s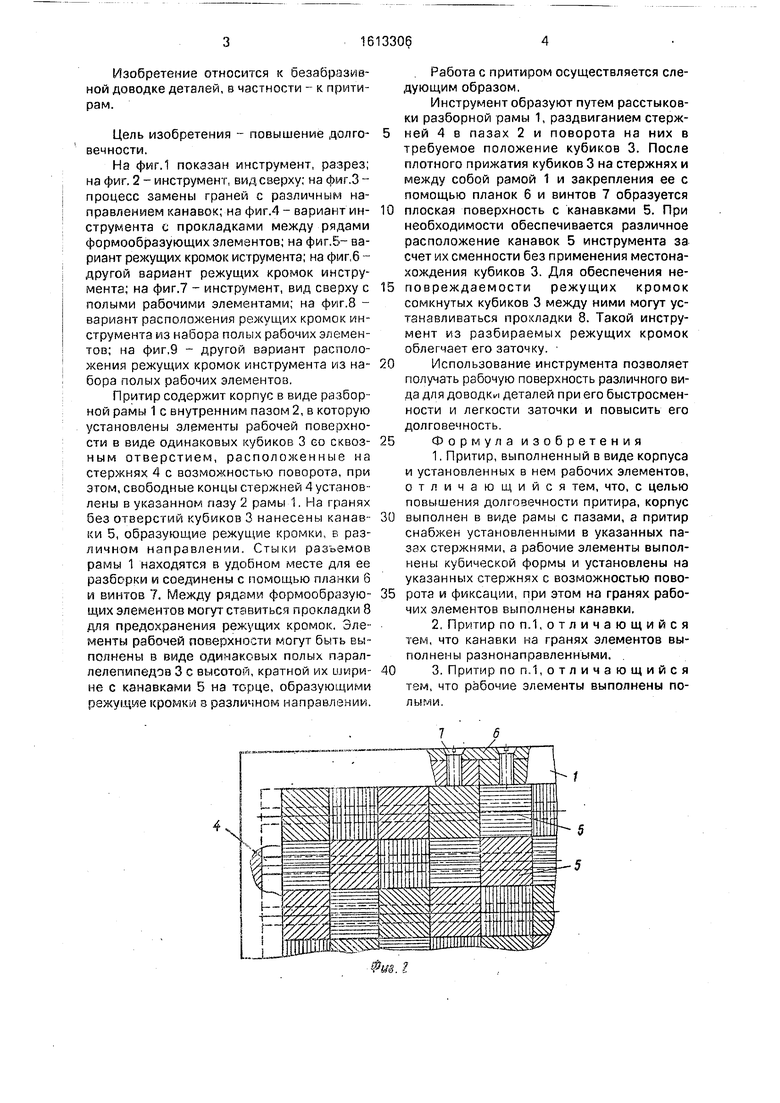
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки резьбовых поверхностей | 1985 |
|
SU1340954A1 |
| Устройство для доводки деталей "Вихрь | 1989 |
|
SU1712132A1 |
| Хирургическое долото | 1981 |
|
SU1003828A1 |
| РАБОЧИЙ ОРГАН ДЛЯ РЫХЛЕНИЯ ПОЧВЫ | 1996 |
|
RU2113085C1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2004 |
|
RU2258449C1 |
| КОНСТРУКТОР ИЗ КУБИКОВ | 2019 |
|
RU2698335C1 |
| Способ обработки инструмента из быстрорежущих сталей | 1978 |
|
SU765379A1 |
| РАБОЧИЙ ОРГАН ДЛЯ ЩЕЛЕВАНИЯ ПОЧВЫ | 1996 |
|
RU2112339C1 |
| ОРУДИЕ ДЛЯ ИЗВЛЕЧЕНИЯ КОРНЕВОЙ МАССЫ РАСТЕНИЙ | 1999 |
|
RU2180164C2 |
| ХОН ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2000 |
|
RU2197369C2 |
Изобретение относится к безабразивной доводке деталей, в частности к притирам. Целью изобретения является повышение долговечности. Притир содержит корпус в виде рамы 1, в пазах 2 которой установлены стержни 4. На них расположены элементы рабочей поверхности 3 кубической формы с возможностью поворота и фиксации на стержнях. На гранях элементов 3 выполнены канавки, образующие режущие кромки. Канавки на гранях элементов 3 могут быть выполнены разнонаправленными, а сами элементы выполнены полыми. 2 з.п. ф-лы, 9 ил.
