сл
с
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНЫХ СОРТОВЫХ ЗАГОТОВОК | 1994 |
|
RU2048965C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ | 2007 |
|
RU2351417C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТЫХ СОРТОВЫХ ЗАГОТОВОК ИЗ ВЫСОКОУГЛЕРОДИСТОЙ АВТОМАТНОЙ СТАЛИ | 1993 |
|
RU2063298C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ДЛИННОМЕРНОГО ПРОКАТА ПУТЕМ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ПРОКАТКИ | 2008 |
|
RU2484921C2 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ СТАЛЬНОГО МЕЛКОСОРТНОГО ПРОКАТА И ЕГО ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2180277C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
Изобретение относится к металлургии, в частности к машинам непрерывной разливки роторного типа. Цель изобретения - расширение технологических возможностей установки за счет отливки слитков переменного поперечного сечения и повышение стабильности процесса литья за счет свободной усадки слитка при затвердевании. Роторная установка непрерывной разливки стали содержит разливочное колесо с желобом, стальную ленту для формирования нижней плоскости отливаемого слитка, установленные под ней прижимные ролики и водоохлаждаемый нож для порезки слитка. Желоб выполнен ступенчатой формы по периметру разливочного колеса, причем ступени желоба образованы сочлененными колесами, диаметр которых возрастает от центра желоба к периферии колеса. 1 з.п. ф-лы, 3 ил.
Изобретение относится к металлургии, а именно, к роторным установкам непрерывной разливки стали.
Целью изобретения является расширение технологических возможностей установки за счет отливки слитков переменного поперечного сечения и повышение стабильности процесса литья за счет свободной усадки слитка при затвердевании.
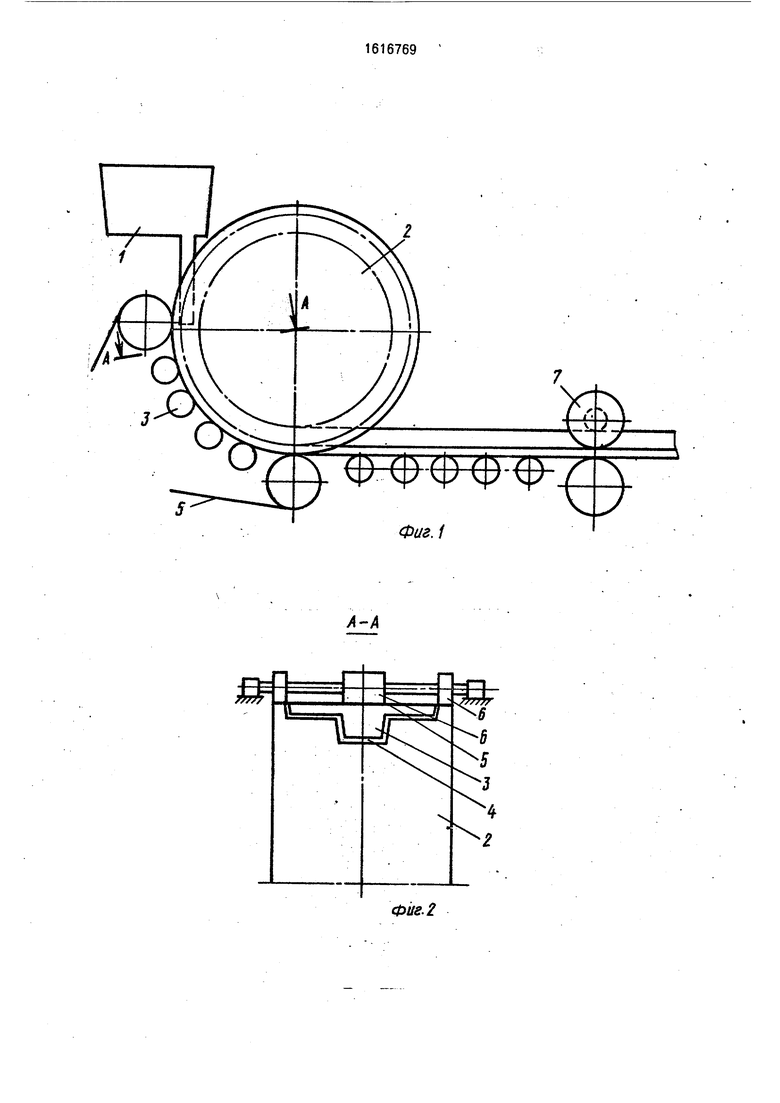
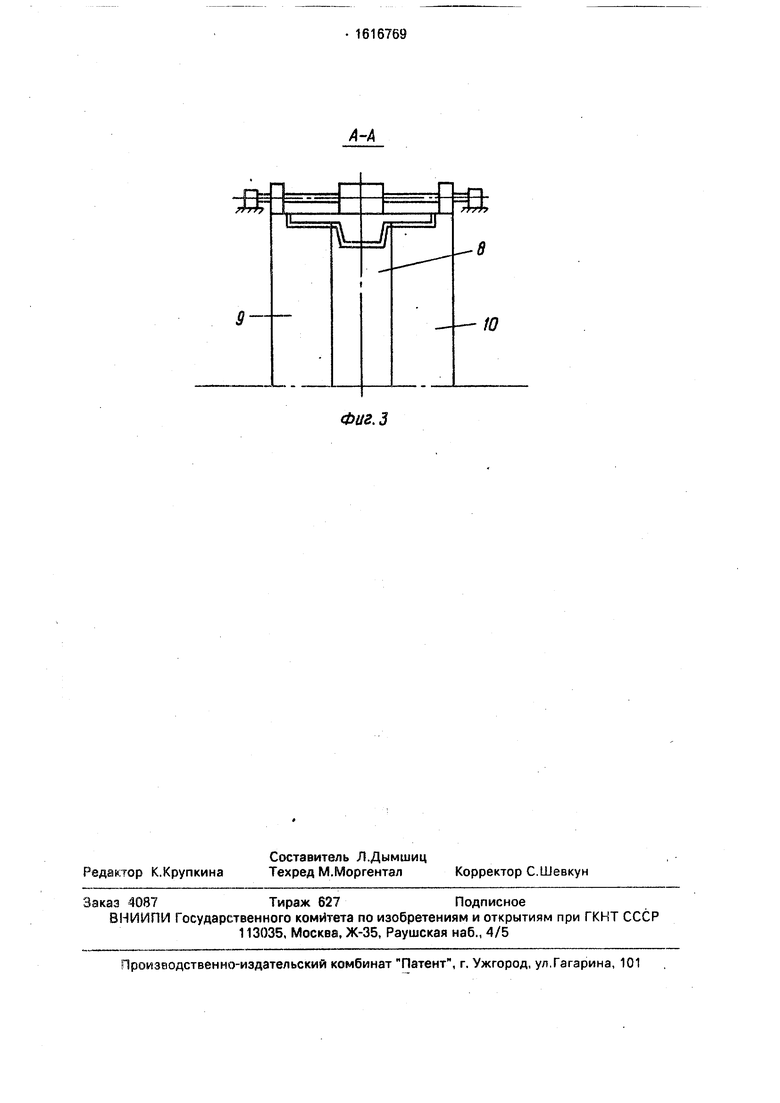
