I Изобретение относится к литейному производству, в частности к литнике- вьр1 питающим системау модельных блоке в.
Целью изобретения является повы- производительности труда при блоков и при отделении деталей от стояка, а также повьшение качества керамических форм.
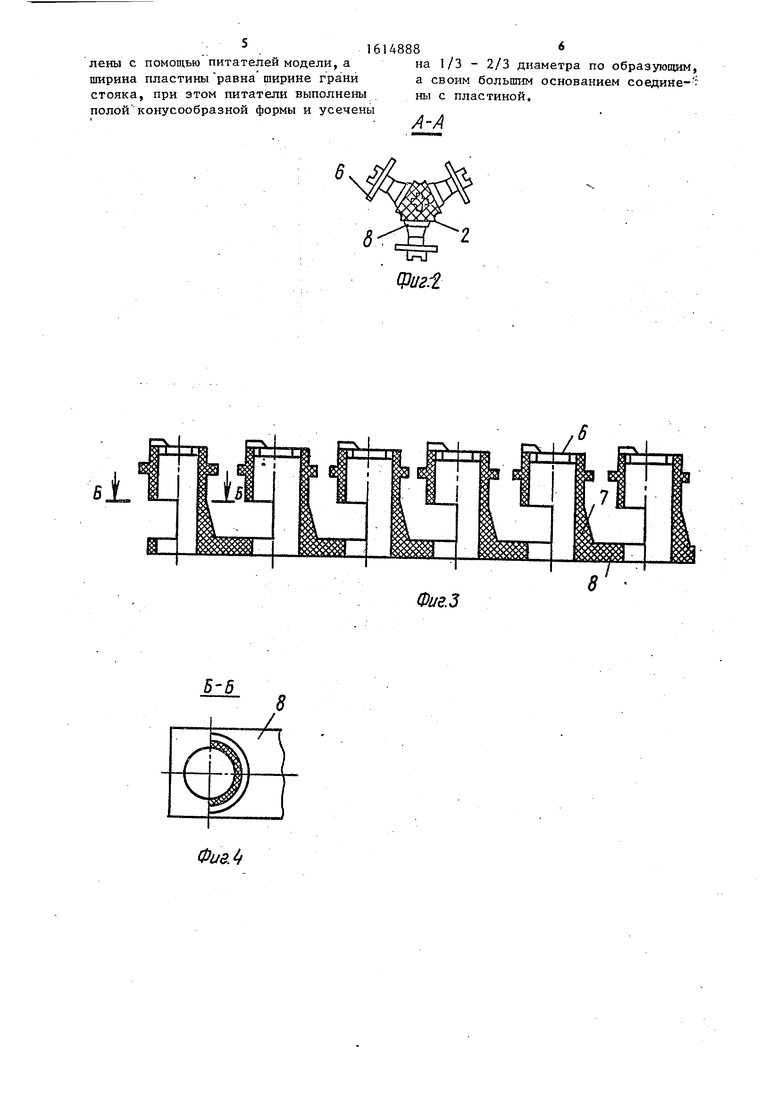
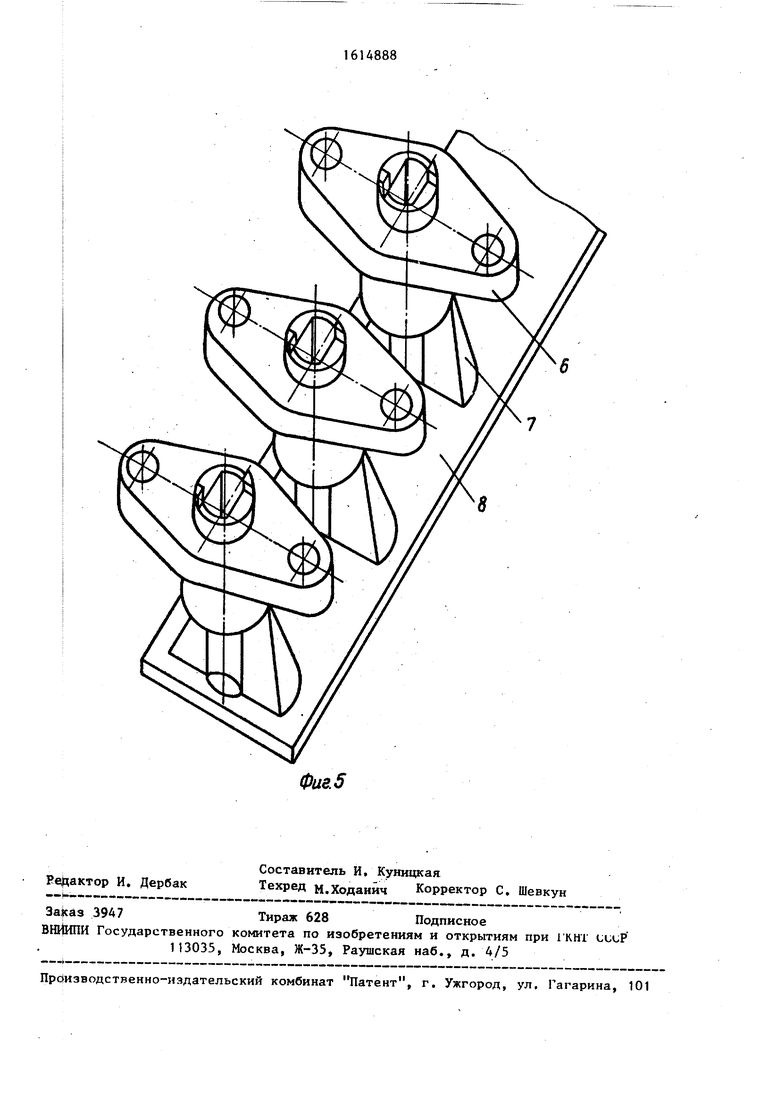
На фиг. 1 изображена система, общий вид; на фиг. 2 - сечение А-А на фиг, 1; на фиг, 3 - модельное звено, продольное сечение; на фиг, 4- ра|зрез Б-Б на фиг. 3j на фиг. 5 - линейного звена, изометрия.
j Литниково-питающая система содержит чашу 1, стояк с рабочей частью 2, выполненной в виде равностороннего треугольника или многоугольника с подсечкой его углов, и опорно-зажимной частью 3, зумпфа 4 и связывающим этр части металлическим стержнем 5, По| граням рабочей части 2 припаиваются линейные звенья моделей, состоящие из моделей б, питателей 7 и связьшающего звена - пластины 8. Модель 6 выполнена-в виде удлиненно- roi кольца со связующими элементами. Пи1татель 7 выполнен в виде части notnoro конуса. Такой питатель рабо- не только как питатель для лучшего заполнения полости формы, но и ка( прибыль для полной ликвидации усадочных раковин, причем сам пита- тепь вьтолнен на 1/3 - 2/3 части срезанного полого конуса и своим большим диаметром направлен к месту припайки (пластине). Пластина 8, связывающая модели с ее питателями, выполнена в виде прямоугольника тол- пц11|1ой 3-5 мм для припайки к плоскости многогранного стояка„
Стояк с чашей и зумпфом 4 полу- 4aji)T в одной пресс-форме, а звенья (мебель 6, питатель 7 и связывающую пл;1стину 8) - в другой или других
пресс-формах. После пайки получают 15 литниково-питающую систему блока. По легкоплавному блоку получается керамическая форма, по которой после заливки жидкого металла и охлаждения получается металлический блок. 20 Металлический блок в приспособлении ориентируется по многограннику 3 и зумпфу 4. Режущий инструмент вращается и режет параллельно отрезаемой грани, обеспечивая параллельность 25 реза по всей длине блока, без остатка питания на отливке. И так по каждой грани,
В литниково-питающей системе питатели 7 выполнены в виде наполовину 30 срезанного полого конуса., которьш своим большим диаметром опирается на пластину 8.