Фиг, i
Изобретение относится к безабразивной доводке деталей, в частности - к притирам.
Цель изобретения повышение долго- вечности.
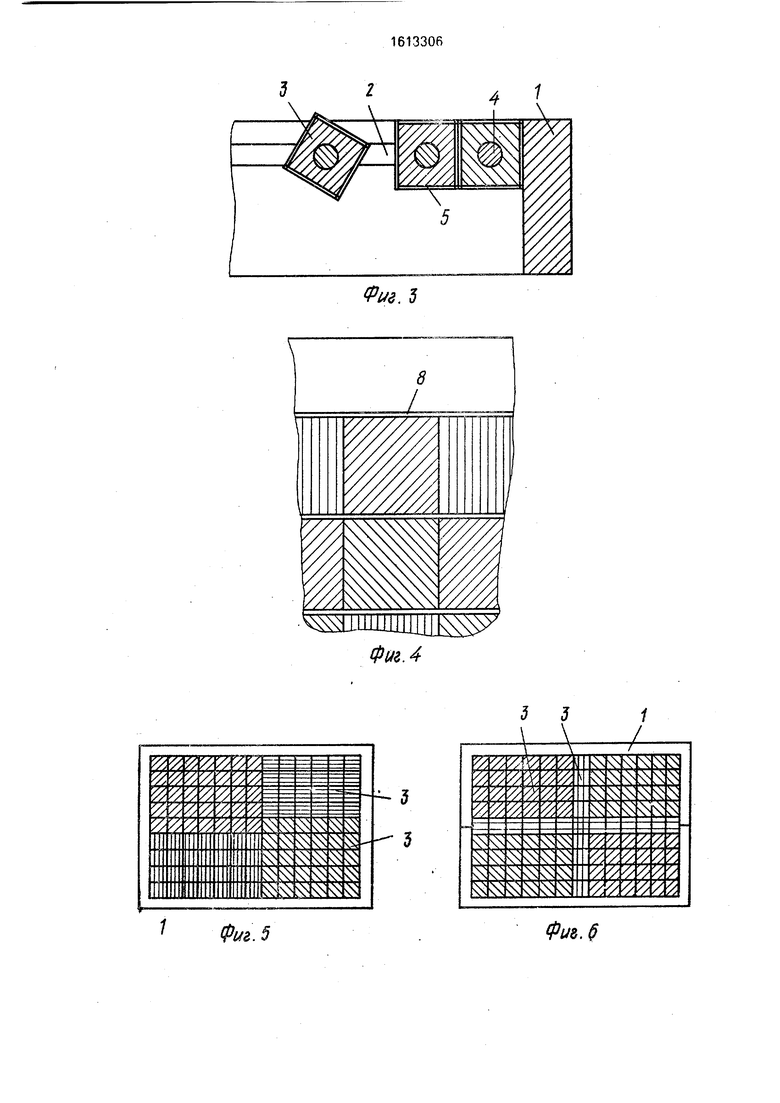
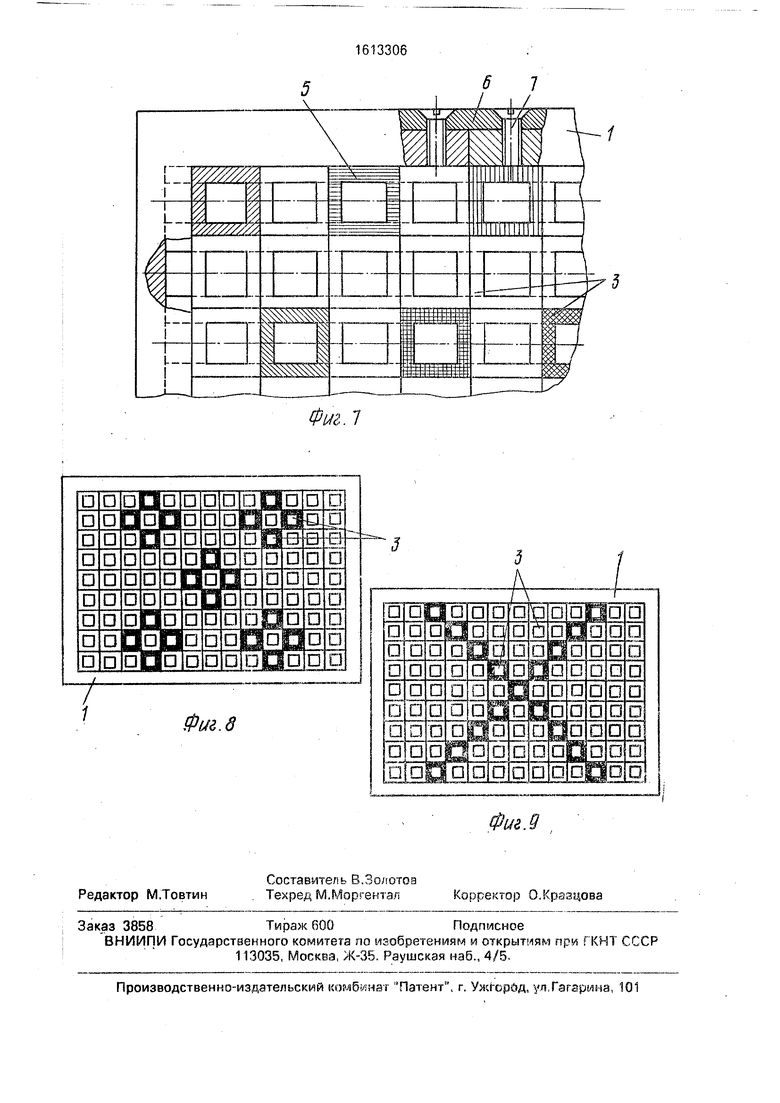
На фиг.1 показан инструмент, разрез; на фиг. 2 - инструмент, вид сверху; на фиг.З - процесс замены граней с различным направлением канавок; на фиг.4 - вариант ий- струмента с прокладками между рядами формооб|эазующих элементов; на фиг.5- вариант режущих кромок иструмента; на фиг.б - другой вариант режущих кромок инструмента; на фиг.7 - инструмент, вид сверху с полыми рабочими элементами; на фиг.З - вариант расположения режущих кромок инструмента из набора полых рабочих элементов; на фиг,9 - другой вариант расположения режущих кромок инструмента из на- бора полых рабочих элементов.
Притир содержит корпус в виде разборной рамы 1 с внутренним пазом 2, в которую установлены элементы рабочей поверхности в виде одинаковых кубиков 3 со сквоз- ным отверстием, расположенные на стержнях 4 с возможностью поворота, при этом, свободные концы стержней 4 установлены в указанном пазу 2 рамы 1. На гранях без отверстий кубиков 3 нанесены канав- ки 5, образующие режущие кромки, в различном направлении. Стыки разъемов рамы 1 находятся в удобном месте для ее разборки и соединены с помощью планки б и винтов 7, Между рядами формообразую- щих элементов могут ставиться прокладки 8 для предохранения режущих кромок. Элементы рабочей поверхности могут быть выполнены в виде одинаковых полых параллелепипедов 3 с высотой, кратной их шири- не с канавками 5 на торце, образующими режущие кpo iкlл в различном направлении.
