Изобретение относится к диффузионной сварке и может быть использовано для соединений бериллиевых входных (ёыход- ных) окон в виде овальных (круглых) пластин с корпусом прибора из нержавеющей стали, в частности детекторов рентгеновского излучения.
Целью изобретения является повышение качества соединения, исключение деформаций бериллиевого окна, снижение температуры сварки и расширение технологических возможностей при сварке бериллиевого окна с корпусом из нержавеющей стали.
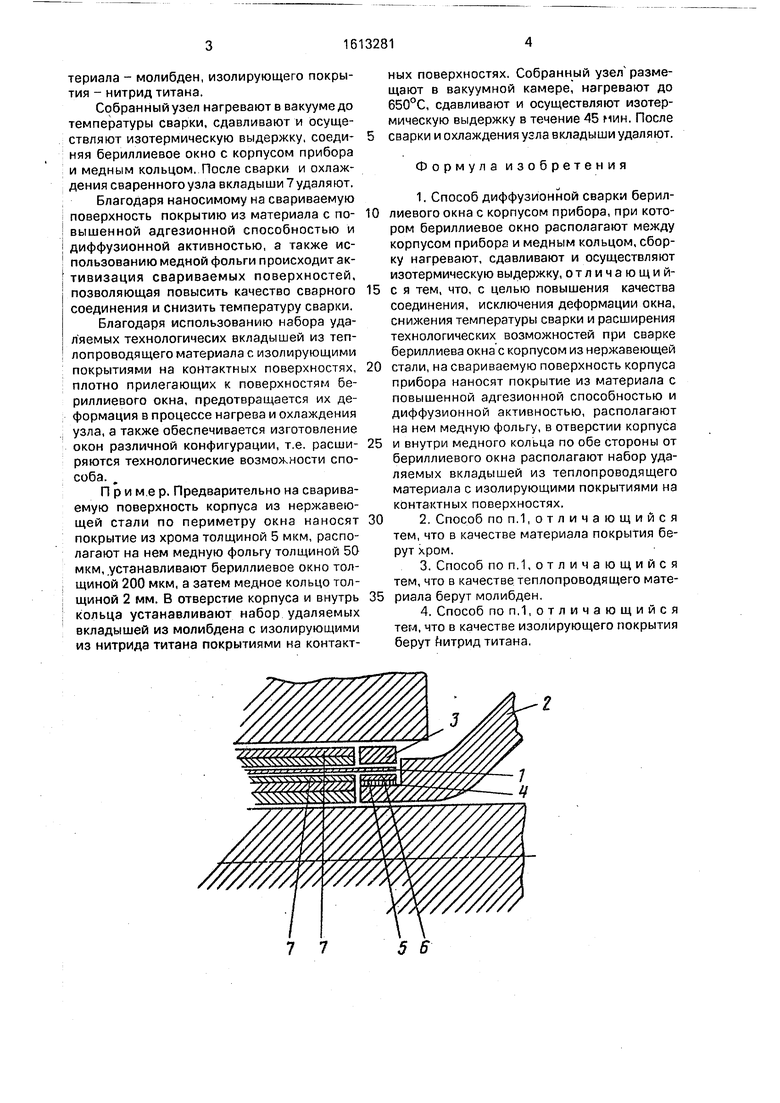
На чертеже показана Ьхема осуществления способа.
Способ осуществляют следующим образом.
Бериллиевое окно 1 располагают между корпусом 2 из нержавеющей стали прибора и медным кольцом 3. Предварительно на свариваемую поверхность 4 корпуса 2 прибора наносят покрытие 5 из материала с повышенной адгезионной способностью и диффузионной активностью. На покрытии 5 располагают медную фольгу 6. В отверстии корпуса 2 и внутри медного кольца 3 по обе стороны от бериллиевого окна 1 располагают набор удаляемых вкладышей 7 из тепло- проводящего материала с изолирующими покрытиями на контактных поверхностях. В конкретном случае в качестве материала покрытия берут хром, теплопроводяЩего мао W
hO 00
териала - молибден, изолирующего покрытия - нитрид титана.
Собранный узел нагревают в вакууме до температуры сварки, сдавливают и осуществляют изотермическую выдержку, соединяя бериллиевое окно с корпусом прибора и медным кольцом. После сварки и охлаждения сваренного узла вкладыши 7 удаляют.
Благодаря наносимому на свариваемую поверхность покрытию из материала с повышенной адгезионной способностью и диффузионной активностью, а также использованию медной фольги происходит активизация свариваемых поверхностей, позволяющая повысить качество сварного соединения и снизить температуру сварки.
