Изобретение относится к области поверхностной обработки металлов, в частности к нанесению упрочняющих покрытий, а именно к способам нанесения упрочняющего покрытия на металлические или металлосодержащие поверхности.
Оно может быть использовано в самолетостроении, машиностроении, двигателестроении, станкостроении и при изготовлении других механизмов и машин, работающих в особо сложных условиях повышенных нагрузок, вибраций, высоких температур, при наличии агрессивных и коррозионных сред и т.п. а также при изготовлении и восстановлении которых необходимо предупредить появление или ликвидировать поверхностные повреждения и улучшить эксплуатационные характеристики, такие, как износостойкость, коррозионную стойкость, жаростойкость, жаропрочность и т.п.
В настоящее время, одной из важных проблем работоспособности деталей являются поверхностные повреждения, возникающие в результате механических воздействий, износа, коррозии и т.д. Для уменьшения или полного устранения таких повреждений детали подвергают поверхностному упрочнению, а изношенные поверхности деталей восстанавливают различными методами. Однако, в некоторых случаях из-за сложной геометрии поверхности и профиля деталей восстановить ее с высоким качеством очень трудно. В области поверхностной обработки металлических материалов в настоящее время широкое распространение получили методы поверхностного упрочнения этих материалов с использованием лазерного луча. К ним относятся различные методы поверхностной закалки, наплавки, плакирования, газового легирования и т.д. Эти методы заключаются, в основном в том, что на упрочняемую поверхность детали воздействуют лазерным лучом и/или вводят в зону лазерного воздействия легирующий газ или материал.
Однако при закалке и газовом легировании не достигается большого эффекта упрочнения поверхности, так как упрочнение поверхности происходит за счет изменения структурно-фазового состояния материала подложки, и эти виды упрочнения применяются, в основном, для закаливащихся сталей, а не для широкого спектра материалов и не позволяют в корне изменить свойства подложки. Кроме того эти методы практически не изменяют геометрические размеры детали и не применимы при их восстановлении.
Наиболее целесообразно наносить на поверхность подложки упрочняющий материал со специальными свойствами, отличными от материала подложки (например, коррозионностойкий, жаропрочный, жаростойкий, износостойкий и т. п.). Упрочняющий материал используют в виде проволоки, пластины, прутка, порошка.
Известен целый ряд способов нанесения упрочняющего материала на металлические поверхности с использованием лазерного излучения, например, плакирование (см. патент США 3952180).
Указанный способ плакирования включает в себя:
нанесение вплотную на металлическую подложку одного или более материалов;
оплавление этого материала лазерным лучом.
Мощность лазерного луча составляет примерно 1-20 кВт, скорость обработки примерно 12,5-125 см/мин, диаметр лазерного луча около 2,5 мм. Наплавляемый материал представляет собой пруток, ленту или проволоку из кобальтовых, железных, никелевых и других сплавов.
Однако данный способ не может быть применим при нанесении упрочняющих покрытий на сложнопрофильные поверхности, так как очень сложно изготовить пластину, проволоку иди пруток, повторяющие упрочняемую поверхность, и при наложении плотно прижать их к подложке. При недостаточном контакте упрочняющего материала с подложкой имеет место неполное сплавление и другие дефекты.
Кроме того, в некоторых случаях необходимо сочетание упрочненных и неупрочненных зон со свойствами, отличными от свойств подложки. Такую поверхность создать вышеизложенным способом очень сложно.
Известен, например, способ лазерной наплавки (см. патент США 4832983), заключающийся в нанесении на поверхность смеси порошковых материалов и сплавлении ее сканирующим лазерным лучом поперек нанесенного порошкового материалы
При этом луч лазера отражается от фокусирующего зеркала, попадает на колеблющееся поворотное зеркало и, отражаясь от него, падает на обрабатываемую поверхность в расфокусированном состоянии, оплавляя насыпанный порошковый материал.
Однако и этот способ не позволяет упрочнять сложнопрофильные поверхности, так как имеется возможность выноса порошкового материала из зоны плавления при защите подложки от окисления струей инертного газа, а при упрочнении поверхности малых размеров трудно нанести на нее порошковый материал одинаковой высоты и удержать его на этой поверхности.
Исключить возможность выноса порошка из зоны лазерного воздействия можно, вдувая порошок прямо в зону лазерного воздействия. При этом порошок сразу плавиться и формирует на поверхности упрочненный наплавленный сдой.
Однако при восстановлении поверхности с переменными геометрическими параметрами (например лопатки турбины, компрессора) для качественного сплавления наплавляемого материала с подложкой необходимо регулировать величину удельной энергии, поглащаемой единицей поверхности подложки, из- за возможности перегрева и деформации подложки. С изменением величины удельной энергии необходимо изменять расход порошка, что практически осуществить очень трудно и, кроме того, это неизбежно приводит к изменению размеров напавляемого слоя.
Создание на поверхности детали сочетания упрочненных и неупрочненных зон, отличных от материала подложки, которые значительно повышают износостойкость больших поверхностей при трении между собой, этим методом также невозможно.
Известен также способ лазерной обработки газотермических покрытий (H. Bat, H.Herman, R.J.Coyle. Laser processing of plasma-sprayed Ni-Cr coating. //Lasers in material processing. 1983, р.р.176-183).
