Изобретение относится к металлургии, в частности к способам обработки поверхностей трения, и может быть использовано для повышения износостойкости, улучшения качества поверхностей трения и снижения расхода порошка (повышения коэффициента использования порошка).
Современной проблемой машиностроения является восстановление изношенных в процессе эксплуатации поверхностей деталей. Актуальность проблемы постоянно возрастает в связи с ужесточением условий работы изделий, повышением требований их изготовления, необходимостью экономии дорогостоящих и дефицитных металлов и сплавов. Одним из наиболее перспективных методов нанесения покрытий является лазерная наплавка. Данный метод позволяет эффективно восстанавливать изношенные детали и используется при изготовлении изделий с улучшенными или принципиально новыми эксплуатационными свойствами.
Практика лазерной наплавки показывает, что наплавленный порошками слой металла склонен к трещинообразованию вследствие ряда причин. Лазерная наплавка проходит в условиях высоких скоростей процессов расплавления и кристаллизации наплавленного металла, который формируется в условиях значительных температурных и концентрационных градиентов, что наряду с различием теплофизических свойств материалов подложки и покрытия приводит к возникновению значительных остаточных напряжений, которые способствуют образованию и развитию трещин, что в условиях жесткой эксплуатации снижает сопротивление усталости и износостойкости.
Для повышения износостойкости, улучшения качества поверхностей трения и увеличения коэффициента использования порошка используют порошковые смеси различного состава и способы их нанесения.
Известен способ модифицирования поверхностей трения, обеспечивающий высокие и стабильные механические свойства наплавленного металла, где в качестве наплавочного материала применяют сплав системы Ni-Cr-B-Si как наиболее универсальный по отношению к различным видам износа [Н.Н. Одинцов, B.C. Смирнов, С.Г. Горный, А.К. Лозовой. Лазерная порошковая наплавка металлов. - Л. О-во "Знание" РСФСР, ЛО, ЛДНТП, 1990. - 6 с.].
Причинами, препятствующими достижению требуемого технического результата, является склонность наплавленного слоя к трещинообразованию, возрастающая с увеличением твердости сплава, что требует дополнительных операций, усложняющих общий технологический процесс.
Известен способ обработки поверхностей трения с целью повышения износостойкости покрытий путем напыления механической смеси порошков двух сплавов (АС N 1609457, кл. C 23 С 4/04, опубл. 23.11.90), выбранных из сплавов на основе никеля, кобальта, железа.
Причинами, препятствующими достижению требуемого технического результата, является то, что применение порошковых смесей, не включающих в свой состав рафинирующих элементов (например, Ti и др.), в условиях перегрева при лазерном расплавлении может способствовать росту зерна и приводить к снижению физико-механических и триботехнических свойств наплавленного слоя. Кроме того, операция напыления характеризуется высокой пористостью напыленного слоя и низкой прочностью сцепления его с подложкой.
Наиболее близким по технической сущности к предлагаемому способу является способ обработки поверхностей трения с целью повышения износостойкости, контактной жесткости и улучшения качества поверхностей трения (АС N 1615222 A1, кл. C 23 C 4/04, B 23 K 26/00, опубл. 23.12.90), включающий напыление самофлюсующегося порошкового сплава состава, %:
Хром - 9-12
Никель - 32-36
Марганец - 3-6
Бор - 4-6
Кремний - 5-7
Железо - Остальное
После оплавления лазерным лучом проводят окончательную механическую обработку, затем облучают поверхности трения сканирующим лазерным лучом.
Причинами, препятствующими достижению требуемого технического результата, является то, что после механической обработки, которая может приводить к ухудшению качества поверхности и снижению триботехнических и физико-механических свойств, требуется обязательное проведение дополнительной операции, которая заключается в облучении поверхности трения сканирующим лазерным лучом. Без указанной операции невозможно достичь высокого качества поверхности и требуемых конструкционных свойств.
Задачей изобретения является разработка способа обработки поверхностей трения, позволяющего получать покрытия с высокими триботехническими свойствами для использования в высоконагруженных узлах трения.
Технический результат - повышение износостойкости, улучшение качества поверхностей трения и повышение коэффициента использования порошка.