Предлагаемая конфигурация стояка позволит повысить прочность питате- 22 ля и сократить брак литья по поломкам при прохождении -всех операций технологического процесса от нанесения и сушки.покрытия до заливки металлом и в то же время при отрезке 40 деталей от стояка, иметь наилучшую площадь сечения, поэтому предлагаемая форма, питателей позволяет сократить время отрезки деталей и расход -инструмента,
-
Формула изобретения
Литниково-питагацая система-для вьтлавляемых модельных блоков, содер- жащая стояк многогранной формы с зумпфом, заливочную чашу и питатели к моделям, отличающаяся тем, что, с целью повышения производительности труда при сборке блоков и при отделении деталей от сто55
яка, а также повьппения качества керамических форм, она снабжена пластинами, на каждой из которых по всей длине, равной длине стояка, закрепяка, а также повьппения качества керамических форм, она снабжена пластинами, на каждой из которых по всей длине, равной длине стояка, закреп.; .1614888
лены с помощью питателей модели, а на 1/3 - 2/3 диаметра по образующим, ширина пластины равна ширине грани а своим большим основанием соедине- i стояка, при этом питатели выполнены нь1 с пластиной, полой ко гусообразной формы и усечены
А-А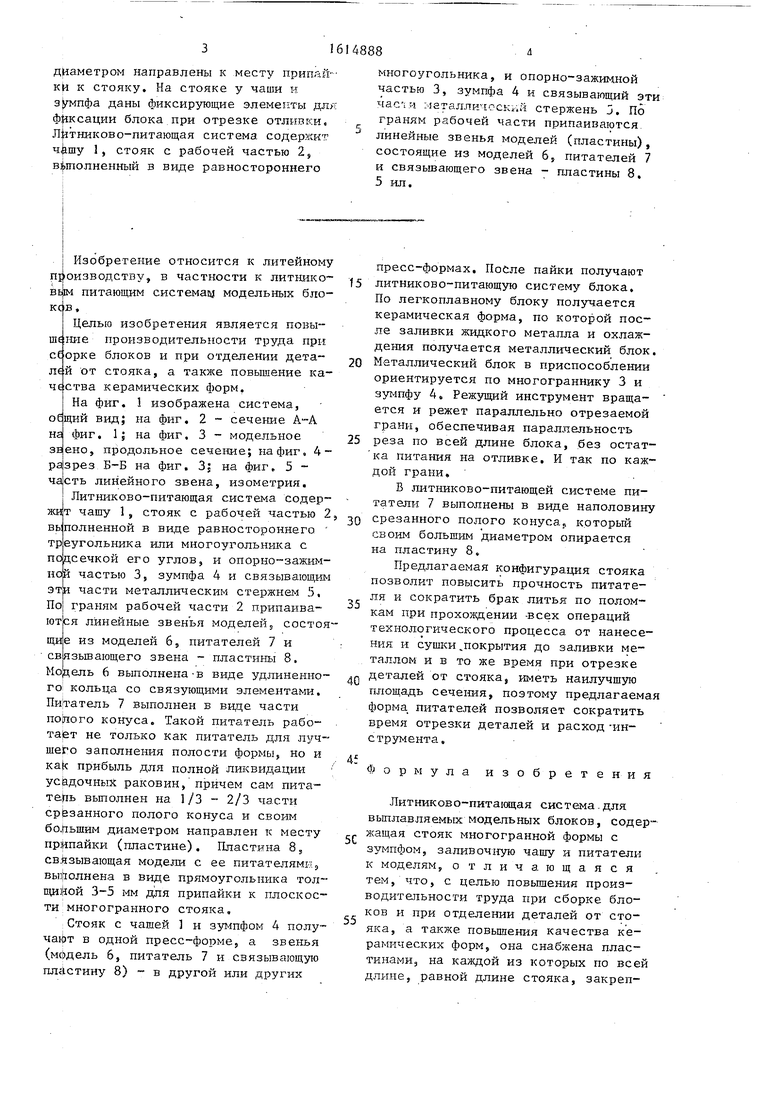
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок выплавляемых моделей для изготовления керамических форм | 1979 |
|
SU869934A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418647C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ТУРБИННОЙ ЛОПАТКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2013 |
|
RU2532621C1 |
| ЛИТНИКОВО-ПИТАЮЩАЯ СИСТЕМА | 1973 |
|
SU405647A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Блок для получения отливок в керамических формах | 1989 |
|
SU1696098A1 |
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
Изобретение относится к литейному производству. Цель изобретения - повышение производительности труда при сборке моделей и отделении деталей от стояка, а также качества форм. Сечение стояка выполнено в виде многоугольника, а питатели - в виде наполовину срезанного полого конуса и своим большим диаметром направлены к месту припайки к стояку. На стояке у чаши и зумпфа даны фиксирующие элементы для фиксации блока при отрезке отливки. Литниково-питающая система содержит чашу 1 и стояк с рабочей частью 2, выполненной в виде равностороннего многоугольника, и опорно-зажимной частью 2, зумпф 4 и связывающий эти части металлический стержень 5. По граням рабочей части припаиваются линейные звенья моделей (пластины), состоящие из моделей 6, питателей 7 и связывающего звена - пластины. 8 ил.
В 5
Фие.
(Plf2.f
Фие.2
| Литниково-питающие системы | |||
| Предохранитель от отрыва основы на ткацком станке с откидным бердом | 1929 |
|
SU19551A1 |
| Литье по выплавляемым моделям./ Под ред | |||
| Я.И.Шкленника и В.А.Озерова | |||
| - М.: Машиностроение, 1971, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
