1
Изобретение относится к оборудованию для гальванотехники и может быть использовано для управления транспортными механизмами линий галь ванопокрытий.
Цель изобретения - повышение надежности и упрощение оборудования линии.
На фиг.1 приведена функциональ- ная схема устройства программного управления автооператорами; на фиг.2 блок управления автооператорами.
Устройство управления состоит из пульта 1 управления, анализатора 2 загрузки, блока 3 программ, блоков 4.1-4.П управления автооператорами, блока 5 измерения параметров ванн, блока 6 расчета величины тока, управляемых кодом источников 7.1-7.т тока по числу ванн основ- ;ного процесса. Выход пульта 1 управления соединен с первым входом анализатора 2 загрузки, второй вход которого связан с блоком 3 программ, вход которого соединен с выходом анализатора 2 загрузки. Входы блоков 4.1-4.П управления автооператорами соединены с блоком 3 программ. Первый вход блока 6 расчета величины тока связан с блоком 5 измерения параметров ванн, второй вход - с одним из выходов блока 3 программ, первый выход - с третьим входом анализатора 2 загрузки, а другие выхо- ды - с соответствующими управляемыми кодом источниками 7.1-7.т тока.
Пульт 1 содержит набор программных переключателей, при помощи которых оператор вводит номер програм- мы обработки.
Анализатор 2 представляет собой микропроцессорное вычислительное устройство, которое на основе данных поступающих из блока 3 программ и блока 6 расчета величины тока, позволяет запускать на линию подготовленные к обработке детали.
Блок 3 программ представляет собо совокупность программно адресуемых ячеек памяти, в которых хранятся данные о командах управления и выдержке времени.
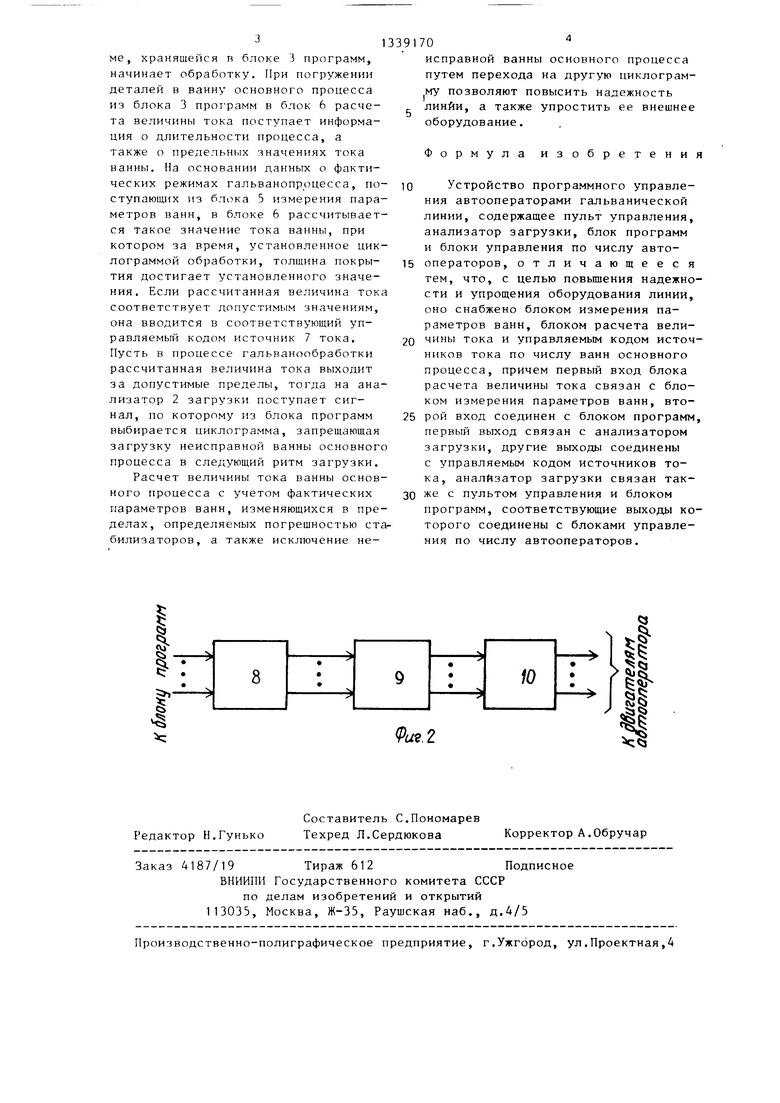
Блок 4 управления преобразует команды, поступающие с блока 3 про- грамм, в сигнал управления двигателями автооператора и содержит блок
8гальванической развязки, усилители
9и блок 10 магнитных пускателей.
