Изобретение относится к термической обработке крупногабаритных удлиненных изделий, преимущественно коленчатых валов, и является усовершенствованием изобретения по авт. св. № 1245838.
Цель изобретения - расщирение технологических возможностей.
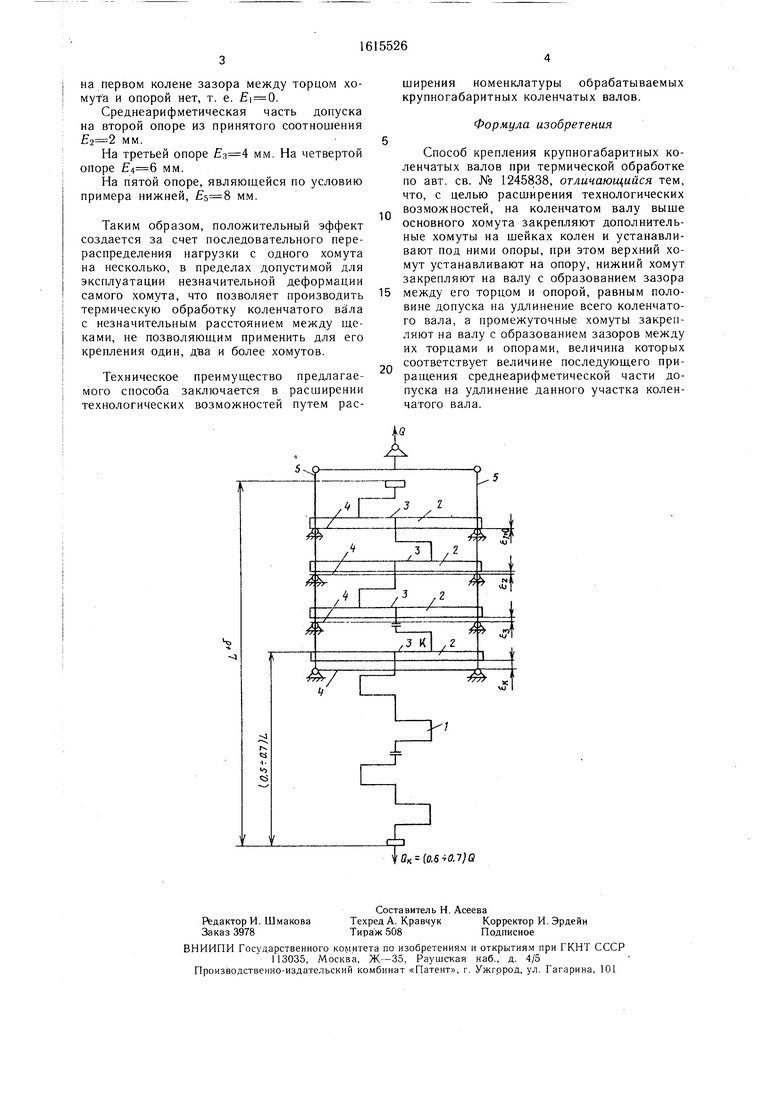
На чертеже показана схема способа крепления крупногабаритных коленчатых валов в вертикальном положении.
Крепление вал а 1 осуществляется хомутами 2 за щеки колен 3 на опоры 4 серег 5.
Способ крепления коленчатого вала на несколько хомутов осуществляется следующим образом.
Хомут первого от верха колена устанавливается на соответствующую опору 4 серег 5. В этом случае никакого зазора нет. Нижний торец промежуточных хомутов каждого последующего колена, в том числе и нижнего, имеет зазор между хомутом и опорой, больший предыдущего, величина которого определяется принятым соотнощением.
Действие механизма крепления заключается в том, что при недостаточной прочности первого от верха хомута он может претерпеть некоторую незначительную для практики деформацию до соприкосновения с опорами последующего (второго) хомута, при этом зазор третьего сокращается на имевшийся зазор второго и в случае недостаточной прочности двух первых перемещается лишь на зазор среднеарифметической части допуска, вычисленный из принятого соотношения, и так далее до того хомута, который обеспечит прочность всей суммы хомутов.