Способ заключается в том, что:
поверхность подложки, на которую наносят упрочняющие покрытие подготавливают, создавая шероховатость поверхности;
на поверхность подготовленной подложки плазменным способом наносят покрытие;
после чего покрытие обрабатывают лазерным излучением.
Лазерный луч оплавляет покрытие, устраняет поры, находящиеся в нем. При этом наблюдается значительное повышение коррозионной стойкости поверхности подложки. Мощность лазерного луча составляет около 200-З00 Вт, а ширина оплавленных зон составляет примерно 20-25 мкм.
Однако возможность применения данного способа ограничена:
малой мощностью лазерного луча, которая ограничивает применение покрытий с высокой температурой плавления или имеющих достаточно большую толщину, и малыми размерами оплавленной зоны;
низкой производительностью, так как за один проход оплавить всю поверхность невозможно и необходимо повторно воздействовать лазерным лучом на неоплавленную поверхность.
Кроме того, при сплавлении покрытия лазерным лучом за счет неравномерного распределения энергии в пятне упрочненные зоны также неравномерные, что снижает качество обработки.
Задачей настоящего изобретения является создание такого способа нанесения упрочняющих покрытий на металлические и металлосодержащие поверхности, которые бы за счет изменения физико-химических свойств упрочняемой поверхности значительно повысили бы ее эксплуатационные свойства.
Эта задача решается тем, что способ нанесения упрочняющего покрытия на металлические или металлосодержащие поверхности, заключающийся в том, что сначала поверхность подложки, на которую наносят упрочняющее покрытие, подвергают активации, затем на эту подготовленную поверхность подложки наносят по меньшей мере одно упрочняющее покрытие, после чего проводят обработку полученного упрочняющего покрытия лазерным лучом, согласно изобретению, обработку упрочняющего покрытия осуществляют сфокусированным лазерным лучом с расстоянием от фокальной плоскости до обрабатываемой поверхности меньшей либо равной половине фокусного расстояния, диаметром в диапазоне от 0,2 мм до половины диаметра входящего в фокусирующий элемент луча, мощностью лазерного луча по меньшей мере 0,5 кВт, при скорости взаимного перемещения обрабатываемой поверхности и лазерного луча по меньшей мере 50 мм/мин.
Это позволяет оплавлять покрытия различных толщин из различных металлических или металлосодержащих материалов, и значительно повысить его качество, например снизить пористость, повысить твердость, износостойкость, коррозионностойкость и т.д.
Возможно обработку упрочняющего покрытия осуществлять до полного его оплавления по толщине.
Это обеспечивает снижение пористости по всей толщине упрочняющего покрытия и изменение его структуры.
Возможно обработку упрочняющего покрытия осуществлять до частичного его оплавления по толщине.
Это позволяет изменить свойства поверхности упрочняющего покрытия, например "залечить" поры на поверхности, снизить шероховатость и изменить структуру.
Целесообразно время взаимодействия луча лазера с упрочняющим покрытием в каждой его точке устанавливать в пределах от 0,3 до 0,8 от времени взаимодействия лазерного луча с покрытием в каждой точке при полном его оплавлении по толщине.
Это обеспечивает частичное оплавление упрочняющего покрытия по толщине и получение специальных свойств поверхности, например повышение износостойкости.
Возможно обработку упрочняющего покрытия осуществлять вплоть до подплавления подложки.
Это позволяет значительно повысить прочность сцепления покрытия с подложкой. Целесообразно время взаимодействия лазерного луча с упрочняющим покрытием в каждой его точке устанавливать по меньшей мере 1,1 от времени взаимодействия лазерного луча с покрытием в каждой точке при полном его оплавлении по толщине.
Это обеспечивает подплавление подложки и исключительно высокую прочность сцепления и качество упрочняющего покрытия.
Возможно обработку упрочняющего покрытия осуществлять по меньшей мере на части поверхности этого покрытия.
Это позволяет получить улучшение свойств на поверхности.
Возможно обработку упрочняющего покрытия осуществлять по периметру поверхности этого покрытия.
Это позволяет значительно повысить прочность сцепления упрочняющего покрытия с подложкой, не изменяя при этом физико-химических свойств поверхности этого покрытия.
Возможно обработку упрочняющего покрытия осуществлять вдоль и/или поперек его поверхности.
Это обеспечивает сочетание оплавленных и неоплавленных участков покрытия, что приводит к повышению износостойкости поверхности и релаксации остаточных напряжений.
Целесообразно, обработку упрочняющего покрытия осуществлять сканирующим лазерным лучом.
Это обеспечивает равномерное распределение энергии в пятне лазерного воздействия и равномерный нагрев в каждой точке упрочняющего покрытия, увеличение зоны обработки и производительности процесса.
Целесообразно частоту сканирования лазерного луча устанавливать равной по меньшей мере 40 Гц.
Это позволяет обеспечить высокую скорость сканирования и высокое качество оплавления упрочняющего покрытия без неоплавленных зон, с максимально возможным временем взаимодействия лазерного луча с поверхностью этого покрытия.
