Изобретение относится к клепально- сборочным работам.
Цель изобретения - повышение качества при клепке стержневыми заклепками.
Указанная цель обеспечивается созданием равномерного натяга по всей толщине пакета.
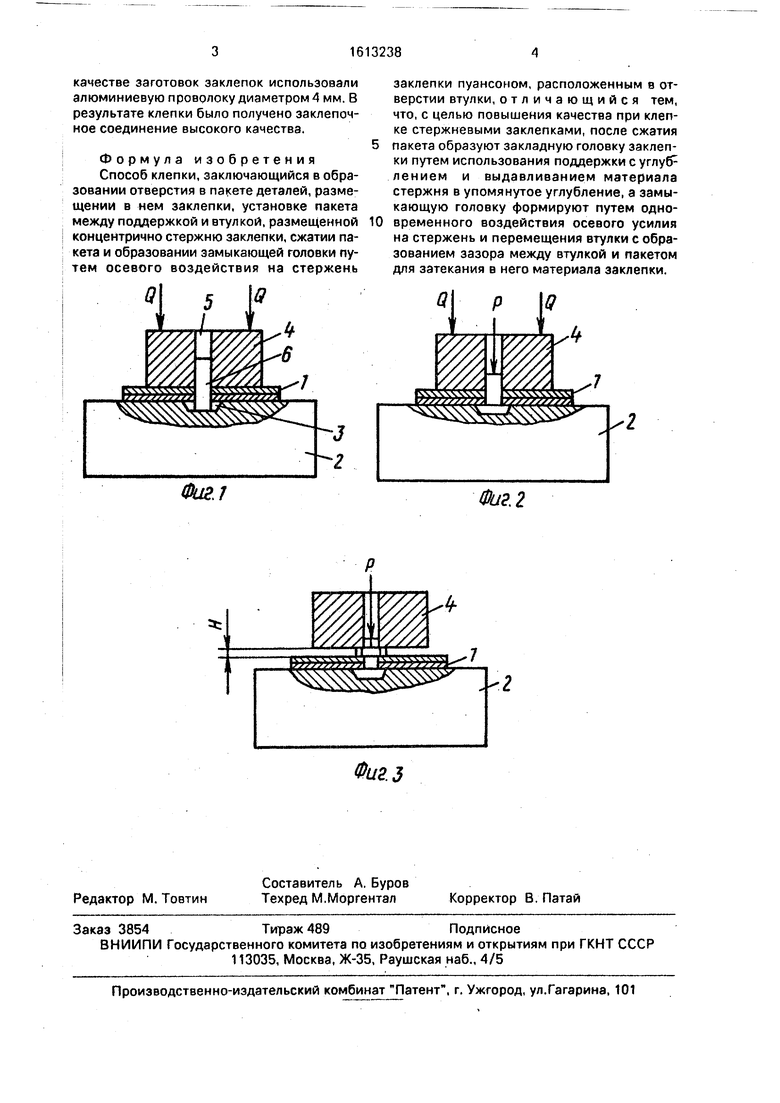
На фиг. 1 показано исходное положение деталей пакета и технологической оснастки перед клепкой; на фиг. 2 - этап образования первой головки заклепочного соединения; на фиг. 3 - этап окончательного образования заклепочного соединения.
Способ клепки заключается в следующем.
Детали пакета 1 с предварительно образованным отверстием устанавливают на поддержку 2 с углублением 3 под головку заклепки. После этого детали пакета сжимают усилием Q посредством втулки 4, установленной соосно отверстию деталей,
пакета и углублению 3. Диаметр отверстия 5 во втулке выполняют равным диаметру стержневой заклепки 6. Последнюю устанавливают в отверстие деталей пакета либо через отверстие втулки 4, лиСо непосредственно в отверстие пакета перед его сжатием. После этого в отверстие втулки вводят пуансон (не показан) и посредством последнего к торцч заклепки прикладывают осевое усилие Р. Заклепочное соединение образуют в два этапа. На первом образуют закладную головку заклепки путем выдавливания материала стержня заклепки в углубление 3 поздержки. На втором этапе осуществляют перемещение втулки 4 в направлении, встречном действующей силе Р с образованием зазора Н между втулкой и пакетом, и замыкающую головку соединения.
Пример выполнения способа.
Способ был опробован при соединении листовых элементов толщиной 0,5-1 мм. В
00
качестве заготовок заклепок использовали алюминиевую проволоку диаметром 4 мм. В результате клепки было получено заклепочное соединение высокого качества.
Формула изобретения Способ клепки, заключающийся в образовании отверстия в пакете деталей, размещении в нем заклепки, установке пакета между поддержкой и втулкой, размещенной концентрично стержню заклепки, сжатии пакета и образовании замыкающей головки путем осевого воздействия на стержень
заклепки пуансоном, расположенным в отверстии втулки, отличающийся тем, что, с целью повышения качества при клепке стержневыми заклепками, после сжатия пакета образуют закладную головку заклепки путем использования поддержки с углуб лением и выдавливанием материала стержня в упомянутое углубление, а замыкающую головку формируют путем одновременного воздействия осевого усилия на стержень и перемещения втулки с образованием зазора между втулкой и пакетом для затекания в него материала заклепки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1991 |
|
RU2007250C1 |
| Способ клепки | 1985 |
|
SU1359051A1 |
| Способ клепки | 1990 |
|
SU1696081A1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2074046C1 |
| Способ клепки деталей из волокнистых композиционных материалов | 1986 |
|
SU1409401A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ КЛЕПКИ | 1997 |
|
RU2116156C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 1992 |
|
RU2006334C1 |
Изобретение относится к клепально-сборочным работам, в частности к способам клепки. Цель изобретения - повышение качества при клепке стержневыми заклепками. Детали 1 с предварительно образованным отверстием устанавливают на поддержку 2 с углублением 3 под головку заклепки. После этого детали пакета снимают посредством втулки 4. Стержневую заклепку 6 устанавливают в отверстие деталей через отверстие втулки 4. После этого к торцу заклепки прикладывают осевое усилие. Заклепочное соединение образуют в два этапа. На первом этапе образуют закладную головку заклепки путем выдавливания материала стержня в углубление 3, на втором осуществляют перемещение втулки в направлении, встречном осевому усилию, с образованием зазора и вытеснением в него материала заклепки, что позволяет образовать замыкающую головку. 3 ил.
Фигл
Фиг. 2
.г
| Способ образования заклепочного соединения | 1983 |
|
SU1207615A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