Благодаря использованию набора уда- л яемых технологичесих вкладышей из теп- лопроводящего материала с изолирующими покрытиями на контактных поверхностях, плотно прилегающих к поверхностям бе- риллиевого окна, предотвращается их деформация в процессе нагрева и охлаждения узла, а также обеспечивается изготовление окон различной конфигурации, т.е. расширяются технологические возможности способа. ,
П р и м.е р. Предварительно на свариваемую поверхность корпуса из нержавеющей стали по периметру окна наносят покрытие из хрома толщиной 5 мкм, располагают на нем медную фольгу толщиной 50 мкм, .устанавливают бериллиевое окно толщиной 200 мкм, а затем медное кольцо толщиной 2 мм. В отверстие корпуса и внутрь кольца устанавливают набор удаляемых вкладышей из молибдена с изолирующими из нитрида титана покрытиями на контактных поверхностях. Собранный узел размещают в вакуумной камере, нагревают до 650°С, сдавливают и осуществляют изотермическую выдержку в течение 45 мин. После сварки и охлаждения узла вкладыши удаляют.
Формула изобретения
1. Способ диффузионной сварки бериллиевого окна с корпусом прибора, при котором бериллиевое окно располагают между корпусом прибора и медным кольцом, сборку нагревают, сдавливают и осуществляют изотермическую выдержку, отличающийс я тем, что, с целью повышения качества соединения, исключения деформации окна, снижения температуры сварки и расширения технологических возможностей при сварке бериллиева окна с корпусом из нержавеющей
стали, на свариваемую поверхность корпуса прибора наносят покрытие из материала с повышенной адгезионной способностью и диффузионной активностью, располагают на нем медную фольгу, в отверстии корпуса
и внутри медного кольца по обе стороны от бериллиевого окна располагают набор удаляемых вкладышей из теплопроводящего материала с изолирующими покрытиями на контактных поверхностях.
2. Способ по п.1,отличающийся тем, что в качестве материала покрытия берут хром.
3.Способ по п.1, от л и ч а ю щи и с я тем, что в качестве теплопроводящего материала берут молибден.
4.Способ по п.1,отличающийся тем, что в качестве изолирующего покрытия берут йитрид титана.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННЫЙ ПРИБОР | 2004 |
|
RU2275762C1 |
| Способ диффузионной сварки тугоплавких металлов со сталью | 1980 |
|
SU904944A1 |
| Способ диффузионной сварки | 1988 |
|
SU1567342A1 |
| Способ диффузионной сварки | 1988 |
|
SU1593849A1 |
| Способ диффузионной сварки через промежуточную прокладку | 1987 |
|
SU1479246A1 |
| Способ диффузионной сварки керамики из нитрида кремния со сталью | 1989 |
|
SU1676772A1 |
| Способ диффузионной сварки твердого сплава со сталью | 1984 |
|
SU1194630A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЛЕНТОЧНЫХ МАТЕРИАЛОВ ДИФФУЗИОННОЙ СВАРКОЙ | 1985 |
|
SU1334538A1 |
| Способ диффузионной сварки раз-НОРОдНыХ МАТЕРиАлОВ | 1978 |
|
SU833393A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ КЕРАМОМАТРИЧНОГО КОМПОЗИТА С МЕТАЛЛАМИ | 2015 |
|
RU2593066C1 |
Изобретение относится к диффузионной сварке и может быть использовано для получения вакуумно-плотных соединений бериллиевых входных /выходных/ окон в виде пластин с корпусом прибора из нержавеющей стали, в частности детекторов рентгеновского излучения. Цель изобретения - повышение качества соединения, исключение деформации бериллиевого окна, снижение температуры сварки и расширение технологических возможностей при сварке бериллиевого окна с корпусом из нержавеющей стали. Предварительно на свариваемую поверхность корпуса из нержавеющей стали по всему периметру наносят покрытие из материала с повышенной адгезионной способностью и диффузионной подвижностью, например хром. На покрытие устанавливают последовательно медную фольгу, бериллиевое окно и медное кольцо. В отверстие корпуса и внутрь медного кольца по обе стороны от бериллиевого окна устанавливают набор удаляемых вкладышей из теплопроводящего материала, например молибдена, с изолирующими покрытиями на контактных поверхностях, например иттрида титана. Собранный узел нагревают в вакууме, сдавливают и осуществляют изотермическую выдержку. После сварки вкладыши удаляют. 3 з.п. ф-лы, 1 ил.
| Способ вакуумноплотного соединения | 1980 |
|
SU867571A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
