Изобретение относится к металлообработке, а именно к конструкциям инструмента для обработки отверстий малых диаметров.
Известен притир для доводки отверстий, содержащий разжимную коническую оправку и разрезную рубашку с буртом, выполненным на ее торце со стороны большего диаметра конусного отверстия, при этом на бурте выполнены дополнительные продольные разрезы (см. а.с. 1183353, МПК В 24 В 37/02, 1985 г.).
Недостатком притира является малый разжим брусков, что приводит к их неполному износу и снижению срока службы инструмента. Другим недостатком притира является сложность выполнения канавок с внутренней радиусной поверхностью конусного сопряжения рубашки и оправки, что усложняет технологию изготовления инструмента.
Наиболее близким по совокупности признаков к заявляемому устройству является хон для обработки отверстий, содержащий корпус с прорезью и с закрепленным на его наружной поверхности рабочим слоем и разжимную оправку, взаимодействующую с корпусом в месте расположения рабочего слоя (см. проспект "Фирма "Нагель" информирует", Высокопроизводительное хонингование, 02/1991, с. 47d), принято за прототип.
Существенным недостатком известного хона является малый разжим корпуса и небольшая (0,135...0,150 мм) толщина рабочего слоя, что снижает срок службы инструмента. Кроме того, хон отличается сложностью выполнения малых (3...4 мм) размеров внутреннего конусного сопряжения корпуса и раздвижной оправки по сравнению с большой длиной (180...200 мм), что усложняет технологию изготовления инструмента. Другим недостатком хона является выполнение рабочей и крепежной частей разжимной оправки за одно целое, что повышает расход конструкционного материала.
Задача настоящего изобретения - создание более прогрессивного инструмента для обработки малых диаметров отверстий.
Технический результат - продление срока службы инструмента за счет увеличения диапазона настройки, упрощение технологии изготовления и сокращение расхода металла на изготовление инструмента.
Указанный технический результат при осуществлении изобретения достигается тем, что в конструкции хона для обработки отверстий, содержащего корпус с прорезью и с закрепленным на его наружной поверхности рабочим слоем и разжимную оправку, взаимодействующую с корпусом в месте расположения рабочего слоя, особенность заключается в том, что рабочий слой состоит из режущих элементов в виде брусков, а оправка выполнена сборной с рабочей частью в виде четырехгранного клина, входящего в клинообразный паз, выполненный на контактном участке прорези корпуса.
Сущность изобретения поясняется представленными чертежами.
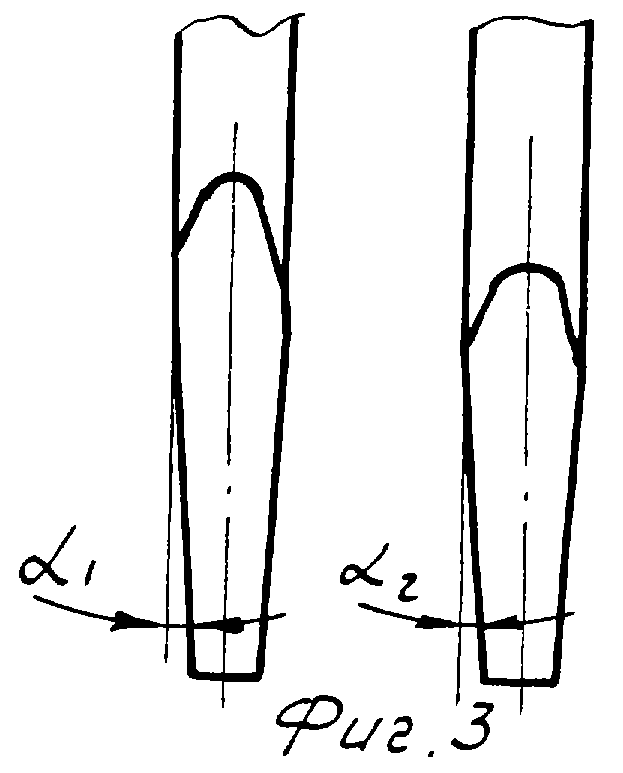
На фиг.1 показан хон, разрез по оси; на фиг.2 - разрез по А-А на фиг.1; на фиг.3 - варианты рабочей части элемента.
Хон для обработки отверстий содержит корпус 1 и разжимную оправку. Корпус 1 имеет прорезь 2, контактный участок которой выполнен в виде клинообразного паза 3. На наружной поверхности корпуса 1 закреплены режущие элементы в виде радиусных брусков 4 из сверхтвердого материала. Наружный D и внутренний d диаметры брусков 4 (фиг.2) выполнены равными соответственно диаметру обрабатываемого отверстия и наружному цилиндрическому диаметру корпуса 1.
Разжимная оправка выполнена сборной и содержит переходник 5 и стержень 6, с рабочей частью в виде четырехгранного клина 7, входящего в клинообразный паз 3, выполненный на контактном участке прорези 2 корпуса 1.
Обработка отверстия инструментом осуществляется следующим образом.
Сборную разжимную оправку вворачивают в подвижный механизм станка.
Корпус 1 своим пазом 3 базируют по клину 7 стержня 6 и закрепляют в цанге. Главное вращательное движение хон получает от шпинделя. После ввода хона в отверстие детали под действием внешнего усилия оправка перемещается относительно клинообразного паза 3 корпуса 1. В результате действий клина 7 происходит разжим рабочих элементов 4 до соприкосновения с обрабатываемой поверхностью.