Поставленный технический результат достигается тем, что в способе обработки поверхностей трения изделий из железоуглеродистых сплавов, включающим нанесение износостойкого покрытия самофлюсующегося сплава, последующее его оплавление лазерным лучом, в качестве самофлюсующегося сплава используют порошковую смесь состава, %:
Хром - 9,8 - 14
Бор - 2,0 - 2,4
Кремний - 2,8 - 3,2
Железо - 32,1 -32,8
Кобальт - 1,5 - 2
Титан - 0,5 - 0,8
Ниобий - 0,4 - 0,6
Молибден - 2,5-3,5
Никель - Остальное
указанную порошковую смесь подают на поверхность обрабатываемой детали посредством транспортирующей трубки, при этом смещают проекции осей трубки и лазерного луча на величину a/2, где a = (0,3-0,6)d, d - диаметр детали, относительно вертикальной оси детали.
Полученные условия повышения износостойкости, улучшения качества поверхностей трения изделий из железоуглеродистых сплавов и увеличение коэффициента использования порошка в предложенном способе основаны на следующем.
Необходимость выполнения условий, при которых в качестве самофлюсующегося сплава в процессе лазерной наплавки используют порошковую смесь состава:
Хром - 9,8 - 14
Бор - 2,0 - 2,4
Кремний - 2,8 - 3,2
Железо - 32,1 -32,8
Кобальт - 1,5 - 2
Титан - 0,5 - 0,8
Ниобий - 0,4 - 0,6
Молибден - 2,5-3,5
Никель - Остальное
объясняется следующим.
Самофлюсующийся сплав системы Ni-Cr-B-Si характеризуется недостаточной твердостью, износостойкостью, относительно низкой пластичностью, склонностью к трещинообразованию, недостаточной рафинированностью и наличием пор.
Для устранения указанных недостатков сплав системы Ni-Cr-B-Si был комплексно легирован следующими химическими элементами: кобальтом, титаном, ниобием и молибденом.
Для повышения твердости и износостойкости в сплав были введены титан (0,5-0,8%), ниобий (0,4-0,6%) и молибден (2,5-3,5%). Введение этих элементов в сплав, включающий в свой состав 9,8-14% хрома и значительное количество железа (32,1-32,8%) позволяет дополнительно повысить указанные свойства за счет образования карбидов TiC, NbC, Nb2C, Mo2C и др. и интерметаллидных фаз μ (типа Ni7Mo6, Fe3Mo2, Fe7Mo6), P (типа Mo39Cr23Ni37) и др., которые обладают особо высокой твердостью и повышенной износостойкостью. Так, например, титан упрочняет твердый раствор, образуя с никелем интерметаллидные соединения сложного состава.
Однако в данном случае с повышением твердости и износостойкости увеличивается чувствительность наплавленного слоя к трещинам. Для устранения этого недостатка в сплав был введен титан, который оказывает положительное влияние на излом и вязкость, особенно в присутствии молибдена и ниобия. Добавка титана в количестве 0,5-0,8% значительно снизила склонность наплавочного слоя к трещинообразованию вследствие формирования в структуре наплавленного металла пластичной γ- фазы. Добавка 1,5- 2,0% Co в наплавочный материал привела к дальнейшему увеличению пластичности сплава и уменьшила его чувствительность к внутренним концентраторам напряжений.
При наплавке никелевыми сплавами в наплавочном слое происходит образование горячих трещин, что требует снижения содержания вредных примесей, таких как фосфора, серы и др. Введение 0,5-0,8% титана позволило произвести рафинирование сплава, что позволило полностью исключить наличие трещин в наплавочном слое.
Для предотвращения образования пор при наплавке, которые характерны для сплавов системы Ni-Cr-B-Si в состав наплавочного материала был также введен титан в количестве 0,5-0,8%.
Именно такое сочетание компонентов при совместном их взаимодействии с хромом, бором, кремнием, железом и никелем приводит к образованию уникальных фаз, при которых в условиях лазерной наплавки происходит существенное изменение процесса кристаллизации. В результате чего повышается твердость и триботехнические свойства при сохранении высоких показателей пластичности, уменьшая тем самым склонность к трещинообразованию. Одновременно происходит рафинирование сплава.