Работа с притиром осуществляется следующим образом.
Инструмент образуют путем расстыковки разборной рамы 1, раздвиганием стержней 4 в пазах 2 и поворота на них в требуемое положение кубиков 3, После плотного прижатия кубиков 3 на стержнях и между собой рамой 1 и закрепления ее с помощью планок 6 и винтов 7 образуется плоская поверхность с канавками 5. При необходимости обеспечивается различное расположение канавок 5 инструмента за счет их сменности без применения местонахождения кубиков 3, Для обеспечения неповреждаемости режущих кромок сомкнутых кубиков 3 между ними могут устанавливаться прокладки 8, Такой инструмент из разбираемых режущих кромок облегчает его заточку.
Использование инструмента позволяет получать рабочую поверхность различного вида для доводки деталей при его быстросмен- ности и легкости заточки и повысить его долговечность.
Формула изобретения
1,Притир, выполненный в виде корпуса и установленных в нем рабочих элементов, отличающийся тем, что, с целью повышения долгозечности притира, корпус выполнен в виде рамы с пазами, а притир снабжен установленными в указанных пазах стержнями, а рабочие элементы выполнены кубической формы и установлены на указанных стержнях с возможностью поворота и фиксации, при этом на гранях рабочих элементов выполнены канавки,
2,Притир по п.1,отличающийся тем, что канавки на гранях элементов выполнены разнонаправленными. .
3,Притир по п.1,отличающийся тем, что рабочие элементы выполнены полыми.
Фи1. S
fPus. 5
Ф1.4
J J
- 3 3
Фи&
Фиг.. 1
| Способ изготовления притира | 1983 |
|
SU1076268A2 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