Целесообразно, амплитуду сканирования лазерного луча выбирать в зависимости от формы и геометрических размеров поверхности подложки с упрочняющим покрытием.
Это позволяет учесть особенности конструкции детали и повысить качество обработки.
Целесообразно амплитуду сканирования лазерного луча выбирать равной, по меньшей мере, половине диаметра этого луча.
Это позволяет увеличить зону лазерного воздействия и размеры оплавленного покрытия. Кроме того распределение энергии в зоне лазерного воздействия становится равномерным,
Целесообразно сканирование лазерного луча осуществлять по линии либо плоской геометрической фигуре.
Это дает возможность получить различные варианты распределения энергии в зоне лазерного воздействия и учесть геометрию детали с упрочняющим покрытием.
В дальнейшем патентуемый способ нанесения упрочняющего покрытия на металлические или металлосодержащие поверхности поясняется описанием конкретных примеров его выполнения и прилагаемыми чертежами, на которых:
фиг. 1 схематично изображает лазерную обработку упрочняющего покрытия до полного его оплавления, согласно заявляемому способу;
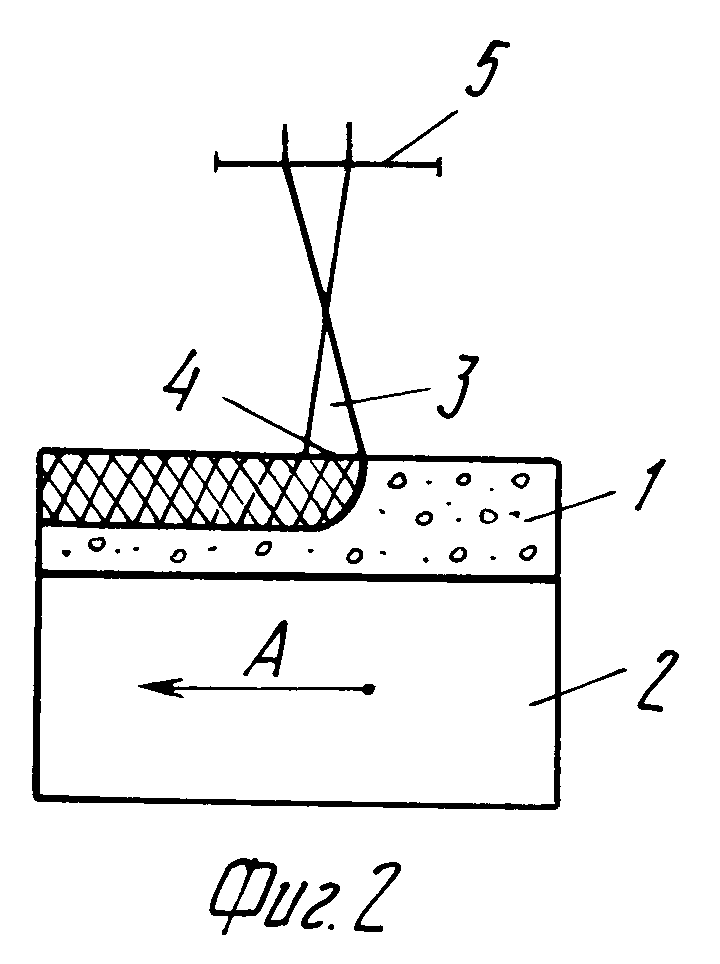
