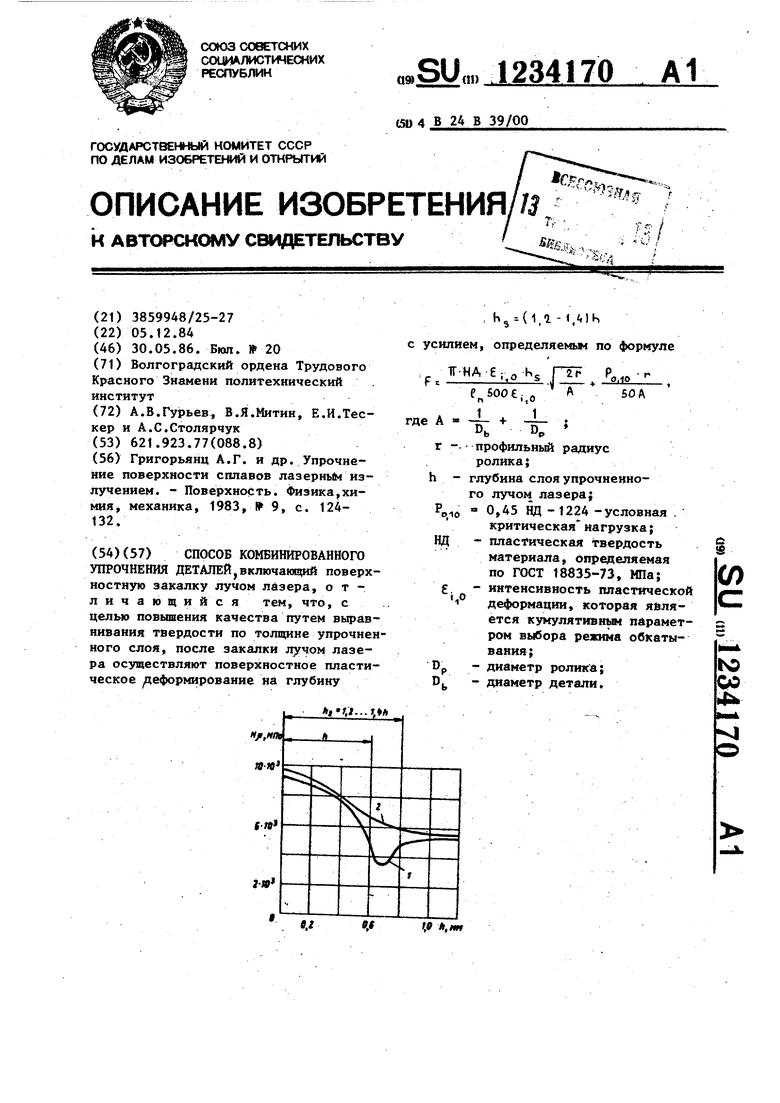
На чертеже приведен график кривых распределения микротвердости по глубине поверхностного слоя после лазерной закалки (кривая 1) и после обра- ботки согласно предлагаемому способу (кривая 2).
Из графика видно, что последующее поверхностное пластическое деформирование ликвидирует резкое снижение твердости в переходной зоне и приводит к существенному упрочнению под- поверх;ностных слоев металла.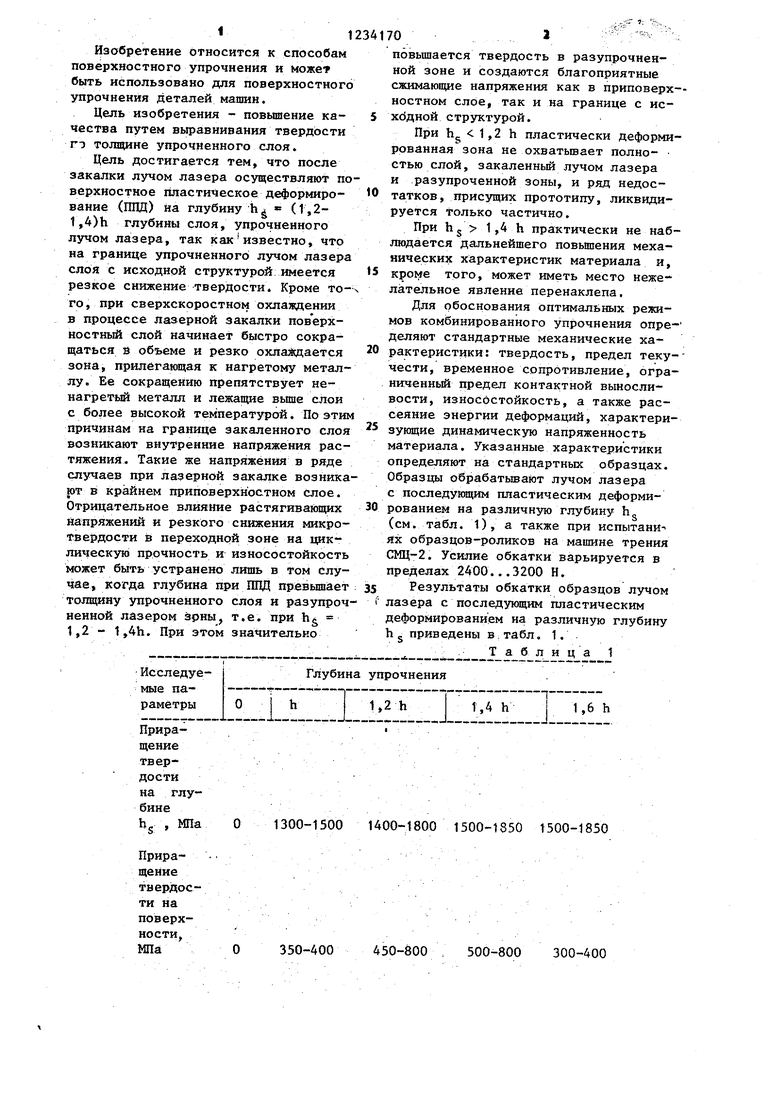
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
| Способ поверхностного упрочнения | 1988 |
|
SU1611947A1 |
| Способ упрочнения тонкостенных металлических изделий | 1989 |
|
SU1721100A1 |
| Способ роботизированного лазерного упрочнения изделий из штамповой стали | 2023 |
|
RU2820138C1 |
| Способ упрочнения деталей | 1976 |
|
SU610873A1 |
| Способ термической обработки деталей высокой точности | 1981 |
|
SU1014925A1 |
| Способ комплексного поверхностного упрочнения деталей | 1989 |
|
SU1779694A1 |
| Способ комбинированного упрочнения деталей | 1980 |
|
SU933747A1 |
| Способ упрочнения деталей поверхностным пластическим деформированием | 1979 |
|
SU856772A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТИ МЕТАЛЛОВ И ИХ СПЛАВОВ (ВАРИАНТЫ) | 2010 |
|
RU2445378C2 |
| Григорьянц А.Г | |||
| и др | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| - Поверхность | |||
| Физика,химия, механика, 1983, № 9, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