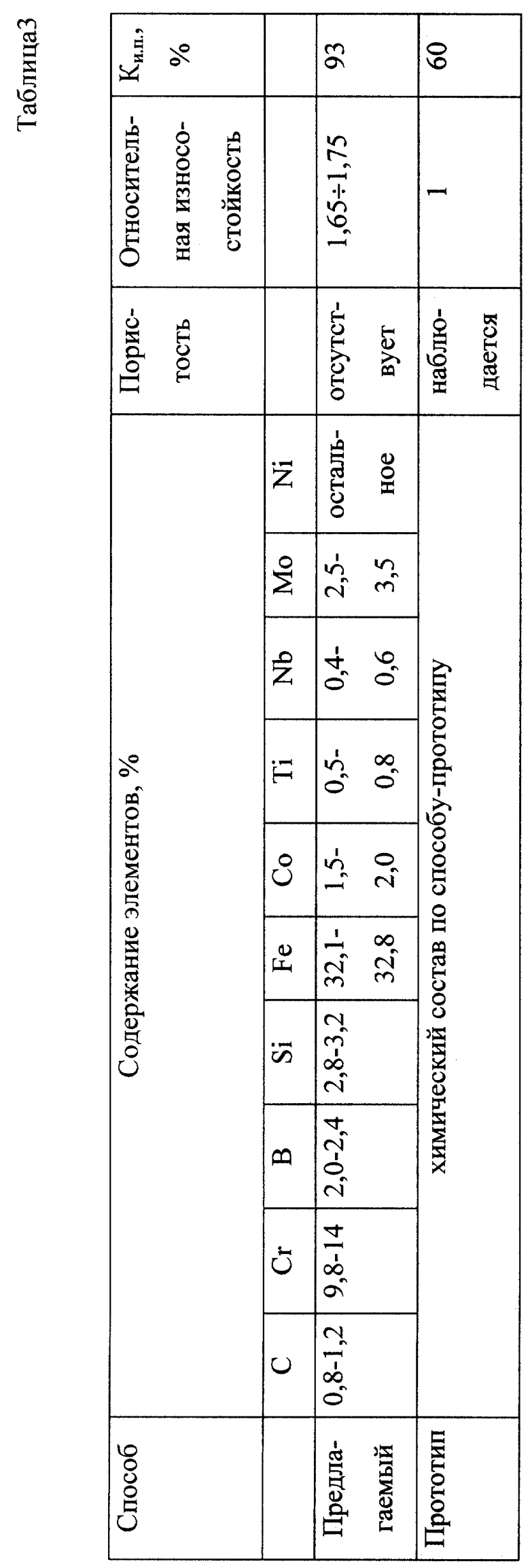
Выбранный диапазон процентного содержания каждого из описанных элементов (состав 2-4, табл. 1) обеспечивает наибольшую износостойкость (ε = 1,65÷1,75) и высокое качество поверхности трения (отсутствие пор) (табл.1).
При выходе за пределы указанного диапазона (состав 1,5, табл. 1) происходит ухудшение качества поверхности (появление пористости) и снижение износостойкости до 1,25 и 1,35 соответственно (табл. 1).
Необходимость выполнения условия, при котором осуществляют смещение проекций осей транспортирующей трубки и лазерного луча на величину a/2, где a = (0,3-0,6)d, d - диаметр детали, относительно вертикальной оси детали объясняется следующим.