фиг. 2 схематично изображает лазерную обработку упрочняющего покрытия до частичного его оплавления по толщине, согласно заявляемому способу.
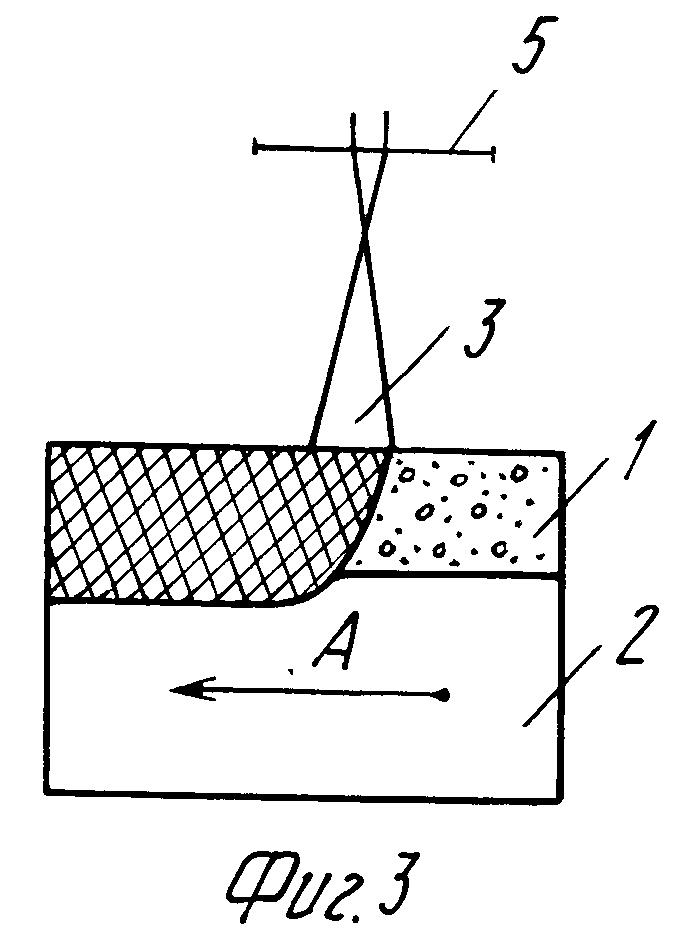
фиг. 3 схематично изображает лазерную обработку упрочняющего покрытия до подплавления подложки, согласно заявляемому способу;
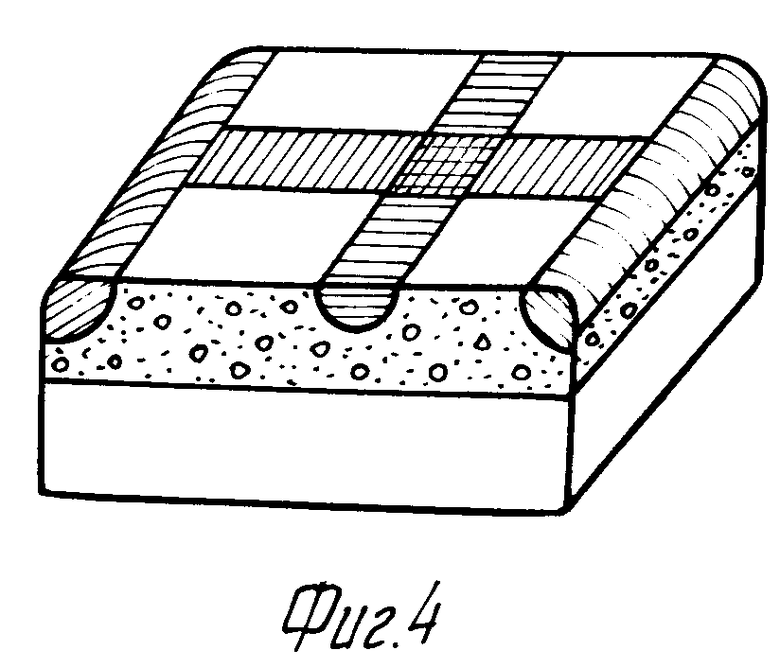
фиг. 4 схематично изображает лазерную обработку покрытия вдоль и/или поперек поверхности упрочняющего покрытия, согласно заявляемому способу;
фиг. 5 схематично изображает лазерную обработку упрочняющего покрытия сканирующим лучом лазера, согласно заявляемому способу;
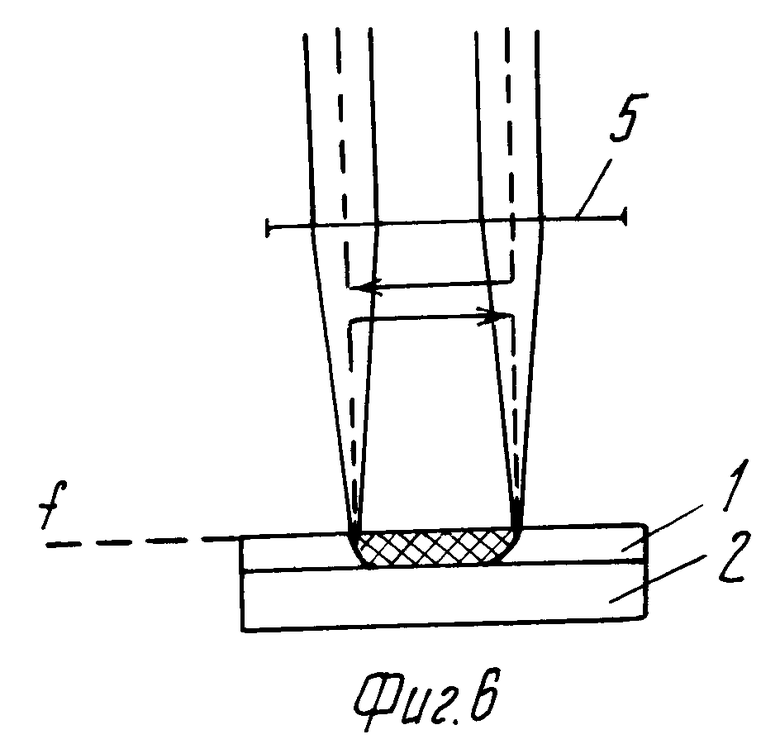
фиг. 6 схематично изображает лазерную обработку упрочняющего покрытия (фокальная плоскость совпадает с поверхностью этого покрытия), согласно заявляемому способу;
фиг. 7 схематично изображает лазерную обработку упрочняющего покрытия (фокальная плоскость находится под поверхностью этого покрытия), согласно заявляемому способу;
фиг. 8 схематично изображает лазерную обработку упрочняющего покрытия (фокальная плоскость находится над поверхностью
этого покрытия), согласно заявляемому способу;
Лучший вариант осуществления изобретения.
