Изобретение относится к литейному производству, а именно к получению отливок в керамических формах методом литья по выплавляемым моделям.
Цель изобретения - повышение прочности керамических форм и снижение брака литья при заливке без наполнителя.
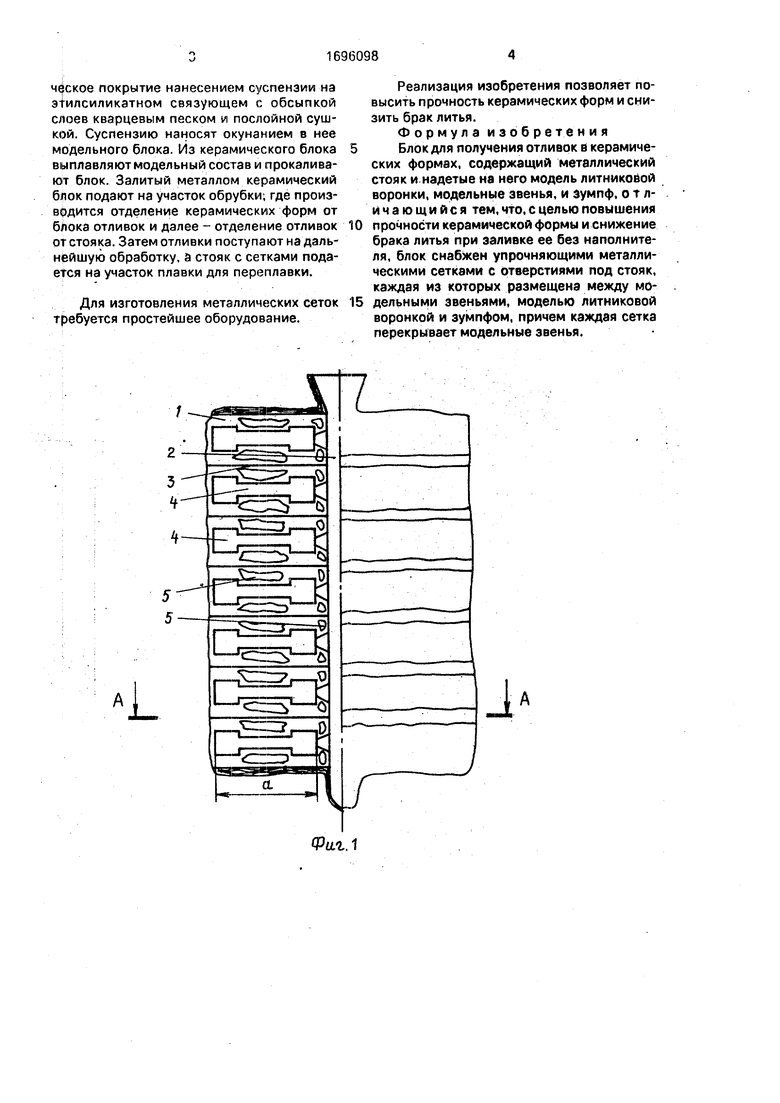
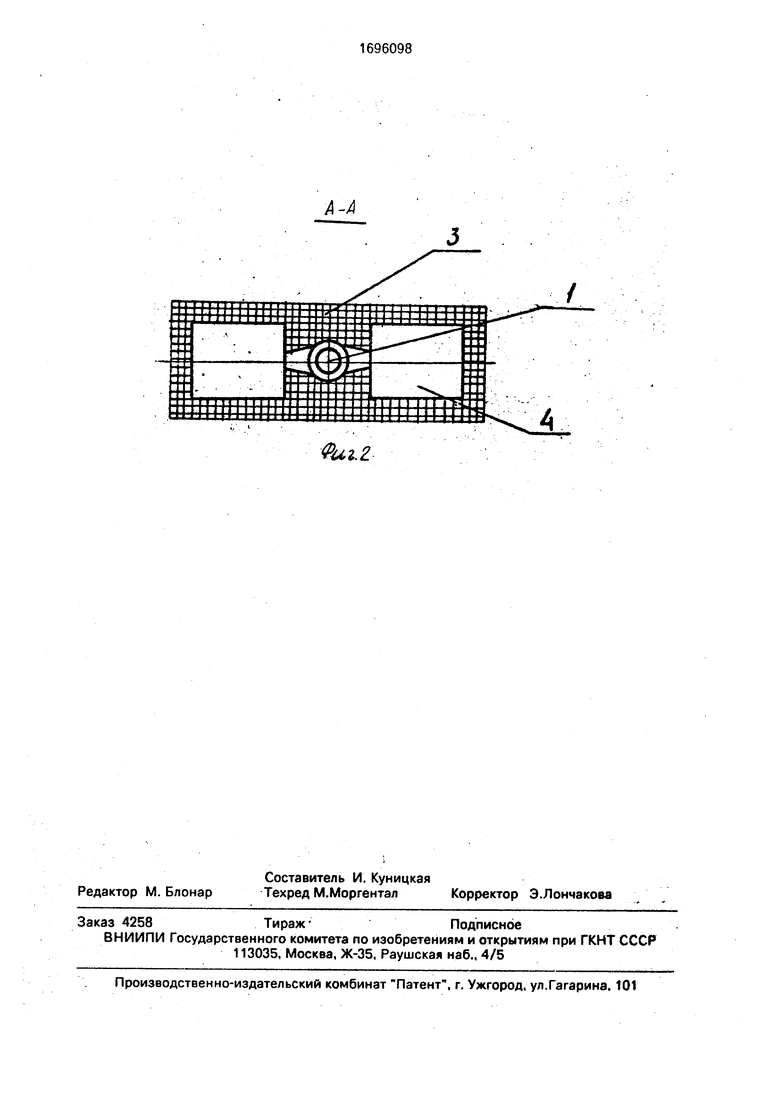
На фиг. 1 изображен блок выплавляемых моделей; на фиг.2 - разрез А-А на фиг.1.