Пример. Допустим, что допуск на длину коленчатого вала составляет 16 мм. Принимается, что на верхнем участке коленчатого вала, составляющем 0,4 его длины, коэффициент ,5, количество опор . Тогда
05 01
сл
1чЭ
У
to
на первом колене зазора между торцом хо- мут а и опорой нет, т. е. 1 0.
Среднеарифметическая часть допуска на HiTopofl опоре из принятого соотношения мм.
На третьей опоре , мм. На четвертой опоре мм.
На пятой опоре, являюидейся по условию примера нижней, мм.
Таким образом, положительный эффект создается за счет последовательного перераспределения нагрузки с одного хомута на несколько, в пределах допустимой для эксплуатации незначительной деформации самого хомута, что позволяет производить термическую обработку коленчатого вала с незначительным расстоянием между иде- ками, не позволяющим применить для его крепления один, два и более хомутов.
Техническое преимущество предлагаемого способа заключается в расширении технологических возможностей путем рас
щирения номенклатуры обрабатываемых крупногабаритных коленчатых валов.
Формула изобретения
Способ крепления крупногабаритных коленчатых валов при термической обработке по авт. св. № 1245838, отличающийся тем, что, с целью расширения технологических возможностей, на коленчатом валу выше основного хо.мута закрепляют дополнительные хомуты на шейках колен и устанавливают под ними опоры, при этом верхний хомут устанавливают на опору, нижний хомут закрепляют на валу с образованием зазора между его торцом и опорой, равным половине допуска на удлинение всего коленчатого вала, а промежуточные хомуты закрепляют на валу с образованием зазоров между их торцами и опорами, величина которых соответствует величине последующего приращения среднеарифметической части допуска на удлинение данного участка коленчатого вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ крепления крупногабаритных коленчатых валов при термической обработке | 1984 |
|
SU1245838A1 |
| Подвеска для термообработки длинномерных изделий | 1984 |
|
SU1315494A1 |
| Устройство для многоярусной садки в нагревательную печь крупногабаритных поддонов | 1992 |
|
SU1836448A3 |
| Газовая баллонная установка, средство крепления баллона высокого давления на опорной поверхности, баллон высокого давления | 2017 |
|
RU2645097C1 |
| Штампы для штамповки крупногаба-РиТНыХ КОлЕНчАТыХ ВАлОВ | 1978 |
|
SU839645A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ПИЛЬНЫЙ МОДУЛЬ, ПИЛЬНЫЙ БЛОК И УСТРОЙСТВО ДЛЯ РАСПИЛОВКИ | 2005 |
|
RU2292259C2 |
| Составной коленчатый вал (варианты) | 2022 |
|
RU2791344C1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| Способ электрохимико-механической приработки коренных шеек коленчатого вала | 2018 |
|
RU2690133C1 |
Изобретение относится к термической обработке крупногабаритных удлиненных изделий, преимущественно коленчатых валов. Цель изобретения - расширение технологических возможностей. Крепление коленчатых валов при термообработке в вертикальном положении производится с помощью хомута, а верхнюю часть вала заневоливают по крайней мере на одном участке. На каждой шейке колена верхней части вала укрепляют промежуточные хомуты, связанные между собой и с нижним хомутом боковыми тягами с окнами, в которых расположены опоры для хомутов. Нижний хомут укреплен на валу с зазором, равным половине допуска на общую длину вала, первый промежуточный хомут сверху установлен без зазора, а другие промежуточные хомуты - с зазором, величина которого соответствует величине последующего приращения среднеарифметической части допуска на данном участке вала. 1 ил.
| Способ крепления крупногабаритных коленчатых валов при термической обработке | 1984 |
|
SU1245838A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