Патентуемый способ нанесения упрочняющего покрытия 1 (фиг. 1) на металлические или металлосодержащие поверхности 2 включает в себя следующие операции. Сначала поверхность 2 детали подготавливают под нанесение на нее упрочняющего покрытия 1 путем ее активации, которая заключается в том, что поверхность детали 2 обрабатывается поверхностно- пластическим деформированием и/или нанесением поверхностно-активных веществ, и/или нанесением гальванического легкоплавкого покрытия, термореагирующего покрытия, либо любым другим известным способом. Затем на эту подготовленную поверхность 2 наносят, например, плазменным, детонационным, газопламенным, гальваническим или любым другим известным методом упрочняющие покрытие 1, после чего проводят обработку полученного упрочняющего покрытия 1 сфокусированным лазерным лучом 3 путем его воздействия на движущуюся в направлении A поверхность. Экспериментально установлено, что в зоне 4 обработки поверхности покрытия 1 диаметр d лазерного луча 3 целесообразно выбирать в диапазоне примерно от 0,2 мм до половины диаметра D входящего в фокусирующий элемент луча 3. Диаметр d лазерного луча, равный 0,2 мм оптически минимально возможный размер диаметра d луча 3 в зоне 4 обработки при его фокусировке фокусирующим элементом 5. При лазерной обработке сфокусированным лучом 3 диаметром d в зоне 4 обработки больше половины несфокусированного луча 6, приводит к неравномерному энергетическому воздействию на упрочняющие покрытие 1. Мощность лазерного луча 3 следует устанавливать равной по меньшей мере 0,5 кВт, так как при меньшей мощности происходит только нагрев покрытия 1 без каких-либо структурных изменений. Максимальная величина мощности луча 3 зависит от возможностей лазерного генератора и физико-химических свойств упрочняющего покрытия 1 и поверхности 2 детали. Возможности лазерного генератора определяются его конструкцией. Физико-химические свойства упрочняющего покрытия 1 и поверхности 2 детали, к которым относятся температура плавления, теплопроводность, толщина покрытия и др. определяют необходимую величину лазерной энергии для получения на поверхности нужных свойств. Скорость перемещения поверхности упрочняющего покрытия 1 относительно лазерного луча 3 следует устанавливать равной по меньшей мере 50 мм/мин, так как снижение этой скорости менее 50 мм/мин приводит к перегреву покрытия 1 и большому уровню остаточных напряжений в нем и дальнейшему возможному его отслоения. При этом, расстояние L от фокальной плоскости f фокусирующего элемента 5 до зоны 4 обработки покрытия 1 может быть равно либо меньше половине фокусного расстояния F/2 фокусирующего элемента 5. Увеличение расстояния L от фокальной плоскости f до зоны 4 обработки покрытия 1 свыше половины фокусного расстояния F фокусирующего элемента 5 приводит к неравномерному распределению энергии в зоне 4 лазерной обработки покрытия 1 и, соответственно, к неравномерному проплавлению
покрытия 1 по его толщине h.
Упрочняющее покрытие 1 может быть обработало до полного его сплавления по толщине h.
Упрочняющее покрытие 1 может быть обработано до частичного его сплавления по толщине h (фиг. 2). При этом время взаимодействия луча 3 лазера с упрочняющим покрытием 1 в каждой его точке устанавливают в пределах от около 0,3 до около 0,8 от времени взаимодействия лазерного луча 3 с покрытием 1 в каждой точке при полном его сплавлении по толщине h При времени взаимодействия луча 3 лазера с покрытием 1 в каждой его точке менее 0,3 от времени взаимодействия лазерного луча 3 с покрытием 1 в каждой точке при полном его сплавлении по толщине h происходит только нагрев покрытия 1 без каких-либо структурных изменений, а при времени взаимодействия более 0,8 наблюдается местами полное проплавление покрытия 1 по толщине h в связи с его неоднородностью, что во многих случаях является нежелательным, например, при высоком уровне остаточных напряжений в покрытии 1, которые при полном сплавлении покрытия 1 приводит к его отслоения
Упрочняющее покрытие 1 может быть обработано вплоть до подплавления поверхности 2 детали (фиг.3). При этом, время взаимодействия лазерного луча 3 с упрочняющим покрытием в каждой его точке устанавливают примерно 1,1 от времени взаимодействия озерного луча 3 с этим покрытием 1 в каждой точке при полном его сплавлении по толщине h. При времени взаимодействия лазерного луча 3 с упрочняющем покрытием в каждой его точке менее 1,1 от времени взаимодействия лазерного луча 3 с этим покрытием 1 в каждой точке при полном его сплавлении по толщине из-за неоднородности покрытия 1 местами приводит к неполному сплавлению покрытия 1 с поверхностью 2 детали, что приводит к ухудшению свойств обработанного лазерным лучом 3 покрытия 1, например, снижению прочности сцепления и отслоению покрытия при работе в условиях высоких контактных нагрузок
Лазерная обработка может быть осуществлена по меньшей мере на части поверхности 9 упрочняющего покрытия 1, по периметру, вдоль и/или поперек этого покрытия (фиг. 4). Такая обработка позволяет получить дополнительные специальные свойства поверхности, например, повышенную прочность сцепления, износостойкость, коррозионную стойкость всего или части упрочняющего покрытия и т.д.