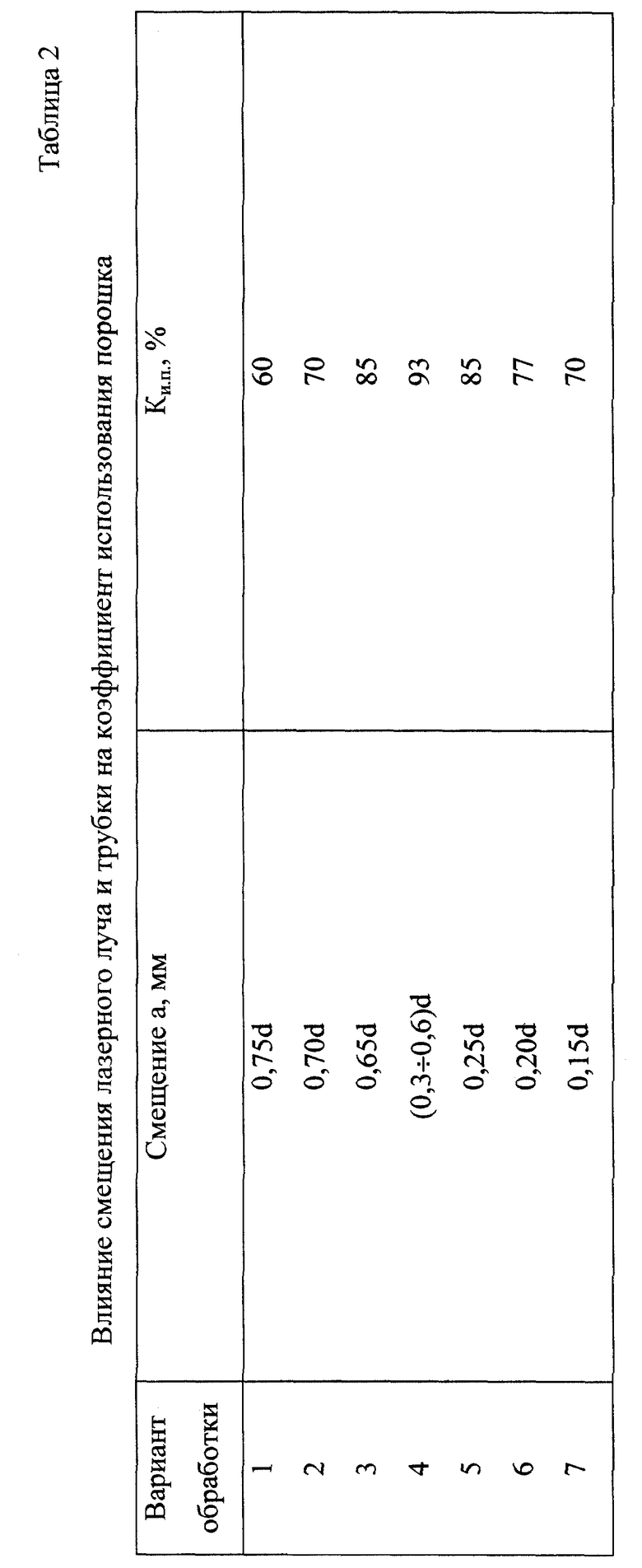
При a = (0,3-0,6)d достигается максимальное использование порошковой смеси при ее оплавлении в результате формирования горизонтального участка оптимальной протяженности на обрабатываемой поверхности детали (расстояние между точками A и B) (Фиг. 1). При данном варианте обработки (вариант обработки 4, табл. 2) коэффициент использования порошковой смеси достигает своего максимального значения и составляет 93% (табл.2).
При невыполнении этого условия снижается коэффициент использования порошка, что приводит к значительному удорожанию процесса наплавки.
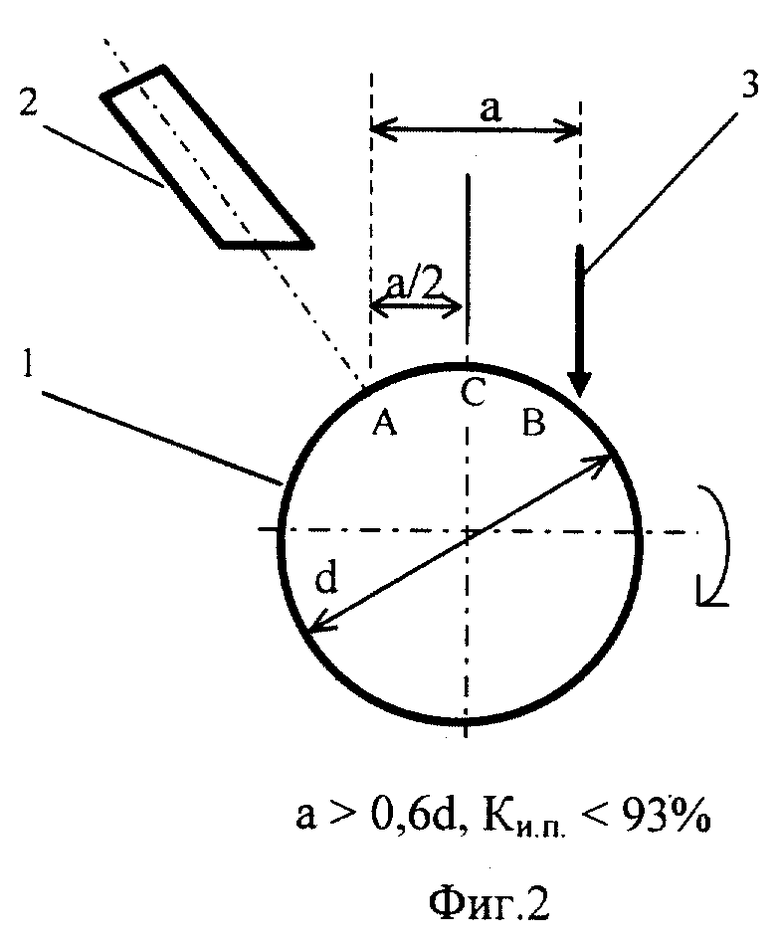
При a > 0,6d (Фиг.2) при подходе порошковой смеси к лазерному лучу происходит неполное ее оплавление в результате осыпания с поверхности детали части подаваемой порошковой смеси под действием гравитационных и инерционных сил, возникающих при вращении детали. Так, например, при варианте обработки 3 при смещении a = 0,65d происходит