талла, рН и температуры электролита, Данные об измеренных параметрах заносятся одновременно во-все блоки 2 позиций ванны 10 основного процесса. По истечении времени ритма технологи- чески спутник совмещенной ванны перемещается на следующую позицию. Данные о количестве электричества из счетчика 7 aiinep-часов вводятся в первый блок позиции ванны, и вся информация , включая данные о концентрации рН и температуре, передается во второй блок позиции ванны.
Аналогичным образом измерения производится на второй позиции, TaioiM образом, при поступлении деталей на последнюю позицию совмещенной ванны основного процесса в блоке 2 позиции содержится информация о фактических режимных параметрах, измеренньпс на казздой из позиций, которая поступает в вычислительное устройство 8, где рассчитывается такое значение тока, чтобы при покрытии на последней позиции толщина достигла заданного значения. Кроме того, вычислительное устройство 8 суммирует общее количество электричества, прошедшее через электролит, путем опроса всех блоков позиции ванны 10 непосредственно после перемещения деталей на другую позицию, и с учетом фактических параметров обработки корректирует состав электролита при помощи блока 9.
Формула изобретения
Система управления гальванической
линией, содержащая пульт управления, блоки позиций по числу позиций линии, блок управления,блок программ, блок измерения поверхности, совмещенную ван- ванну основного процесса, стабилиэаторы тока и счетчики ампер-часов по числу позиций совмещенной ванны основного процесса, отличающаяся тем, что, с целью повьппения качества покрытия и экономии покрывающего металла при обработке изделий в многопозиционной ванне, она снабжена вычислительным уст ройством, блоком коррекции состава электролита, блоком измерения конце 1 грации, блоком нзмереиля
рН и блоком измерения температуры, причем вычислительное устройство по входам связано с каждым блоком позиции совмещенной ванны за исключе ием первого и с блоком программ,, по вь ходам - со стабилизатором тока последней позиции совмещенной ванны основного процесса и с блоком коррекции состава электролита, блок измерения кон- цегЕтрации, блок измерения рН и блок
измерения температуры по входам соединены с блоком программ и с совмещенной ванной основного процесса, а по выходам - с каждым блоком позиции совмещенной ванны основпого процесса,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления автооператором автоматических линий гальванопокрытий | 1983 |
|
SU1097721A1 |
| Устройство управления гальванической линией | 1986 |
|
SU1388469A1 |
| Устройство программного управления линией гальванопокрытий | 1985 |
|
SU1339169A1 |
| УСТРОЙСТВО ДЛЯ ПИТАНИЯ ГАЛЬВАНИЧЕСКИХ ВАНН | 1998 |
|
RU2135647C1 |
| Устройство программного управления автооператорами гальванической линии | 1986 |
|
SU1339170A1 |
| СПОСОБ ПЕРЕРАБОТКИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ | 2013 |
|
RU2537391C1 |
| СЧЕТЧИК АМПЕР-ЧАСОВ С ПЕРЕНОСНЫМ ПУЛЬТОМ УПРАВЛЕНИЯ И ДИАГНОСТИКИ | 2002 |
|
RU2231805C1 |
| Способ заряда аккумуляторной батареи | 1980 |
|
SU877657A1 |
| Многоканальное устройство для управления гальванообработкой | 1989 |
|
SU1672416A2 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
Изобретение относится к гальванотехнике и может быть использовано для управления как обычной гальванической линией, так и линией, включенной в систему ГАП гальваники. Цель изобретения - повышение качества покрытия и экономия покрывающего металла при обработке изделий в многопозиционной ванне. Система содержит пульт 1 управления, блоки 2 позиций, блок 3 управления, блок 4 программ, блок 5 измерения поверхности, стабилизаторы тока 6, счетчики ампер-часов 7 по числу позиций совмещенной ванны основного процесса, вычислительное устройство 8, блок 9 коррекции состава электролита, совмещенную ванну 10 основного процесса и блоки 11-13 измерения концентрации, рН и температуры, при помощи которых осуществляются прямые измерения режимных параметров ванны. Текущая информация о процессе хранится в блоках 2 позиции. В соответствии с указанной информацией и данными о количестве ампер-часов производится коррекция тока на последней позиции совмещенной ванны 10 основного процесса и коррекция состава электролита. 1 ил.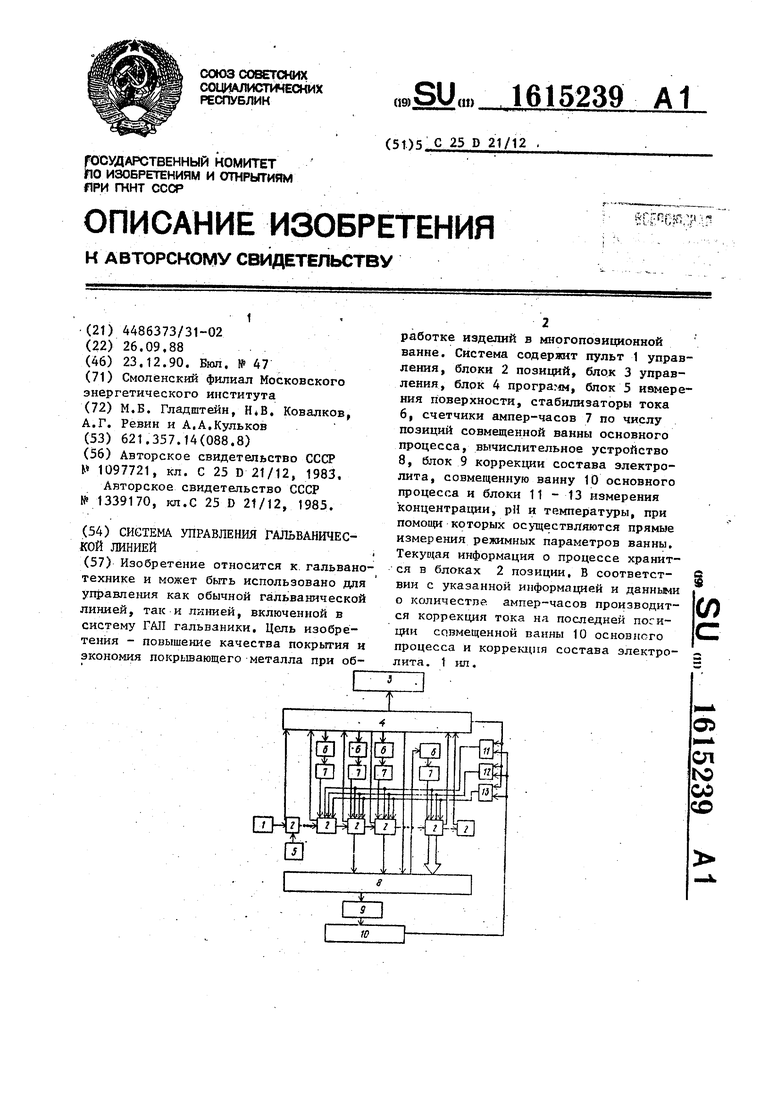
| Устройство управления автооператором автоматических линий гальванопокрытий | 1983 |
|
SU1097721A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство программного управления автооператорами гальванической линии | 1986 |
|
SU1339170A1 |
