Изобретение относится к металлургии, в частности к способам.обработки поверхностей трения.
Целью изобретения является повышение износостойкости, контактной жесткости, улучшение качества поверхностей трения и снижение стоимости обработки,
Предложенный способ заключается в том, что на поверхности трения после предварительной механической обработки напыляют самофлюсующийся порошковый сплав состава, %:
Хром
Никель
Марганец
Бор
Кремний
Железо
9-12 32-36
3-6
4-6
5-7 Остальное
После оплавления покрытия лазерным лучом проводят механическую обработку, поеле чего облучают поверхности трения сканирующим лазерным лучом.
Пример. Технологическая схема реализации способа обработки поверхностей трения - направляющих включает; предварительную механическую обработку направляющих; обработку рабочих поверхностей порошком электрокорунда зернистостью 500-800 мкм в струйных камерах при давлении сжатого воздуха 0,5-0,6 МПа с углом наклона струи абразива к поверхности детали 45-70°, расстоянием от сопла до по- верхности.детали 20-80 мм, расходе возду- хэ 6-8 м /мин; очистку обрабатываемых поверхностей сжатым воздухом и промывку в органическом растворе типа Лабомид- 315 с последующим ополаскиванием в синтетическом моющем средстве типа Лабомид-102 ; сушку сжатым воздухом; газотермическое напыление износостойкого самофлюсующего механически легировансо
с
о
ного порошка, включающего следующие ингредиенты, %:
Углерод0,8-1,2
Хром9-12
Никель32-36
Марганец з-6
Бор4-6
Кремний5-7
ЖелезоОстальное
с дисперсностью частиц 40-100 мкм,
Для напыления могут использоваться установки УПУ-3, УПУ-5, УПУ-30, Плазма- техник АГ с до.заторами Твин (ФРГ). Режим напыления: ток 400-450 А; напряжение J50-45 8; дистанция напыления 80 мм; транспортирующий газ аргон + гелий. После напыления осуществляют медленное охлаждение в асбестовой шубе, затем визуальный контроль качества покрытия и нанесение на напыленные поверхности слоя, поглощающего лазерное излучение, сплошное оплавление рабочих поверхно- |стей лазерным излучением осуществляют три использовании СОа, лазера типа ЛГН- 1702 мощностью 800 Вт. Рекомендуется следующий режим: плотность мощности излучения Вт/см ; диаметр пятна сфокусированного излучения 1-3 мм; время термического воздействия 0,2 с.
После охлаждения покрытие шлифуют алмазными кругами марки АСКМ, АСК, АСВ с зернистостью 200/160; 250/200. Рекомендуемые режимы: скорость круга 30-35 м/с; подача продольная 0,3 м/с; подача попе- : речная 1,8 мм/ход; глубина резания 0,15- |0,1 мм. Затем контролирует качество обработки и толщину покрытия (бетте-тол- щинометрами типа БТИ-8, БТИ-4); наносят слой, поглощающий лазерное излучение, и оплавляют полученный после шлифования микрорельеф сканирующим лазерным лучом. При использовании лазера Л ГИ-702 рекомендуется режим: плотность мощности лазерного излучения Вт/см ; диаметр пятна сфокусированного излучения 0,6 мм; подача - скорость перемещения зоны обработки 0,4 мм/с; степень перекрытия дорожек излучения 1,3-1,5; плотность энергии излучения 0,8-1,6 Дж/мм ; кратность воздействия 2-16.
Затем проводят очистку поверхности раствором Лабомид-101 и осуществляют контроль шероховатости и волнистости (профилограф-профилометр мод.201) и контроль геометрических размеров согласно нормативной точности.
