Изобретение относится к прокатному производству и может быть использовано для горячей и холодной прокатки полос на непрерывных станах.
Цель изобретения - снижение расхода металла за счет уменьшения поперечной разнотолщинности полос.
Сущность изобретения заключается в том, что рабочие валки нечетных клетей стана имеют шлифованную поверхность с плйскими гранями, расположенными вдоль оси валка, а рабочие валки в четных клетях - шлифованную поверхность.
На фиг.1-3 схематически изображен непрерывный стан.
Валковые комплекты чистовой группы клетей непрерывного стана горячей прокатки полос показаны на . В
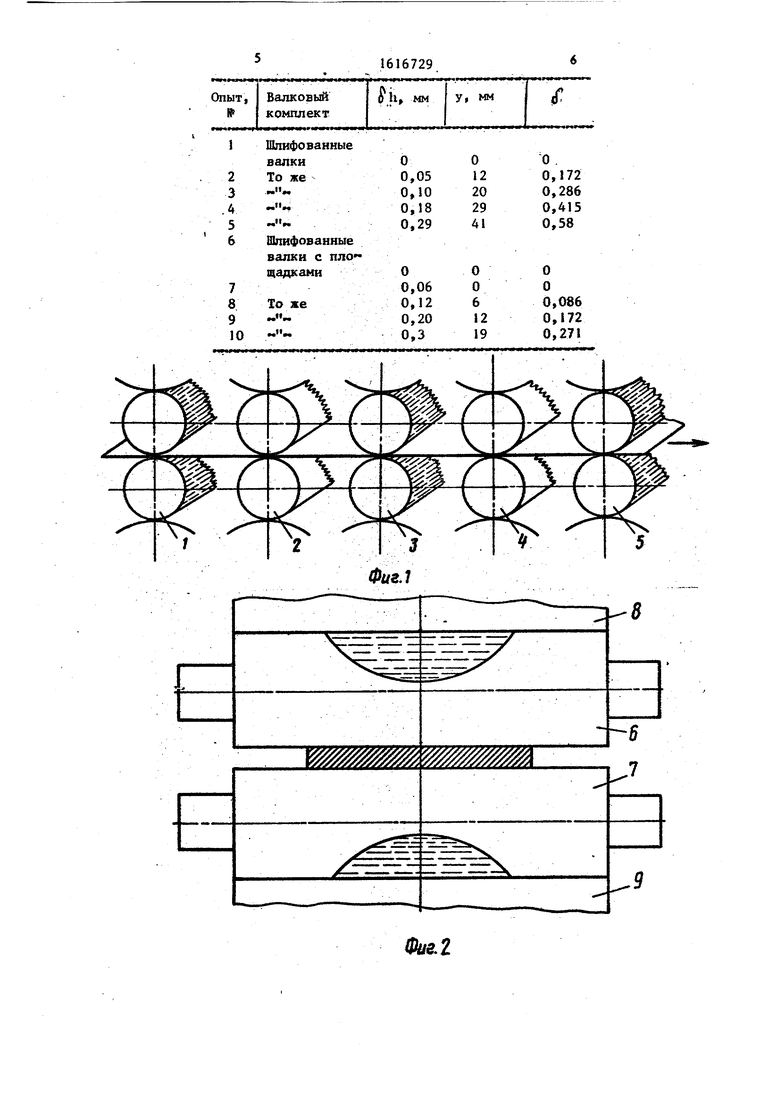
нечетных клетях группы установлены шлифованные рабочие валки с продольными плоскими микроплощадками,ориен- тированньми вдоль оси валка (клети I, 3 и 5). В четных клетях (клети 2 ; , и 4) установлены рабочие валки со I шлифованными поверхностями. Валковый ) комплект нечетной клети состоит из i двух рабочих валков 6 и 7 (фиг.2) со шлифованными поверхностями (R g л; 0,8-1,5 мкм) и продольными площадками и опорных валков 8 и 9, а в четных клетях рабочие валки выполнены со шлифованными поверхностями (Rg СО,8-1,5 мкм) без граней (Rg средняя высота микрошероховатостей поверх-, ности валков)о
Плоские площадки на поверхности валков выполняют при шлифовке их иа
о.