Блок выплавляемых моделей содержит металлический стояк 1, на который надеты модель литниковой воронки 2, металлические сетки 3 с отверстиями под стояк(напри- мер, сетки могут быть стальные, с ячейками 4x4 мм), модельные звенья 4 и зумпф 5, скрепляющий на стояке модельные звенья 4, сетки 3 и модель литниковой воронки 1. Сетки 3 установлены между модельными звеньями 4, а также между моделью литниковой воронки 2 и соседним с не й модельным звеном и между зумпфом 5 и соседним с ним модельным звеном.
Сетки 3 полностью перекрывают своей поверхностью модельные звенья, т.е. края сеток 3 выступают за габариты модельных
зве ньев 4 или удалены от оси стояка 1 на такое же расстояние, как края модельных звеньев 4.
Диаметр отверстия сетки 3 равен внутреннему диаметру втулки 6 модельного звена 4 или может немного его превышать, но должен быть меньше наружного диаметра втулки 6.
Высота втулки 6 модельных звеньев 4 выбирается такой, чтобы зазор между моделями звеньев и сетками 3 был достаточным для прохождения огнеупорной керамической суспензии и для обсыпки моделей кварцевым песком при изготовлении керамических оболочек, а также обеспечивал об- разование между моделями звеньев монолита из керамики в процессе изготовления керамических оболочек. При более сложной конфигурации модельных звеньев 4 поверхность сетки 3 может быть не плоской, а изогнутой для создания по всей поверхности сетки необходимого размера зазора между сеткой и моделями звена.
На модельном блоке получают, например, четырехслойное огнеупорное керамиз
СХ Ю
О
8
00
Ј
ческое покрытие нанесением суспензии на этилсиликатном связующем с обсыпкой слоев кварцевым песком и послойной сушкой. Суспензию наносят окунанием в нее модельного блока. Из керамического блока выплавляют модельный состав и прокаливают блок. Залитый металлом керамический блок подают на участок обрубки; где производится отделение керамических форм от блока отливок и далее - отделение отливок от стояка. Затем отливки поступают на дальнейшую обработку, а стояк с сетками подается на участок плавки для переплавки.
Для изготовления металлических сеток требуется простейшее оборудование.
5
Реализация изобретения позволяет повысить прочность керамических форм и снизить брак литья.
Формула изобретения Блок для получения отливок в керамических формах, содержащий металлический стояк и надетые на него модель литниковой воронки, модельные звенья, и Зумпф, отличающийся тем, что, с целью повышения прочности керамической формы и снижение брака литья при заливке ее без наполнителя, блок снабжен упрочняющими металлическими сетками с отверстиями под стояк, каждая из которых размещена между модельными звеньями, моделью литниковой воронкой и зумпфом, причем каждая сетка перекрывает модельные звенья.
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок выплавляемых моделей для получения отливок в керамических формах | 1987 |
|
SU1563837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| Блок выплавляемых моделей для изготовления керамических форм | 1979 |
|
SU869934A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418647C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2013 |
|
RU2539894C2 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| ЛИТНИКОВО-ПИТАЮЩАЯ СИСТЕМА ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2001 |
|
RU2218234C2 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям | 2019 |
|
RU2707642C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
Изобретение относится к получению отливок в керамических формах методом литья по выплавляемым моделям. Цель изобретения - повышение прочности керамических форм и снижение брака литья при заливке без наполнителя. Модельный блок содержит металлический сТояк и надетые на него модель литниковой воронки, модельные звенья, металлические сетки с отверстиями под стояк и зумпф. Сетки установлены между модельными звеньями, литниковой воронкой и зумпфом и соседним с ним модельным звеном. Причем каждая сетка перекрывает модельные звенья, но не более чем их максимальные габариты. 2 ил.
Фаг.1
Фиг.2.
/
| Дошкарж И | |||
| и др | |||
| Производство точных отливок.- М.: Машиностроение, 1979, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
