ванию для гальваностегии и может быть использовано для управления автооператорами как обычно) гальванической линией, так и линией, включенной в состав ЛСУТП и гибких автоматизированных производств.
Целью изобретения является повышение качества изделий и экономии покрывающего металла.
На чертеже приведена функциональная схема устройства программного управления линией г альванопокрытий.
Устройство управления содержит по числу автооператоров блоки 1.1 - 1.П выборки команды, счетчики 2.1 - 2.П К(5манд, блоки 3.1-З.п программ, блоки 4.1-4.П памяти выдержек вреуказанному счетчиком 2.1 команд из блока 3.1 программ выбирается кома
,j да, представляющая собой адрес пер мещения автооператора, который пос лается в регистр 6.1 адреса и хран ся там до завершения выполнения ко манды. Согласно адресу перемещения
10 и информации, поступающий с путевы датчиков, блок 7.1 управления авто оператором формирует сигналы, пост пающае на двигатели автооператора. По адресу, указанному в регистре 6
1Ь адреса, из блока 4.1 памяти выдержек време}1и, представляющего собой набор адресуемых программных перек чателей, выбирается код, соответст вующий заданной выдержке времени.
мени, блоки 5.1-5.П отработки выдерж- 0 помсмцается в блок изменения длительности выдержки. Одновременно п адресу,хранящемуся в регистре 6.1 адрегл, увеличивается на единицу с держимое счетчика 11-1 количества грузок. В блоке 12 изменения выдер жек по математической модели проце са в соответствии с количеством за грузок ванны рассчитывается значение выдержки времени, которое поме
ки времени, регистры 6.1-б.п адреса блоки 7.1-7.П управления автооператором, а также пульт 8 управления, блок 9 анализа выполнения подпрограмм, б;1ок 10 коррекции состава электр(1лита , счетчики 1 1 . 1-1 1 .k коли lecTBa загрузок по числу ванн основного процесса и блок 12 изменения длительности выдержки.
YcTpcnjcTBo следующим образом.
Технол(5гическая программа перемещений и выдержек времени представляет собоГ совокупность отдельных подпрограмм, хранящихся в блоках памяти. Подпрограмма состоит из команд перемещения заданных в виде адреса позиции перемещения автооператора и синхрокоманды, завершающей каждую подпрограмму.
Перед началом работы транспортные механизмы устанавливаются в исходное положение. При подаче команды Пуск с пульта 8 управления на блок 10 коррекции состава электролита подается сигнал, по которому параметры растворов в ваннах доводятся до заданных ;)начен101. Одновременно производится обнуление счетчиков 11.1 - 11.k количества загрузок ванн основного процесса. В счетчики 2.1-2.П команд через блоки 1 . 1-1 .п выборки команды записывается число, указываюИзменение длительности обработк деталей в ванне основного процесса по математической модели с учетом количества предыдущих загрузок поз
щее адрес в блоках Зр1-3.п программ
, SR ляет повысить качество выпускаемых первой команды подпрограммы, выбран- D
изделий за счет более высокой точн сти нанесения покрытия заданной толщины и сократить расход покрываю щего металла.
ной на пульте 8 управления. I
Рассмотрим работу устройства только при управлении автооператором
указанному счетчиком 2.1 команд из блока 3.1 программ выбирается команда, представляющая собой адрес перемещения автооператора, который посылается в регистр 6.1 адреса и хранится там до завершения выполнения команды. Согласно адресу перемещения
и информации, поступающий с путевых датчиков, блок 7.1 управления автооператором формирует сигналы, посту- пающае на двигатели автооператора. По адресу, указанному в регистре 6.1
адреса, из блока 4.1 памяти выдержек време}1и, представляющего собой набор адресуемых программных переключателей, выбирается код, соответствующий заданной выдержке времени.
помсмцается в блок изменения дли
тельности выдержки. Одновременно по адресу,хранящемуся в регистре 6.1 адрегл, увеличивается на единицу содержимое счетчика 11-1 количества загрузок. В блоке 12 изменения выдержек по математической модели процесса в соответствии с количеством загрузок ванны рассчитывается значение выдержки времени, которое помещается в блок 5.1 отработки технологической В1лдержки времени. Отсчет времени выдержки начинается по команде с блока 7.1 управления. Сигнал окончания времени выдержки поступает
и блок 11 выборки команды, по которому содержимое счетчика 2.1 команд увелич Гвается и начинается выборка очередной команды подпрограммы. При выборке из блока программ 3 последней команды подпрограммы - синхрокоманды поступает сигнал в блок 9 анализа выполнения подпрограмм, кото- рьш запрещает выполнение последующих команд до прихода со всех блоков
3.1-З.п программ синхросигналов. При поступлении синхросигналов со всех блоков 3.1-З.п программ блок анализа выполнения подпрограмм разрешает одновременное выполнение первой команды очередной подпрограммы.
Изменение длительности обработки деталей в ванне основного процесса по математической модели с учетом количества предыдущих загрузок позволяет повысить качество выпускаемых
изделий за счет более высокой точности нанесения покрытия заданной толщины и сократить расход покрывающего металла.