Обработка упрочняющего покрытия 1 может быть осуществлена сканирующим сфокусированным лазерным лучом (фиг.5), что значительно увеличивает площадь лазерного воздействия и выравнивает распределения энергии. Частота сканирования лазерного луча устанавливается равной по меньшей мере 40 Гц. При снижении частоты сканирования ниже 40 Гц для равномерного проплавления покрытия 1 необходимо снизить скорость обработки поверхности покрытия 1, что приводит к перегреву упрочняющего покрытия, повышению в нем уровня остаточных напряжении и, как следствие, к его отслоению. Амплитуду сканирования лазерного луча 3 выбирают в зависимости от формы и геометрических размеров поверхности 2 детали с упрочняющим покрытием 1 и равной по меньшей мере половине диаметра d этого луча 3, так как при сканировании луча 3 с меньшей амплитудой не достигается равномерное распределения энергии в зоне 4 лазерного воздействия.
Сканирование лазерного луча 3 можно осуществлять по линии или по плоской геометрической фигуре, что позволяет получать равномерное распределение энергии в зоне лазерного воздействия.
В дальнейшем изобретение подтверждается конкретными примерами, выполненными согласно патентуемому способу.
Пример 1 (фиг.6).
Для повышения износостойкости детали из высокопрочной стали на ее поверхность 2 наносили самофлюсующееся упрочняющее покрытие 1 на основе Ni-Cr-B-Si. Активацию поверхности 2 детали проводили обдувкой электрокорундом. Упрочняющее покрытие напыляли плазменным способом. Затем поверхность покрытия 1 оплавляли сканирующим сфокусированным лазерным лучом диаметром 0,2 мм, мощностью 1,0 кВт при скорости перемещения обрабатываемой поверхности 50 мм/мин. Фокальная плоскость совпадала с поверхностью обрабатываемого покрытия. Оплавление покрытия осуществляли на всю его толщину, равную 0,3 мм, при этом время взаимодействия лазерного луча с поверхностью упрочняющего покрытия составило 6,6х10 с. Частота сканирования лазерного луча составила 40 Гц, амплитуда сканирования лазерного луча равна 5 мм. Испытания на износостойкость показали ее повышение примерно в 3 раза. Результаты подтверждены испытаниями на износостойкость по утвержденной методике.
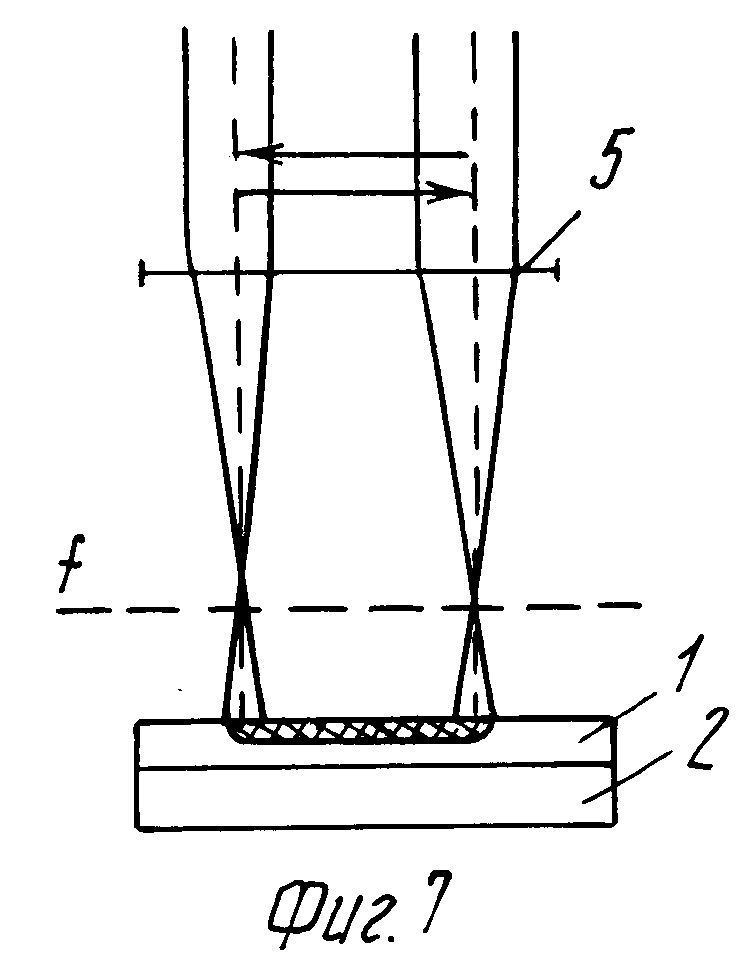
Пример 2 (фиг. 7).