з: KI
с с
вальцешлифовальных станках ло спе циальным режимам, обеспечивающим вибрирование абразивного круга отно сительно поверхности валка. Опыты показывают, что на существунщих вальцешлифовапьных станках можно лучить площадки шириной d мм с шагом t (1,5-2)а (фиг.З). Длина площадки 1 оказывается равной шири не абразивного круга Площадки или впадины высотой 0,,1 мм по ра диусу валка можно получить также виб рированием вала в вертикальной плос кости при его пшифованни
Устойчивость полосы против смеш,е ния вдоль валка при прокатке в кле тях I, 3 и 5 обеспечивается тем, что в очаге деформации полоса защемлена, волнистой поверхностью валков и дви жение полосы вдоль валка затруднено внедрившимися в металл выступами их поверхностей, расположенных между гранями. Устойчивость полосы и четных клетях обеспечивается тем, что в результате различных обжатий и, сле дозатет№но, нормальных контактных напряжений на участках граней и выступов на полосе поверхность валков в очаге деформации получает соот ветствующий рельеф, препятствующий смещению полосы вдоль валка.
Работоспособность валковых коьт лектов проверена на лабораторном стане с диаметром валков D 100 мм и длиной бочки LB 180 мм (окружная скорость V 0,3 м/с). Использовали валКи со шлифованной поверхностью (Кд ft 1 мкм) и шлифованные валки (Кд мкм) с продольными площад- каии. Ширина площадок а ftr 1,3 мм, а шаг t-x2,6 мм, длина ITU 16 мм. Прокатывали полосы из алюминия толщиной ,3 MI- и длиной L 350 им. В качестве технологической смазки приме- няли эмульсол .Т. Неустойчивость полосы создавали перекосом валков в вертикальной плоскости на 0,05-0,3 нм. Полосы прокатывали с обжатием ih тс 1мм, Неустойчивость полосы оце нивали по величине смещения кромки полосы на заднем конце относительно
переднего конца полосы
У/В, где у - величина смещения задней
кромки;
В - ширина полосы, В таблице приведены опытные данные по исследованию устойчивости полос,
Как следует из таблицы, при прокатке в шлифованных валках при перекосе валков на величину oh 0,05 мм задний конец полосы смещается на 12 мм (5 0,172). При увеличении/ h смещение увеличивается, что свидетельствует о недостаточной устойчивости полосы. При прокатке в валках с продольньии гранями (опыты 6-10) при 0,06 мм полоса сохраняет свою устойчивость и о :0, При максимальном перекосе валков oh 0,3 мм смацение полосы при прокатке в валках с площадками почти в два раза меньше (опыт 10) по сравнению с прокаткой в шлифованных валках (опыт 5) Это показывает, что при прокатке в валковых комплектах на непрерывном широкополосном стане горячей прокат- ки поперечная разлотолщинность полос уменьшается примерно в два раза, , до 0,02-0,03 мм, что обеспе ш- вает экономию металла.