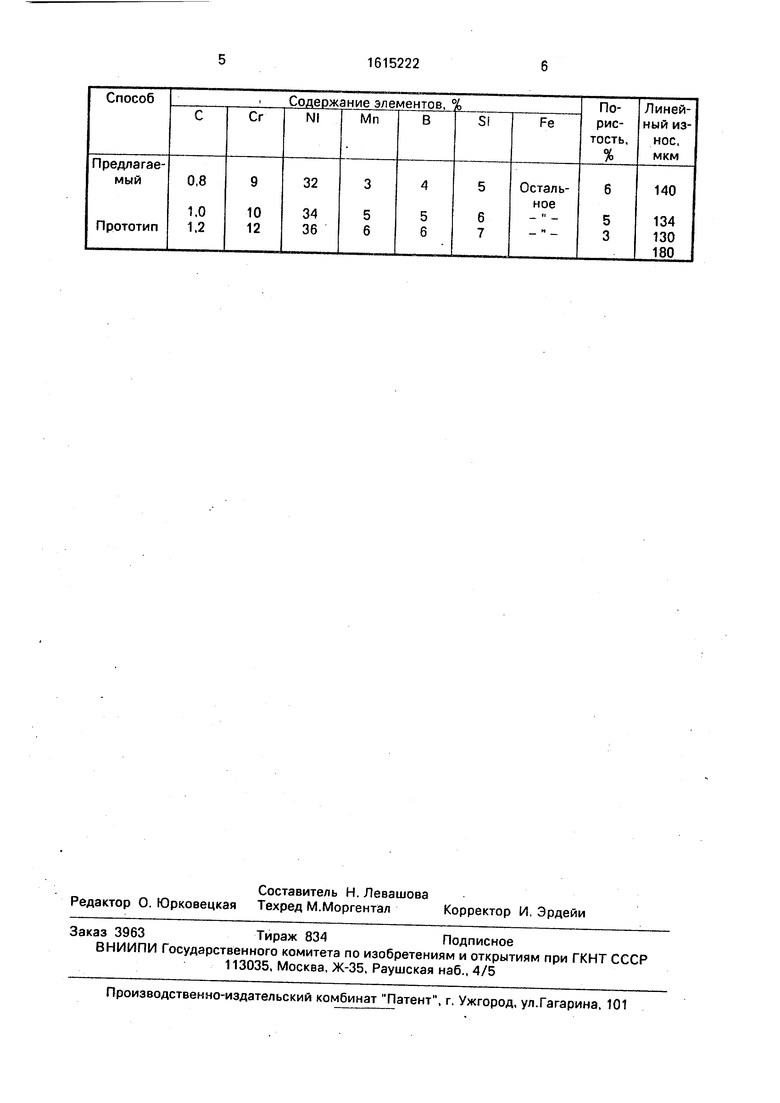
Результаты сравнительных испытаний поверхностей, обработанных по предложенному и известному (прототип) способам приведены в таблице.
5Как следует из данных, представленных
в таблице, предложенный способ обеспечивает повышение износостойкости.
Использование покрытия на основе железа взамен покрытия на никелевой основе
0 позволяет снизить стоимость обработки.
После шлифования покрытия образующиеся микронеровности оплавляют лазерным излучением, что увеличивает площадь фактического контакта, его жесткость, со5 противление схватыванию и уменьшает износ в период приработки.
Металлографический и электронно- микроскопический анализ покрытий показал, что содержание железа в порошковом
0 материале не должно превышать 50% для реализации свойства самофлюсования, удовлетворительной смачиваемости и образования износостойкой структуры. Дифференцированно-термический анализ
5 порошков рассмотренных составов показал, что повышение содержания бора и кремния приводит к понижению точки начала оплавления, что позволяет избежать ре- кристаллизации.его структуры
0
Формула изобретения
Способ обработки поверхностей трения, включающий предварительную ме- 5 ханическую обработку, напыление износостойкого покрытия самофлюсующегося сплава, последующее его оплавление лазерным лучом, отличающийся тем, что, с целью повыше1:)ия износостойкости, 0 контактной жесткости и улучшения качества поверхностей трения, снижения стоимости обработки, в качестве самофлюсующегося сплава используют порошковый сплав состава, %: В
Хром9-12
Никель32-36Марганец3-6
Бор4-6
0 Кремний.5-7
ЖелезоОстальное
после .оплавления лазерным лучом проводят окончательную механическую обработку, затем облучают по- 5 верхности трения сканирующим лазерным лучом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТРЕНИЯ | 2000 |
|
RU2161211C1 |
| Способ лазерного упрочнения стальных изделий | 1990 |
|
SU1786187A1 |
| СПОСОБ НАПЛАВКИ САМОФЛЮСУЮЩИХ ПОРОШКОВ | 1992 |
|
RU2042738C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СЕКТОРОВ РАЗРЕЗНОГО КОЛЬЦА СОПЛОВОГО АППАРАТА | 1994 |
|
RU2069137C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЛИ МЕТАЛЛОСОДЕРЖАЩИЕ ПОВЕРХНОСТИ | 1995 |
|
RU2105826C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 1993 |
|
RU2042728C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 1990 |
|
RU2030472C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 1992 |
|
RU2040570C1 |
| СПОСОБ ЭЛЕКТРОВЗРЫВНОГО НАПЫЛЕНИЯ КОМПОЗИЦИОННЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ СИСТЕМЫ TiB-MO НА ПОВЕРХНОСТИ ТРЕНИЯ | 2013 |
|
RU2547974C2 |
| ПОРОШОК ДЛЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 1991 |
|
RU2016914C1 |
Изобретение относится к металлургии, в частности к способам обработки поверхностей трения. Целью изобретения является повышение износостойкости, контактной жесткости, улучшение качества поверхностей трения и снижение стоимости обработки. Предлоагаемый способ заключается в том, что на поверхности трения после предварительной механической обработки напыляют самофлюсующийся порошковый сплав состава. %: хром 9-12
никель 32-36
марганец 3-6
бор 4-6
кремний 5-7
железо остальное. После оплавления покрытия лазерным лучом проводят окончательную механическую обработку, после чего облучают поверхности трения сканирующим лазерным лучом. 1 табл.
| Патент Великобритании N; 1459035 кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Спиридонов Н.В | |||
| и др | |||
| Влияние лазерного нагрева на износостойкость композиционных покрытий | |||
| - Трение и износ | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