Для восстановления детали из высокопрочной стали, имеющих на поверхности повреждение в виде электрохимической коррозии глузии глубиной до 0,5 мм проводили активацию поверхности 2 детали обдувкой электрокорундом с последующей обработкой ацетоном. Затем на поверхность наносили упрочняющее плазменное покрытие на основе Ni-Cr-B-Si. Для снижения пористости поверхности упрочняющего покрытия его обрабатывали сканирующим сфокусированным лазерным лучом диаметром 0,2 мм, мощностью 1,5 кВт, скорость перемещения обрабатываемой поверхности 200 мм/мин. Фокальная плоскость F фокусирующего элемента 5 находилась на расстоянии 10 мм под поверхностью упрочняющего покрытия. Оплавление покрытия осуществляли на глубину 0,1 мм, время взаимодействия лазерного луча с поверхностью покрытия составила 2 х 10 с. Частота сканирования лазерного луча составила 40 Гц, амплитуда сканирования лазерного луча равна 5 мм. В результате ремонтных работ восстановлены геометрические размеры детали, а также значительно повышена коррозионная стойкость детали. Испытания на коррозионную стойкость проводились по ускоренной методике в условиях соляного тумана. Наличие коррозионных повреждений не обнаружено, что позволило продлить ресурс работы детали.
Пример 3 (фиг. 8).
Для восстановления деталей из высокопрочной стали, подверженных ударным нагрузкам и имеющих повреждения в виде забоин, проводили активацию поверхности 2 детали обдувкой электрокорундом. Затем на поверхность 2 наносили самофлюсующееся покрытие 1 на основе Ni-Cr-B-Si после чего проводили сплавление сфокусированным лазерным лучом 3 диаметром 3,5 мм, мощностью 1,5 кВт и скорости перемещения обрабатываемой поверхности 600 мм/мин. Фокальная плоскость f находилась на расстоянии 15 мм над поверхностью покрытия 1. Оплавление покрытия 1 осуществляли с подплавлением поверхности 2 детали на глубину 0,1 мм, время взаимодействия лазерного луча 3 с поверхностью покрытия 1 составила 7,3х10 c. В результате ремонтных работ восстановлены геометрический размеры детали, при этом ресурс работы детали увеличился в два раза.
Пример 4.
Для восстановления деталей из жаропрочных никелевых сплавов, имеющих повреждения в виде износа при температурах свыше 800oC, проводили активацию поверхности подложки обдувкой электрокорундом, затем на поверхность наносили жаропрочное покрытие на основе никеля и хрома плазменным способом, толщина покрытия 2 мм, после чего проводили сплавление жаропрочного покрытия по периметру деталей с целью повышения его прочности сцепления. Диаметр сфокусированного сканирующего лазерного луча 4 мм, мощность 5 кВт, скорость перемещения обрабатываемой поверхности 600 мм/мин. Фокальная плоскость находилась на расстоянии 5 мм под поверхностью упрочняющего покрытия, частота сканирования лазерного луча 200 Гц, амплитуда сканирования 4 мм. В результате ремонтных работ восстановлены геометрические размеры детали, повышена ее износостойкость и жаропрочность. Эти результаты подтверждаются испытаниями упрочняющих покрытий на стенде в условиях, приближенных к реальным. Ресурс работы деталей увеличился в 3 раза.
Пример 5 (фиг.6).
Для восстановления деталей из высокопрочных титановых сплавов, имеющих повреждения в виде износа на глубину 0,5 мм в результате трения-скольжения проводили активацию поверхности 2 детали обдувкой электрокорундом, затем на поверхность наносили упрочняющие никелевое покрытие 1 детонационным способом, после чего проводили оплавление этого покрытия сфокусированным сканирующим лазерным лучом 3 диаметром 5 мм, мощностью 4 кВт, скорость перемещения обрабатываемой поверхности 300 мм/мин, частота сканирования 200 Гц, амплитуда сканирования 8 мм, сканирование осуществлялось по линии, фокальная плоскость а находится на поверхности упрочняющего покрытия 1. В результате ремонтных работ восстановлены геометрические размеры детали и повышена ее износостойкость в 6 раз. Результаты улучшения работоспособности деталей подтверждены испытаниями образцов на износостойкость, а также натурных деталей при стендовых испытаниях двигателя.
Пример 6.
Для восстановления кромки лопатки турбины, имеющий дефекты в результате окисления и газовой коррозии на глубину 1,0-2,0 мм поверхность очищали от продуктов окисления, затем проводили ее активацию и наносили плазменным методом сначала слой толщиной 0,5-0,2 мм состава ZrO + YO, а затем слой толщиной 0,9-1,8 мм состава Ni-Cr-Al-Y, после чего поверхность оплавляли сканирующим лазерным излучением мощностью 4 кВт, скоростью 400 мм/мин, частотой сканирования 200 Гц, амплитудой сканирования 4 мм, сканирование осуществляли по линии, фокальная плоскость f находится на поверхности упрочняющего покрытия. В результате ремонтных работ восстановлены геометрические размеры детали и повышена жаростойкость кромок лопаток турбины.
Вышеизложенные и другие конкретные примеры осуществления заявляемого способа нанесения упрочняющего покрытия сведены в ниже преведенную таблицу.
Способ нанесения упрочняющих покрытий на металлические или металлосодержащие поверхности может быть использован при изготовлении и восстановлении машин и механизмов, работающих в особо сложных условиях, повышенных нагрузок, вибрации, высоких температур, при наличии агрессивных коррозионных сред, а также при изготовлении и восстановлении которых необходимо предупредить появление или ликвидировать поверхностные повреждения и улучшит эксплуатационные характеристики, такие, как износостойкость, коррозионная стойкость, жаростойкость, жаропрочность и т.п. Это изобретение может быть широко применено в самолетостроении, двигателестроении, автомобилестроении, станкостроении и при изготовлении и восстановлении других механизмов и машин.