Формула изобретения
Непрерывный стан для прокатки полос, включающий несколько последовательно расположенных клетей, валковые комплекты которых содержат опорные валки и рабочие валки с различ- ной микрогеометрией поверхностей, отлич ающийся тем, что, с целью снижения расхода металла за счет уменьшения поперечной разнотол- щинности полос, в нечетных клетях рабочие валки выполнены со шлифованной поверхностью и плоскими микро- площадками, ориентированными вдоль оси валка, а в четных клетях валки выполнены со шлифованными поверхностями бочки.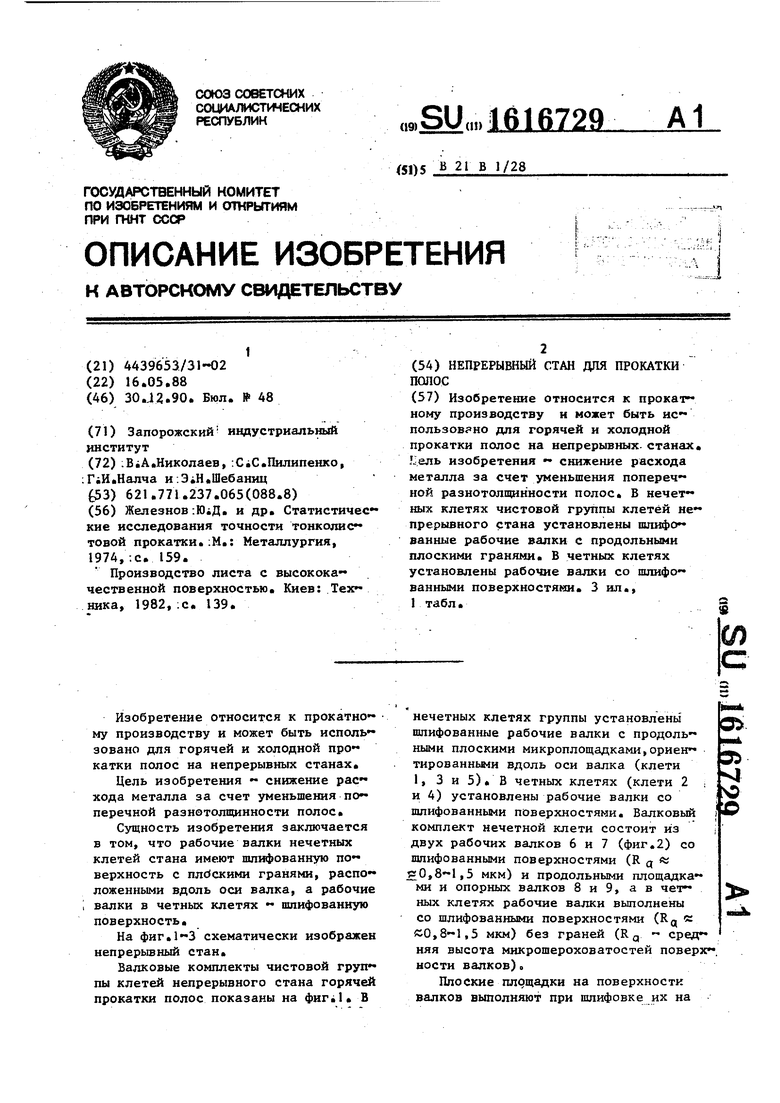

| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ НА ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2014 |
|
RU2556174C1 |
| Реверсивная прокатная клеть кварто | 1989 |
|
SU1755980A1 |
| Валковый узел клети полосового прокатного стана | 1988 |
|
SU1588452A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578334C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА ШИРОКОПОЛОСНОМ ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 2015 |
|
RU2613263C2 |
| СПОСОБ ОПЕРАТИВНОГО ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ УПРУГОЙ ДЕФОРМАЦИИ ЛИСТОПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2258571C2 |
| Рабочий валок клети полосового прокатного стана | 1988 |
|
SU1544514A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |

Изобретение относится к прокатному производству и может быть использовано для горячей и холодной прокатки полос на непрерывных станах. Цель изобретения - снижение расхода металла за счет уменьшения поперечной разнотолщинности полос. В нечетных клетях чистовой группы клетей непрерывного стана установлены шлифованные рабочие валки с продольными плоскими гранями. В четных клетях установлены рабочие валки со шлифованными поверхностями. 3 ил., 1 табл.
Фиг.1
6 ,7
Фие.2
.5
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| и др | |||
| Статистичес кие исследования точности тонколис товой прокатки.:М.: Металлургия, 1974,-.с | |||
| Катодное реле | 1918 |
|
SU159A1 |
| Производство листа с высококачественной поверхностью | |||
| Киев: Техника, 1982,:с | |||
| Способ подпочвенного орошения с применением труб | 1921 |
|
SU139A1 |