снижение коэффициента использования порошка до 85%. При возрастании величины смещения наблюдается тенденция к снижению коэффициента использования порошка (табл. 2).
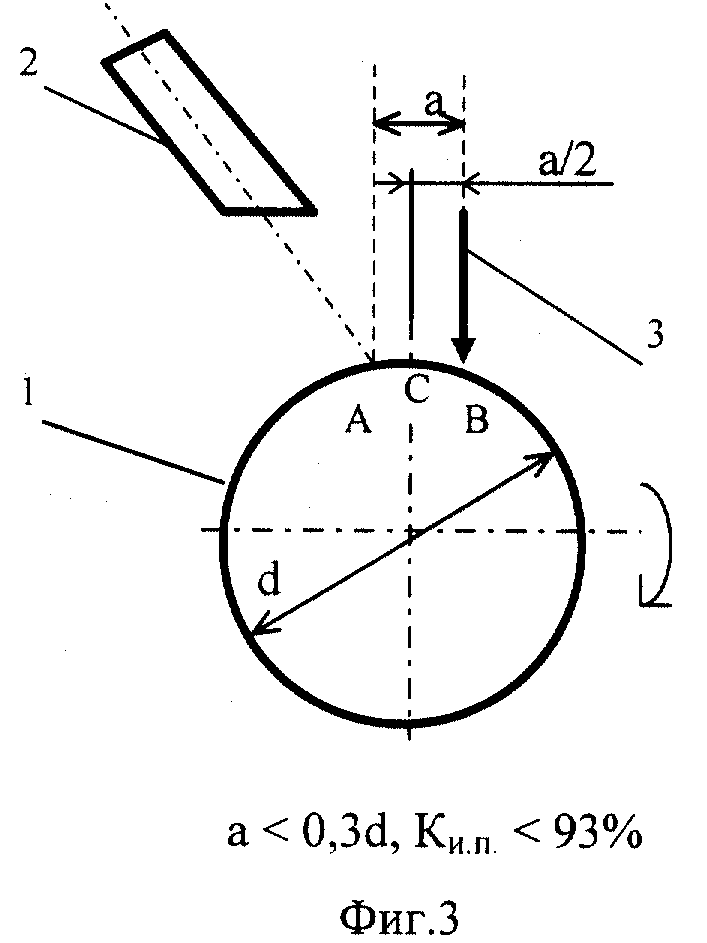
При а < 0,3d (Фиг. 3) также происходит неполное (частичное) оплавление смеси на поверхности детали в результате уменьшения времени, необходимого для ее полного оплавления. Так, при варианте обработки 5 при смещении a = 0,25d, происходит снижение коэффициента использования порошка до 85%. При уменьшении величины смещения происходит дальнейшее снижение коэффициента использования порошка (табл.2).
Приведем экспериментальные данные по выбору оптимальной величины смещения проекций осей транспортирующей трубки и лазерного луча от вертикальной оси обрабатываемой детали (см. табл.2).
Примем за оптимальный по коэффициенту использования порошка вариант четвертый (см. табл.2).
При данном варианте обработки (a = 0,3d-06d) (Фиг.2) Ки.п. равен 93% (табл. 2).
При увеличении величины смещения проекций транспортирующей трубки и лазерного луча (а > 0,6d) (Фиг.2) происходит снижение Ки.п.. (Ки.п. < 93%) за счет его осыпания с поверхности детали под действием гравитационных и инерционных сил, возникающих при вращении детали (табл.2, вариант обработки 1-3).
При уменьшении величины смещения лазерного луча и подающей трубки (а < 0,3d) (Фиг. 3). Коэффициент использования порошка также уменьшается (Ки.п. < 93%) в результате уменьшения времени, необходимого для полного оплавления порошковой смеси в процессе вращения детали (табл. 2, вариант обработки 5-7).
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявляемого изобретения, позволили установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявляемого изобретения, а определено из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволили выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объеме, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений, с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень" по действующему законодательству.
Сущность способа иллюстрируется чертежами, на которых представлено: фиг. 1 - способ обработки поверхности детали при смещении проекций осей транспортирующей трубки и лазерного луча относительно вертикальной оси обрабатываемой детали на величину a/2, где а = (0,3-0,6)d, коэффициент использования порошка Ки.п. = 93%; фиг.2 - способ обработки поверхности детали при смещении проекций осей транспортирующей трубки и лазерного луча относительно вертикальной оси обрабатываемой детали на величину a/2, где а > 0,6d, коэффициент использования порошка Ки.п. 93%; фиг.3 - способ обработки поверхности детали при смещении проекций осей транспортирующей трубки и лазерного луча относительно вертикальной оси обрабатываемой детали на величину a/2, где а < 0,3d, коэффициент использования порошка Ки.п. < 93%; 1 - обрабатываемая деталь; 2 - транспортирующая трубка; 3 - лазерный луч; a - расстояние между проекциями осей транспортирующей трубки (точка A) и лазерного луча (точка B) на поверхности обрабатываемой детали; d - диаметр детали; стрелкой показано направление вращения детали.
Предлагаемый способ осуществляется следующим образом. В самофлюсующийся сплав системы Ni-Cr-B-Si добавляли гранулированные порошки железа, кобальта, титана, ниобия, молибдена с дисперсностью частиц не более 100 мкм. Содержание указанного сплава и порошков составляло в % (по массе): сплав системы Ni-Cr-B-Si - 54,9-67,3; порошок железа - 32,1-32,8; порошок кобальта - 1,5-2,0; порошок титана - 0,5-0,8; порошок ниобия - 0,4-0,6; порошок молибдена - 2,5-3,5. Путем механического смешения получали однородную смесь следующего состава, %: хром - 9,8-14; бор - 2,0-2,4; кремний - 2,8-3,2; железо - 32,1-32,8; кобальт - 1,5-2; титан - 0,5-0,8; ниобий - 0,4-0,6; молибден - 2,5-3,5; никель - остальное. Порошковую смесь подавали на поверхность обрабатываемой детали 1 посредством транспортирующей трубки 2, при этом смещали проекции осей трубки 2 и лазерного луча 3 на величину a/2, где a = (0,3-0,6)d, d - диаметр детали, относительно вертикальной оси детали 2. Опыты по выявлению взаимосвязи между величиной смещения проекций осей транспортирующей трубки 2 и лазерного луча 3 и коэффициентом использования порошка проводились на сплавах оптимального состава (составы 2-4,табл.1).
Пример 1. В самофлюсующийся сплав системы Ni-Cr-B-Si добавляли гранулированные порошки железа, кобальта, титана, ниобия, молибдена с дисперсностью частиц не более 100 мкм. Содержание указанного сплава и порошков составляло в % (по массе): сплав системы Ni-Cr-B-Si - 54,9-67,3; порошок железа - 32,1-32,8; порошок кобальта - 1,5-2,0; порошок титана - 0,5-0,8; порошок ниобия - 0,4-0,6; порошок молибдена - 2,5-3,5. Путем механического смешения получали однородную смесь следующего состава, %: хром - 9,8-14; бор - 2,0-2,4; кремний - 2,8-3,2; железо - 32,1-32,8; кобальт - 1,5-2; титан - 0,5-0,8; ниобий - 0,4-0,6; молибден - 2,5-3,5; никель - остальное. Порошковую смесь подавали на поверхность обрабатываемой детали 1 посредством транспортирующей трубки 2, при этом смещали проекции осей трубки 2 и лазерного луча 3 на величину a/2, где a = (0,3-0,6)d, d - диаметр детали, относительно вертикальной оси детали 2. Лазерную наплавку осуществляли на установке непрерывного CO2-лазера "Комета-2" по режиму: плотность мощности излучения 105 Вт/см2, диаметр пятна сфокусированного излучения dп = 3 мм, линейная скорость обработки v = 0,5 мм/с.