При нанесении упрочняющих покрытий на детали гидроцилиндров самолетов, подверженных электрохимической коррозии и работающих при больших величинах нагружение может быть использована лазерная обработка плазменных покрытий, которая позволит повысить коррозионную стойкость плазменных покрытий и их прочность сцепления с поверхностью детали.
При упрочнении и восстановлении лопаток компрессора авиационных двигателей из титановых сплавов, имеющих низкую износостойкость, может быть нанесено упрочняющие детонационное покрытие с последующим лазерным оплавлением. В результате упрочнения торцов лопаток улучшаются параметры работы двигателя (тяги двигателя).
Упрочнение направляющих при изготовлении прецизионных станков может быть осуществлено нанесением упрочняющих плазменных покрытий с последующий лазерной обработкой, что позволит повысить износостойкость и ресурс работы станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ СЕКТОРОВ РАЗРЕЗНОГО КОЛЬЦА СОПЛОВОГО АППАРАТА | 1994 |
|
RU2069137C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ НА ДЕТАЛИ ИЗ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 1995 |
|
RU2087584C1 |
| Способ лазерного аддитивного нанесения износостойкого немагнитного покрытия на защитные элементы корпуса роторных управляемых систем | 2022 |
|
RU2799193C1 |
| Способ изготовления немагнитного биметаллического защитного элемента корпуса роторной управляемой системы | 2024 |
|
RU2828522C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ С НИЗКИМ КОЭФФИЦИЕНТОМ ТРЕНИЯ | 2019 |
|
RU2718793C1 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА | 2014 |
|
RU2582840C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТИ МЕТАЛЛОВ И ИХ СПЛАВОВ (ВАРИАНТЫ) | 2010 |
|
RU2445378C2 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ СТАЛЕЙ МЕТОДОМ ЛАЗЕРНО-ПЛАЗМЕННОЙ ОБРАБОТКИ | 2010 |
|
RU2447012C1 |
| Способ получения износостойкого покрытия | 2024 |
|
RU2826362C1 |
| СПОСОБ ИНДУКЦИОННОГО УПРОЧНЕНИЯ И ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ | 2012 |
|
RU2507027C1 |


Изобретение может быть использовано в самолетостроении, машиностроении, двигателестроении, станкостроении и при изготовлении других механизмов и машин, работающих в особо сложных условиях. Способ нанесения упрочняющего покрытия на металлические или металлосодержащие поверхности включает активацию поверхности, нанесение по меньшей мере одного упрочняющего покрытия лазерным лучом, причем обработку покрытия осуществляют сфокусированным лазерным лучом диаметром в диапазоне от 0,2 мм до половины диаметра входящего в фокусирующий элемент луча, мощностью лазерного луча по меньшей мере 0,5 кВт при скорости взаимного перемещения обрабатываемой поверхности и лазерного луча по меньшей мере 50 мм/мин, расстояние от фокальной плоскости фокусирующего элемента до обрабатываемой поверхности меньше либо равно половине фокусного расстояния, при этом обработка упрочняющего покрытия может быть осуществлена до полного его оплавления по толщине или до чистичного его оплавления по толщине. 18 з.п.ф-лы, 8 ил.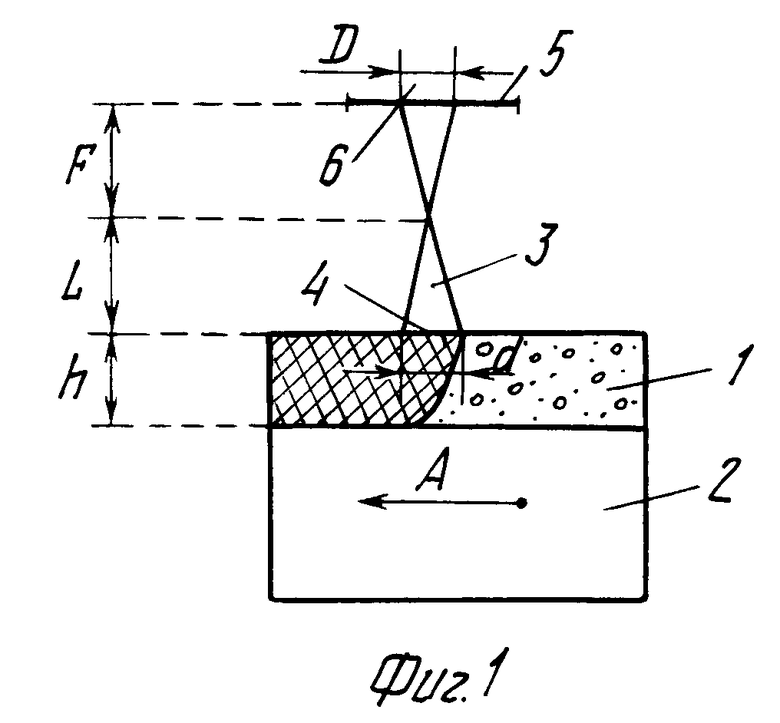
| Lazers in materials processing, 1983, р | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |
