1
Изобретение относится к области литейного производства, в ч астности к литью по выплавляемым моделям.
Известна лятниково-питающая система для изготовления отливок методом лятья по выплавляемым моделям, включающая литниковую чашу, стояк, питатели, воздухоотводные Bbiinoipa и (прибыль. В /такой литниковой системе прибыль полностью залита металлом и не позволяет с необходимой точностью уловить момент прекращения заливки формы, предупреждающий переливание металла через край воздухоотводного выпора.
Целью изобретения является сокращение расхода металла.
Для этого прибыль предлагаемой системы установлена -над питаемым узлом отливки таким образом, что ее верщина размещена выще уровня края литниковой чаши, а на боковой поверхности прибыли выполнен сигнальный выпор, выходное отверстие которого расположено ниже уровня края литниковой чащи.
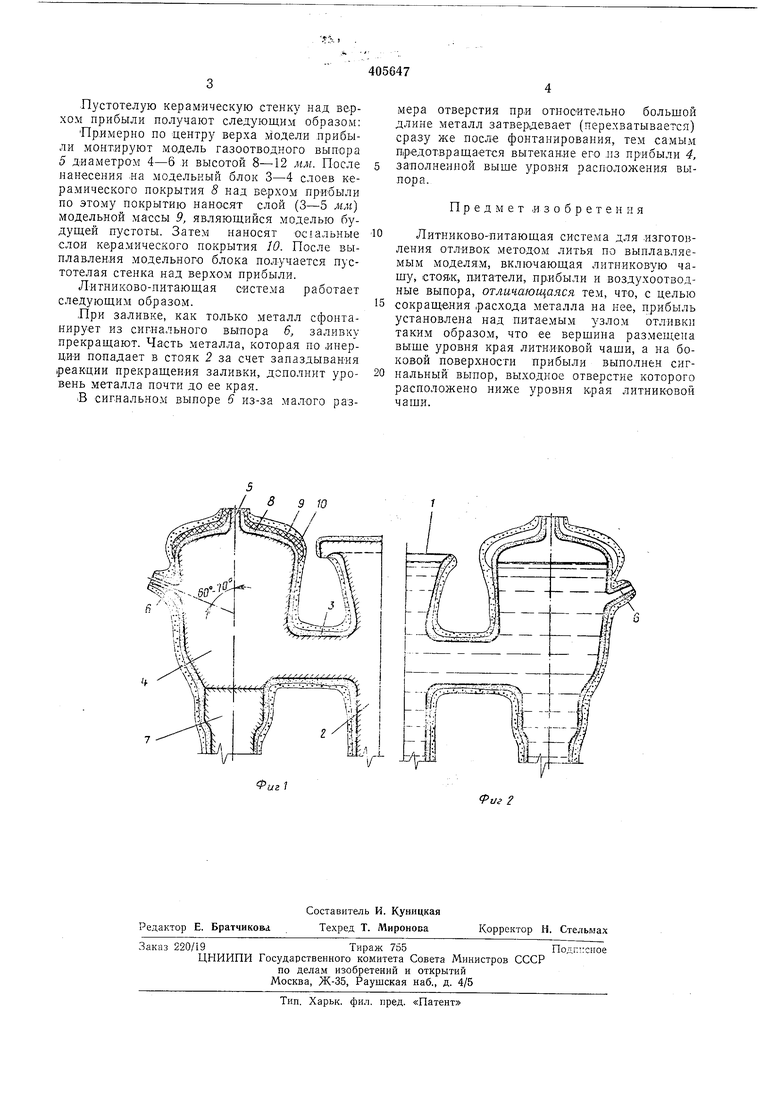
На фиг. 1 изображен собранный модельный блок с нанесенным керамическим покрытием; на фиг. 2-соотнощение уровней металла в литниковой чаще и в прибыли после окончания заливки формы.
Литниково-питающая система включает литниковую чащу /, стояк 2, питатели 3, модель прибыли 4, воздухоотводной выпор 5, сигнальный выпор 6.
Модель прибыли 4 монтируют на питаемый узел модели отливки 7, затем монтируют модель стояка 2 с литниковой чащей / с таким расчетом, чтобы уровень верха прибыли находился на 4-8 мм выще уровня края модели литниковой чаши (фиг. 1).
Модель сигнального выпора 6 монтируют сбок модели прибыли под углом примерно 60-70° к ее вертикальной оси, при этом край модели выпора должен находиться на уровне не менее, чем на 10-15 мм ниже уровня края модели литниковой чаши /. Такой уровень установки сигнального выпора позволяет (с учетом запаздывания реакции заливщика на прекращение заливки) металлу залиться до края литниковой чаши или при-мерно на 3-5 мм ниже, но не перелиться через него.
Диаметр сигнального выпора и длина его должны быть соответственно 1,5-3,0 мм и не менее 10 мм; размеры выбраны эмпирически из условия создания быстрого перехвата (затвердевания) металла в тонком сечении, т. е. самозапирании выпора, предотвращающего вытекание металла из при-были при заполнении последней выще уровня сигнального выпора.
На собранную литниково-питающую систему наносят керамическое покрытие.
Пустотелую керамическую стенку над верхом прибыли получают следующим образом:
Примерно по центру верха модели прибыли монтируют модель газоотводного выпора 5 диаметром 4-6 и высотой 8-12 мм. После нанесения .на модельный блок 3-4 слоев керамического покрытия 8 над Бе.рхом прибыли по этому покрытию наносят слой (3-5 мм) модельной массы 9, являющийся моделью будущей пустоты. Затем наносят остальные слои керамического покрытия 10. После выплавления модельного блока получается пустотелая стенка над верхом прибыли.
Литниково-питающая система работает следующим образом.
Лри заливке, как только металл сфонтанирует из сигнального вьгпора 6, заливку прекращают. Часть металла, которая по ,инерци-и попадает в стояк 2 за счет запаздывания |реакции прекращения заливки, дополнит уровень металла почти до ее края.
В сигнальном выпоре 6 из-за малого размера отверстия при относительно больщой длине металл затвердевает (перехватывается) сразу же после фонтанирования, тем самым дредотвращается вытекание его ,из пр ибыли 4, заполненной выще уровня расположения выпора.
Предмет изобретения
Литниково-питающая система для изготовления ОТЛИВОК методом литья по выплавляемым моделям, включающая литниковую чащу, СТОЯ.К, плтатели, прибыли и воздухоотводные выпора, отличающаяся тем, что, с целью
сокращения .расхода металла на нее, прибыль установлена над питаемым узлом отлнвкп таким образом, что ее верщина размещена выше уровня края литниковой чащи, а на боковой поверхности прибыли выполнен сигнальный выпор, выходное отверстие которого расположено ниже уровня к.рая литниковой чащи.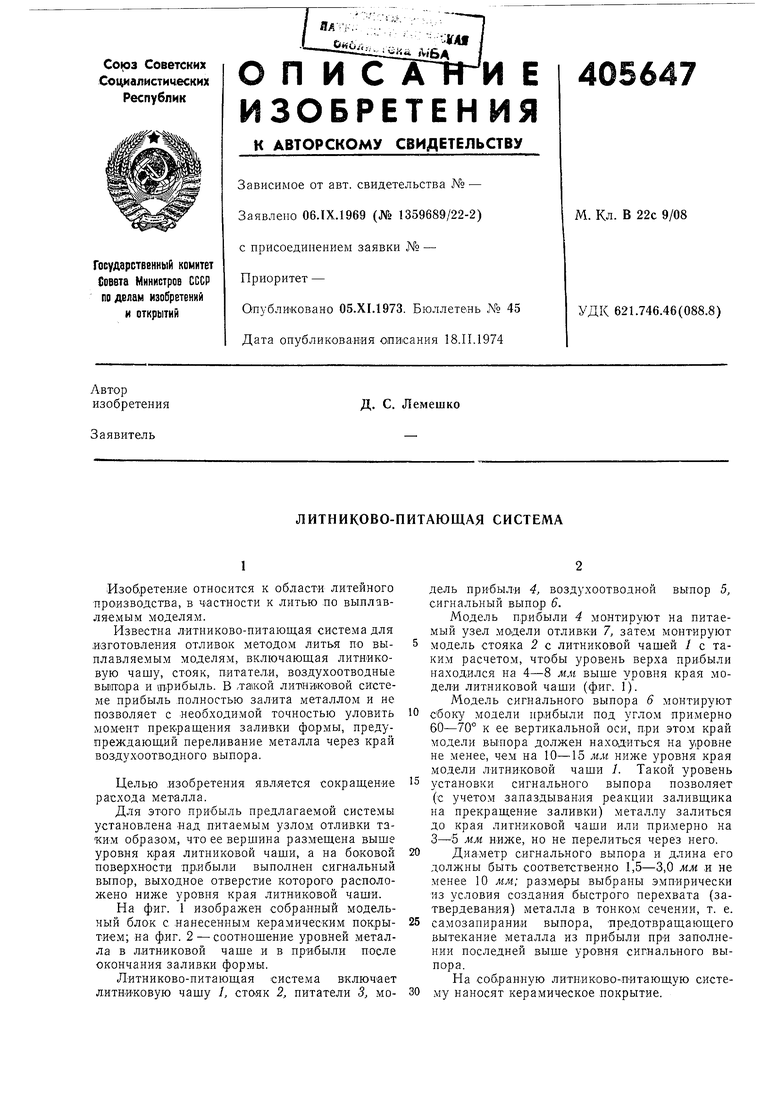
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок выплавляемых моделей для изготовления керамических форм | 1979 |
|
SU869934A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Прибыль для отливок | 1978 |
|
SU768551A1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| Литниково-питающая система | 1988 |
|
SU1766589A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Литниковая система для кокильного литья | 1977 |
|
SU624699A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Устройство для сифонной отливки | 1941 |
|
SU64623A1 |
Фиг
(Риг 2