702
Сигнал управления поступает с выхода блока 3 программ через блок 8 гальванической развязки, содержащий буферизирующие элементы и диодные оптроны на усилители 9. Выходы усилителей 9 связаны с блоком 10 магнитных пускателей, которые управляют двигателями автооператора.
Блок 5 измерения параметров ванн представляет собой совокупность усилителей и аналого-цифровых преобразователей .
Блок 6 расчета величины тока выполнен в виде микропроцессорного вычислительного устройства.
Управляемый кодом источник 7 тока представляет собой замкнутый стабилизатор тока, величина уставки которого вводится в цифровой форме.
Устройство работает следующим образом.
Все параметры основных ванн, влияющие на скорость процесса и качество покрытия, такие как температура электролита, концентрация ионов покрывающего металла и другие, стабилизируются локальной автоматикой. В течение гальванообработки эти параметры могут изменяться в пределах, определяемых точностью стабилизаторов. Точность стабилизаторов выбирается такой, чтобы при любых отклонениях стабилизируемых параметров от номинальных значений изменением величины тока можно было компенсироват совокупное влияние прочих параметров и достичь того, что за время, определенное циклограммой, толщина покрытия соответствует заданному значению. При этом блок 5 позволяет измерять параметры ванн с более высокой точностью, чем локальная автоматика стабилизирует эти же параметры.
Оператор, установив детали на позицию загрузки, набирает на пульте 1 управления номер программы обработки. Анализатор 2 загрузки на основании данных о программах, по которы ведется обработка, поступающих из блока 3 программ, и данных о деталях, подготовленных к обработке, поступающих из пульта 1 управления выдает сигнал разрешения запуска изделий в обработку в следующий ритм загрузки. Но этому сигналу автооператор забирает детали и по циклограм1
;j
ме, хранящейся п блоке 3 программ, начинает обработку. При погружении деталей в ванну основного процесса из блока 3 прог рамм в блок 6 расчета величины тока поступает информация о длительности процесса, а также о предельных значениях тока ванны. На основании данных о фактических режимах гальванопроцесса, по- ступающих из блока 5 измерения параметров ванн, в блоке 6 рассчитывается такое значение тока ванны, при котором за время, установленное циклограммой обработки, толщина покры- тин достигает установленного значения. Если рассчитанная величина тока соответствует допустимым значениям, она вводится в соответствующий управляемый кодом источник 7 тока. Пусть в процессе гальванообработки рассчитанная величина тока выходит за допустимые пределы, тогда на анализатор 2 загрузки поступает сигнал, по которому из блока программ выбирается циклограмма, запрещающая загрузку неисправной ванны основного процесса в следующий ритм загрузки.
Расчет величины тока ванны основного процесса с учетом фактических параметров ванн, изменяющихся в пределах, определяемых погрешностью стабилизаторов, а также исключение не1339170
исправной ванны основного процесса путем перехода на другую циклограмму позволяют повысить надежность линии, а также упростить ее внешнее оборудование.