3
Формула изобретени
Устройство программного управления линией гальванопокрытий, содержащее по числу автооператоров блоки выборки команды, счетчики команд, блоки программ, блоки памяти выдержек времени, блоки отработки выдержек времени, регистры адреса, блоки управления, пульт управления и блок анализа выполнения подпрограмм, о т личающееся тем, что, с целью повышения качества изделий и экономии покрывающего металла, оно снабжено блоком коррекции состава электролита, счетчиками количест69
ва загрузок по числу ванн основного процесса и блоком изменения длительности выдержки, причем вход блока коррекции состава электролита связан с пультом управления, входы блока изменения длительности выдержки соединены с блоком памяти вьщержек времени и счетчиками количества загрузок ванн основного процесса, выход блока изменения длительности выдержки связан с входом блока отработки выдержек времени, а входы счетчиков количества загрузок ванн основного процесса связаны с регистром адреса и пультом управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления гальванической линией | 1986 |
|
SU1388469A1 |
| Устройство управления транспортными механизмами гальванической линии | 1986 |
|
SU1375689A1 |
| Система программного управления гальванической линией | 1986 |
|
SU1399382A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Устройство для программного управления автооператорами гальванической линии | 1987 |
|
SU1429089A1 |
| Устройство программного управления автооператорами гальванической линии | 1976 |
|
SU654699A1 |
| Устройство программного управления автооператорами гальванической линии | 1981 |
|
SU969794A1 |
| Устройство для программного управления | 1981 |
|
SU1029145A1 |
| Командоаппарат для управления гальванической линией | 1986 |
|
SU1388470A1 |
| Устройство для управления автооператорами гальванических линий | 1979 |
|
SU877474A1 |
Изобретение относится к оборудованию для гальваностегии и может быть использовано для управления автооператорами гальванической линии. Цель изобретения - повьшгение качества изделий и экономия покры ваемого металла, которая достигается введением новых блоков и функциональных связей, позволяющих добиться более высокой точности нанесения покрытия заданной толщины. Устройство содержит по числу автооператоров блоки выборки команд 1, счетчики команд 2, блоки программ 3, блоки памяти выдержек времени 4, блоки отработки выдержки времени 5, регистры адреса 6, блоки управления автооператором 7, пульт 8 управления, блок анализа вьтолнения подпрограмм 9, блок 10 коррекции состава электролита, счетчики 11 количества загрузок по числу ванн основного процесса и блок изменения длительности выдержки 12. Вход блока 10 коррекции связан с пультом 8 управления, входы блока изменения длительности выдержки 12 соединены с блоком памяти 4 и счетчиками 11. Выход блока изменения выдержки 12 связан с входом блока 5 отработки, а входы счетчиков 11 связаны с регистром адреса 6 и пультом 8 управления. Повышение качества изделий и экономии покрываемого металла достигается введением в данное устройство блока коррекции состава электролита, счетчиков количества загрузок по числу ванн основного процесса и блока изменения длительности выдержки.1 ил. € (Л со со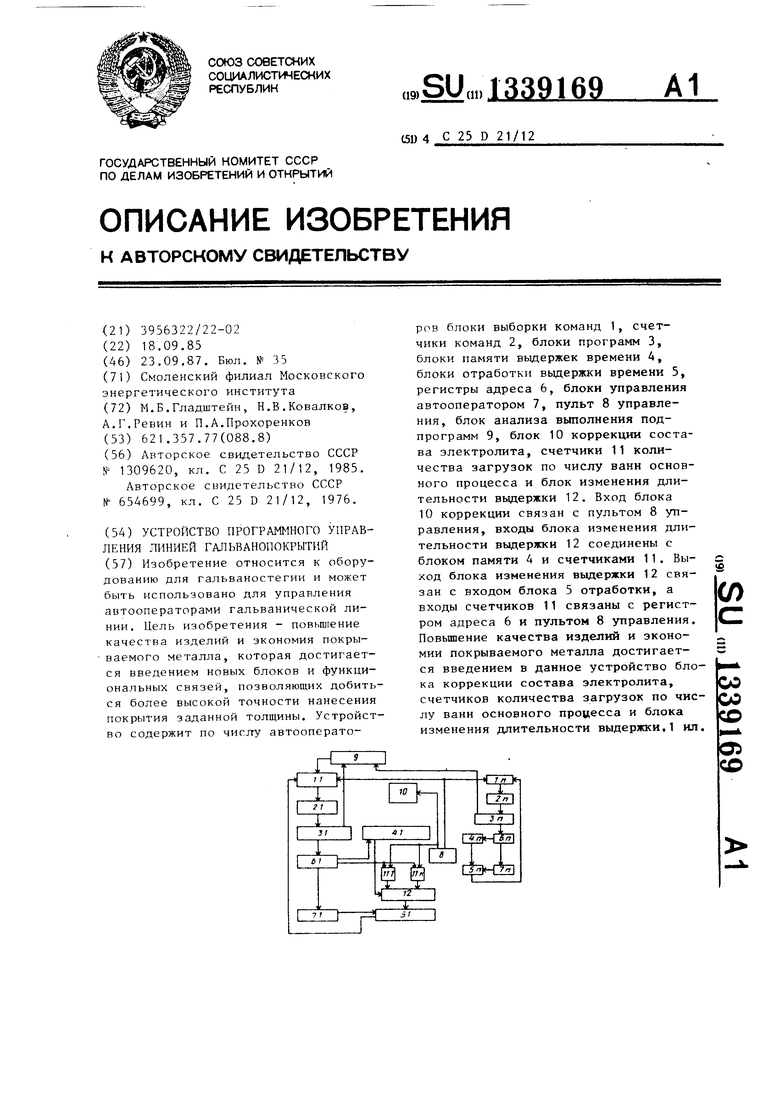
| СИСТЕМА УПРАВЛЕНИЯ ПАРАМЕТРАМИ ОБРАБАТЫВАЮЩЕЙ СРЕДЫ ТЕХНОЛОГИЧЕСКИХ АГРЕГАТОВ ГАЛЬВАНИЧЕСКИХ ЛИНИЙ | 1985 |
|
RU1309620C |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Устройство программного управления автооператорами гальванической линии | 1976 |
|
SU654699A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