Лазерной наплавке подвергали цилиндрическую деталь диаметром 50 мм, изготовленную из среднеуглеродистой конструкционной стали 40. Испытания на износостойкость (определение относительной износостойкости ε) осуществляли на установке "Шкода-Савин" при внедрении вращающегося эталонного ролика (ст. ШХ 15, 62 HRCэ) в исследуемую поверхность. Пористость определяли металлографическим методом на микроскопе МИМ-8 при увеличении х100. Рентгеноструктурные исследования проводили на дифрактометре ДРОН-3. Коэффициент использования порошка Ки.п. определяли весовым методом.
Пример 2. Способ осуществлялся по примеру 1. Отличием явилось процентное содержание легирующих элементов. В этом случае их распределение выглядело следующим образом: хром - 11,9%; бор - 2,2%; кремний - 3,0%; железо - 32,5%; кобальт - 1,8%; титан - 0,7%, ниобий - 0,5%; молибден - 3,0%; никель - остальное (табл. 1, состав 3).
Пример 3. Способ осуществлялся согласно примеру 1. Отличие состояло в том, что в качестве износостойкого покрытия был взят порошковый сплав с верхним пределом диапазона процентного содержания легирующих элементов, а именно: хром - 14%; бор - 2,4%; кремний - 3,2%; железо - 32,8%; кобальт - 2%; титан - 0,8%; ниобий - 0,6%; молибден - 3,5%; никель - остальное (табл. 1, состав 4).
В табл. 1 показано влияние содержания элементов в порошковой смеси на износостойкость и качество наплавленного слоя. Из табл. 1 видно, что оптимальному соотношению легирующих элементов в используемой порошковой смеси с наибольшей износостойкостью (ε = 1,65÷1,75) и высоким качеством поверхности трения (отсутствие пор) отвечают составы 2-4.
В табл.2 показано влияние смещения лазерного луча и трубки на коэффициент использования порошка. Из табл.2 видно, что оптимальным вариантом обработки с одновременным смещением лазерного луча и подающей трубки является четвертый (Ки.п. = 93%).
Одновременно проведены испытания детали по способу-прототипу. Результаты испытаний приведены в табл.3.
Из табл. 3 видно, что предлагаемый способ приводит к повышению износостойкости, улучшению качества поверхности и повышению коэффициента использования порошка.
На фиг. 4 (а, б) приведены микроструктуры наплавленного слоя, обработанного по предлагаемому способу (а) и способу-прототипу (б).
Итак, использование предложенного способа обработки поверхностей трения деталей по сравнению с деталями, обработанными по способу-прототипу обеспечивает:
повышение относительной износостойкости в 1,65-1,75 раз; улучшение качества поверхностей трения (отсутствие пор); повышение коэффициента использования порошка Ки.п..
