Изобретение относится к литейному производству, а именно к изготовлению пустотелых выплавляемых моделей для получения крупногабаритных отливок.
Цель изобретения - повышение точности моделей.
Сущность изобретения заключается в том, что после заполнения рабочей полости пресс-формы расплавом композиции, выдержки до образования по контуру полости затвердевшего слоя толщиной 5-7 мм удаление незастывшей композиции из полости пресс-формы осуществляют посредством вакуума, величина которого составляет 1- 10% предела прочности модельной композиции на изгиб.
Пример
При изготовлении пустотелой выплавляемой модели для отливки корпус габаритами 345 X 254 X 152 мм из сплава А1-4.
В пресс-форму вставляли водорастворимый стержень на основе полиэтилен- гликоля, затем заполняли полость пресс-формы
модельной композицией МВС-ЗА с температурой 56-57°С, выдерживали 15-20 мин до образования по контуру модели затвердевшего слоя толщиной 5-7 мм удаляли незатвердевшую часть композиции из полости пресс-формы, создав в ней разряжение 0,7-0,8 атм посредством вакуум-насоса 2НВР-5ДМ, Прочность модельной композиции 7,0 МПа.
В полость пресс-формы запрессовывали модельную композицию на основе поли- этиленгликоля при 49-51°С, выдерживали 10-15 мин до образования по контуру стержня затвердевшего слоя толщиной 5-7 мм, а незатвердевшую часть композиции удаляли из полости пресс-формы, создав в ней разряжение 0,5-0,6 атм посредством того же насоса 2НВР-5ДМ. Прочность модель- нйй композиции 5,0 МПа.
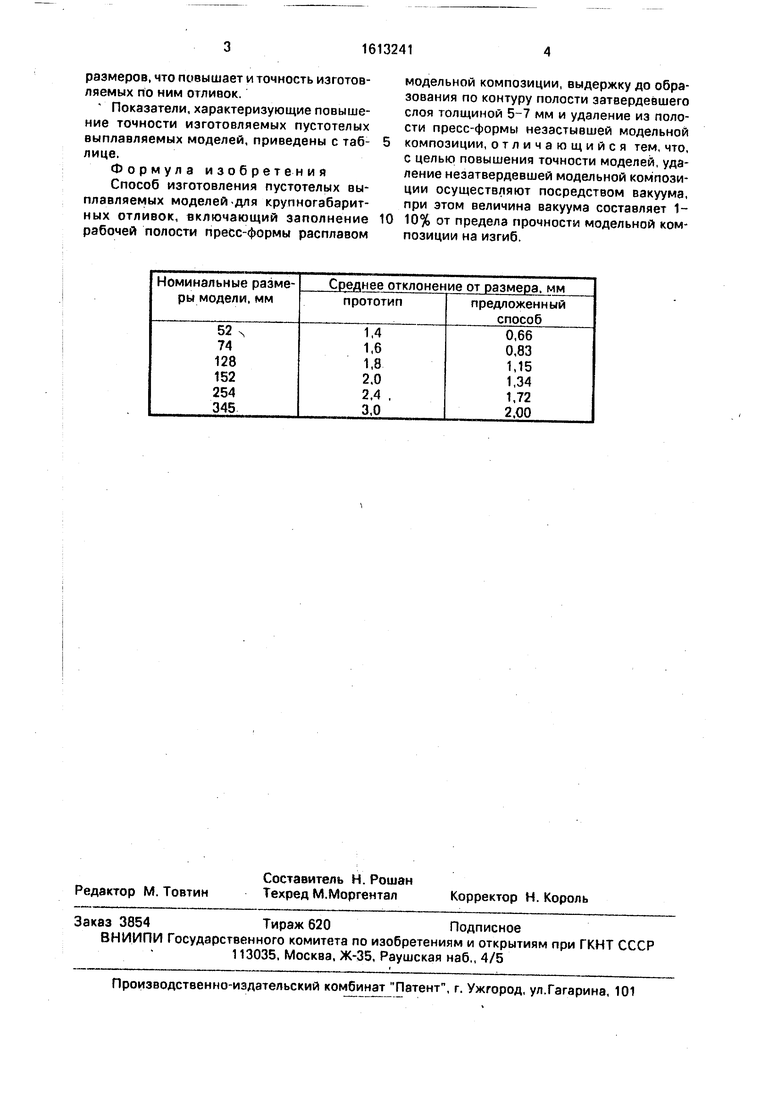
Предложенный способ изготовления пустотелых выплавляемых моделей позволяет повысить их прочность в 1,5-2.0 раза за счет получения равномерной толщины стенрк моделей и уменьшения разброса их
LO
С
cS
размеров, что повышает и точность изготовляемых по ним отливок.
Показатели, характеризующие повышение точности изготовляемых пустотелых выплавляемых моделей, приведены с таблице.
Формула изобретения Способ изготовления пустотелых выплавляемых моделей-для крупногабаритных отливок, включающий заполнение рабочей полости пресс-формы расплавом
модельной композиции, выдержку до образования по контуру полости затвердевшего слоя толщиной 5-7 мм и удаление из полости пресс-формы незастывшей модельной
композиции, отличающийся тем, что, с целью повышения точности моделей, удаление незатвердевшей модельной композиции осуществляют посредством вакуума, при этом величина вакуума составляет 110% от предела прочности модельной композиции на изгиб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пустотелой выплавляемой модели | 2023 |
|
RU2799189C1 |
| Центробежное устройство для изготовления пустотелой выплавляемой модели | 2023 |
|
RU2799190C1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2218233C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2193467C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2001 |
|
RU2190499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2001 |
|
RU2185923C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УДАЛЯЕМЫХ МОДЕЛЕЙ | 2001 |
|
RU2185924C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 2000 |
|
RU2193468C2 |
Изобретение относится к литейному производству, в частности к изготовлению выплавляемых моделей для крупногабаритных отливок. Цель изобретения - повышение точности моделей. Для этого незатвердевшую часть модельной композиции удаляют из полости пресс-формы посредством вакуума, величина которого составляет 1-10% от предела прочности модельной композиции на изгиб. 1 табл.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ ДЛЯ ТОЧНОГО ЛИТЬЯ | 0 |
|
SU265382A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Литье по выплавляемым моделям./Под ред | |||
| Я.И.Шкленника и В.А.Озерова | |||
| М.: Машиностроение, 1984 с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