Формула изобретени
Устройство программного управления автооператорами гальванической линии, содержащее пульт управления, анализатор загрузки, блок программ и блоки управления по числу автооператоров, отличающееся тем, что, с целью повьшения надежности и упрощения оборудования линии, оно снабжено блоком измерения параметров ванн, блоком расчета величины тока и управляемым кодом источников тока по числу ванн основного процесса, причем первый вход блока расчета величины тока связан с блоком измерения параметров ванн, второй вход соединен с блоком программ первый выход связан с анализатором загрузки, другие выходы соединены с управляемым кодом источников тока, анализатор загрузки связан также с пультом управления и блоком nporpaNfM, соответствующие выходы которого соединены с блоками управления по числу автооператоров.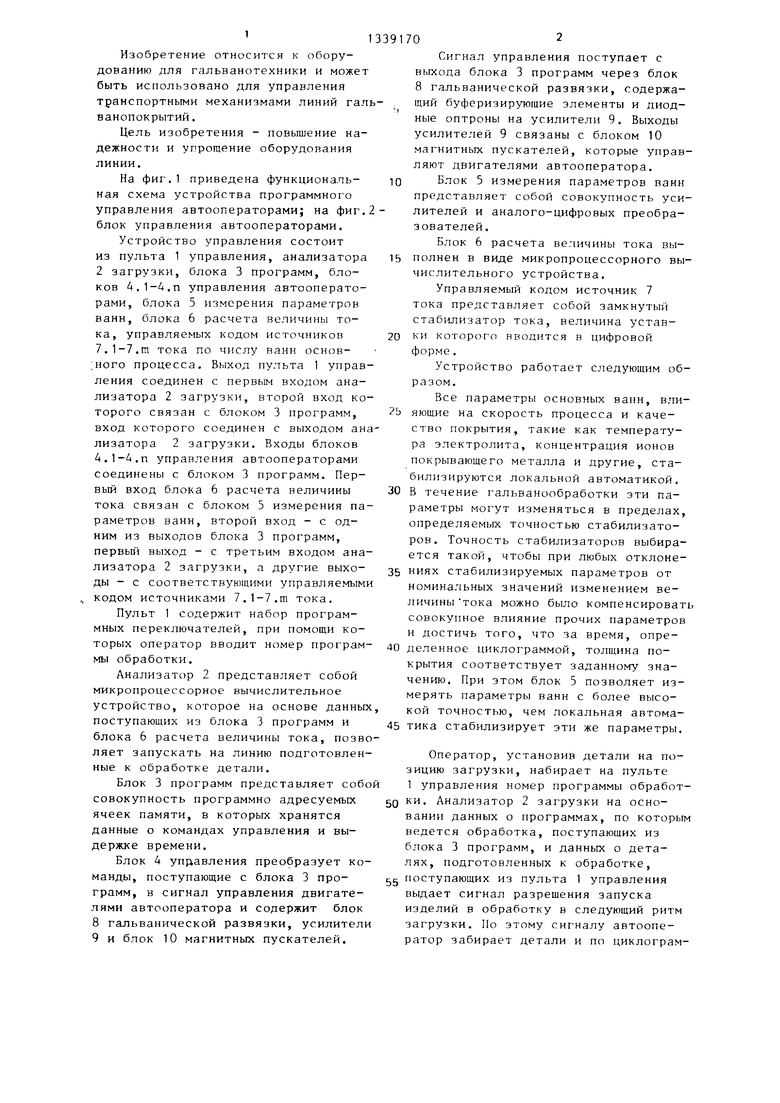
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления транспортными механизмами гальванической линии | 1986 |
|
SU1375689A1 |
| Система программного управления гальванической линией | 1986 |
|
SU1399382A1 |
| Устройство программного управления линией гальванопокрытий | 1985 |
|
SU1339169A1 |
| Командоаппарат для управления гальванической линией | 1986 |
|
SU1388470A1 |
| Устройство управления автооператором автоматических линий гальванопокрытий | 1983 |
|
SU1097721A1 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| СИСТЕМА СМЕШАННОГО ВОЗБУЖДЕНИЯ ТЯГОВЫХ ЭЛЕКТРОДВИГАТЕЛЕЙ ЭЛЕКТРОВОЗА | 2008 |
|
RU2371332C1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Система управления многопроцессной линией гальванопокрытий | 1982 |
|
SU1063870A2 |
| Устройство для программного управления автооператорами гальванической линии | 1979 |
|
SU857935A1 |
Изобретение относится к оборудованию для гальванотехники и может быть использовано для управления автоойераторами линий гальванопокрытий. Цель изобретения - повышение надежности и упрощение оборудования линии. Выход пульта 1 управления соединен с первь1м входом анализатора 2 загрузки, второй вход которого связан с блоком 3 программ, вход которого соединен с выходом анализатора 2 загрузки. Входы блоков 4.1-4.П управления автооператорами соединены с блоком 3 программ. Первый вход блока 6 расчета величины тока связан с блоком 5 измерения параметров ванн. Выходы блока 6 связаны с соответствующими управляемыми кодом источниками тока 7.1-7.т. Повышение надежности и упрощение оборудования достигается введением в устройство блока измерения параметров ванн, блока расчета величины тока и управляемых кодом источников тока. 2 ил. сл 00 со х
.2
4Q
Редактор Н.Гунько
Составитель С.Пономарев
Техред Л.Сердюкова Корректор А.Обручар
Заказ 4187/19 Тираж 612Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раущская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
| ПТБ | 0 |
|
SU406962A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ АВТООПЕРАТОРАМИ АВТОМАТИЧЕСКИХ ЛИНИЙ ГАЛЬВАНОПОКРЫТИЙ | 0 |
|
SU387041A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