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| СПОСОБ РЕМОНТА ДЕФЕКТОВ ЛИТЬЯ | 2001 |
|
RU2194603C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2010 |
|
RU2446930C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2003 |
|
RU2254219C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467855C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ КОНСТРУКЦИЙ С КОНЦЕНТРАТОРАМИ НАПРЯЖЕНИЙ | 2001 |
|
RU2204615C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467854C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННЫХ ПОКРЫТИЙ | 2000 |
|
RU2161171C1 |
| Состав сплава для наплавки | 1991 |
|
SU1816253A3 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2007 |
|
RU2356714C2 |

Способ обработки поверхности трения деталей из железоуглеродистых сплавов включает нанесение износостойкого покрытия самофлюсующегося сплава на основе порошковой смеси, содержащего, %: хром 9,8 - 14, бор 2,0 - 2,4, кремний 2,8 - 3,2, железо 32,1 - 32,8, кобальт 1,5 - 2, титан 0,5 - 0,8, ниобий 0,4 - 0,6, молибден 2,5 - 3,5, никель остальное, и последующее оплавление лазерным лучом, причем указанную порошковую смесь подают на поверхность обрабатываемой детали посредством транспортирующей трубки со смещением поверхности проекций осей трубки и лазерного луча на величину а/2, где а = (0,3 - 0,6)d, d - диаметр детали, относительно вертикальной оси детали. Техническим результатом изобретения является повышение износостойкости, улучшение качества поверхностей трения и повышение коэффициента использования порошка. 3 табл., 4 ил.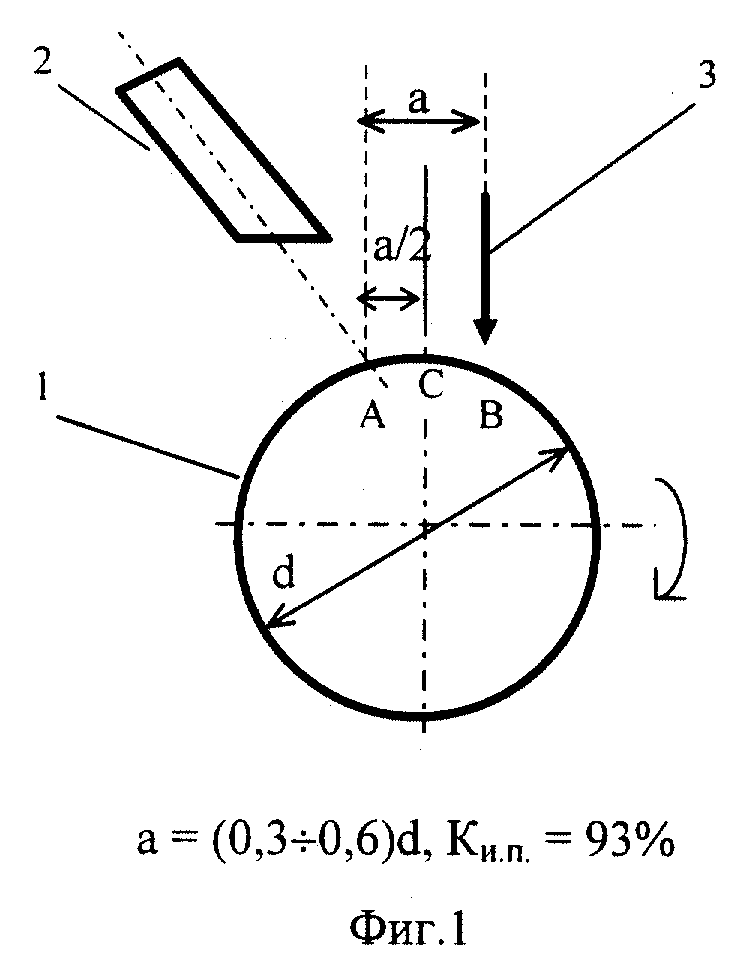
Способ обработки поверхности трения деталей из железоуглеродистых сплавов, включающий нанесение износостойкого покрытия самофлюсующегося сплава, последующее его оплавление лазерным лучом, отличающийся тем, что в качестве самофлюсующегося сплава используют порошковую смесь состава, %:
Хром - 9,8 - 14
Бор - 2,0 - 2,4
Кремний - 2,8 - 3,2
Железо - 32,1 - 32,8
Кобальт - 1,5 - 2
Титан - 0,5 - 0,8
Ниобий - 0,4 - 0,6
Молибден - 2,5 - 3,5
Никель - Остальное
указанную порошковую смесь подают на поверхность обрабатываемой детали посредством транспортирующей трубки, при этом смещают поверхности проекции осей трубки и лазерного луча на величину а/2, где а = (0,3 - 0,6)d, d - диаметр детали, относительно вертикальной оси детали.
| Способ обработки поверхностей трения | 1988 |
|
SU1615222A1 |
| СПОСОБ НАПЛАВКИ САМОФЛЮСУЮЩИХ ПОРОШКОВ | 1992 |
|
RU2042738C1 |
| DE 3715327 А1, 17.01.1988 | |||
| US 4594103 А, 10.06.1986 | |||
| Прибор для вычерчивания различных кривых | 1932 |
|
SU35377A1 |