По мере износа брусков регулировка хона (в диапазоне 0...1 мм) производится клином с меньшим углом α1 (фиг.3) наклона граней. При ограничении дальнейшего перемещения оправки корпус 1 хона снимают, поворачивают вокруг своей оси на угол 90o. Затем производят базирование паза 3 по клину 7 с большим углом α2 и закрепление корпуса 1.
Таким образом обеспечивается дальнейшая регулировка хона (в диапазоне 1. ..2 мм).
Данная конструкция позволяет увеличить диапазон регулирования, что продлевает срок службы инструмента, упрощает технологию его изготовления и сокращает расход металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНАЯ РЕГУЛИРУЕМАЯ РАЗВЕРТКА | 2000 |
|
RU2188748C2 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хон для обработки цилиндрических отверстий | 1983 |
|
SU1155429A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1999 |
|
RU2149078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2197371C2 |
| АЛМАЗНАЯ РАЗВЕРТКА | 1999 |
|
RU2153960C1 |
| АЛМАЗНАЯ МЕЛКОРАЗМЕРНАЯ РАЗВЕРТКА | 2000 |
|
RU2193474C2 |
| БЛОК-МОДУЛЬНЫЙ ИНСТРУМЕНТ И ХОНИНГОВАЛЬНЫЙ БЛОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2184637C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2253561C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2004 |
|
RU2252854C1 |

Изобретение относится к металлообработке и может быть использовано для обработки отверстий малых диаметров. Хон содержит корпус с прорезью и с закрепленным на его наружной поверхности рабочим слоем. Разжимная оправка взаимодействует с корпусом в месте расположения рабочего слоя. Последний состоит из режущих элементов в виде радиусных брусков из сверхтвердого материала. Контактный участок прорези корпуса выполнен в виде клинообразного паза. На рабочей части оправки выполнен четырехгранный клин, входящий в упомянутый паз. Такая конструкция позволяет обрабатывать отверстия малых диаметров с увеличенным диапазоном настройки хона, что продлевает срок его службы и сокращает расход металла. 3 ил.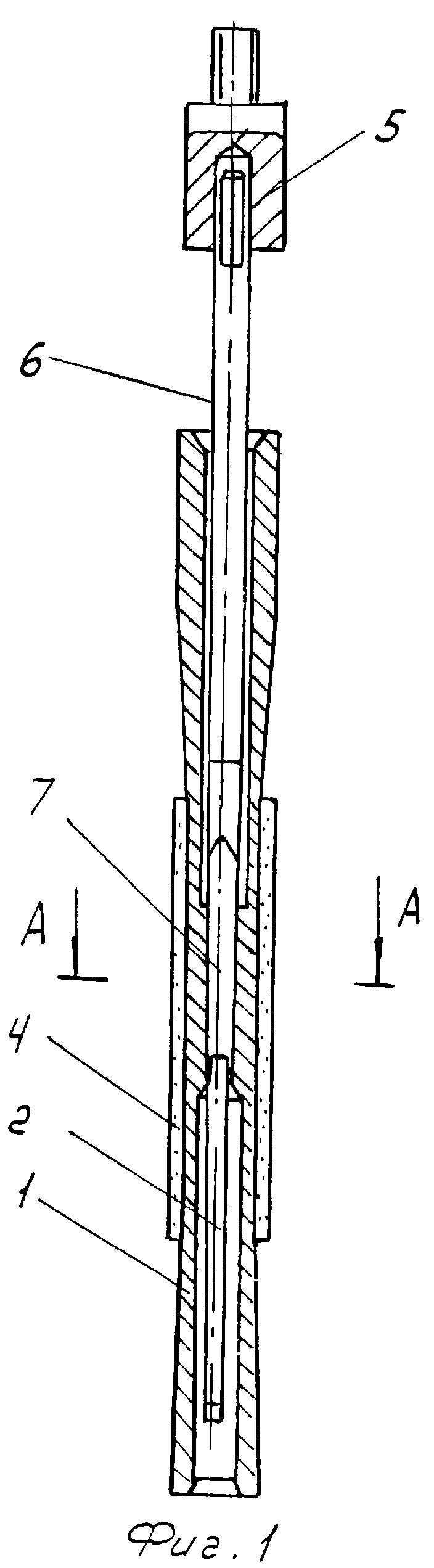
Хон для обработки отверстий, содержащий корпус с прорезью и с закрепленным на его наружной поверхности рабочим слоем и разжимную оправку, взаимодействующую с корпусом в месте расположения рабочего слоя, отличающийся тем, что рабочий слой состоит из режущих элементов в виде брусков, а оправка выполнена сборной с рабочей частью в виде четырехгранного клина, входящего в клинообразный паз, выполненный на контактном участке прорези корпуса.
| Высокопроизводительное хонингование | |||
| Проспект "Фирма" Нагель "информирует" | |||
| Циркуль-угломер | 1920 |
|
SU1991A1 |
| БИВЛИОТЕ-КА | 0 |
|
SU317491A1 |
| Разжимной инструмент для доводки отверстий | 1983 |
|
SU1126420A1 |
| Разжимной инструмент | 1981 |
|
SU1093511A1 |
| Хонинговальная головка для обработки отверстий малого диаметра | 1980 |
|
SU905014A1 |
| Устройство для притирки | 1971 |
|
SU494240A1 |