На фиг. 1 изображена роторная установка непрерывной разливки стали; на фиг.2 - разрез А-А на фиг.1, при сплошном разливочном колесе; на фиг.З - то же, при сосдав- ном разливочном колесе. .
Роторная установка непрерывной разливки стали содержит поворотную платформу (на чертеже не показана), служащую для установки промежуточного ковша 1, разливочное колесо 2, выполненное со ступенчатым желобом 3, снабженным медным
водоохлаждаемым венцом 4, стальную ленту 5 для формирования нижней плоскости отливаемого слитка и установленные под ней прижимные ролики 6, выпрямляющее .устройство 7, водоохлаждаемый нож (не показан).
Роторная установка непрерывной разливки стали работает следующим образом.
Колесо 2,от общего привода приводится в движение до начала заливки металла в рабочую полость. Жидкий металл из промежуточного ковша 1 по огнеупорному удлиненному стакану подается в рабочую полость кристаллизатора, образованную ступенчатым желобом 3 и стальной лентой 5. При работе лента 5.в центральной части удерживается от выпучивания роликами 6.
Формирующийся слиток в рабочей полости кристаллизатора переводится в горизонтальное положение выпрямляющим
О
о
V4
О.
о
устройством 7 для последующей резки комбинированного слитка, на мерные длины и продольной порезки на сортовой и слябо- вые профили.
Если разливочное колесо выполнить сборным, то ступенчатый желоб, 3 состоит из сочленных колес 8, .9 и 10, служащих ,цля образования его рабочей поверхности, диаметр которых возрастает от центра желоба к периферии колеса 2.
Для работы роторной установки непрерывной разливки стали с колесным кристаллизатором лроизводится его подготовка к разливке,,включающая сборку разливочного колеса 2. Для этого колеса 8, 9 и 10 насаживаются на общий вал .(на чертеже не обозначен). Причем, диаметр каждого последующего сочленяемого колеса по мере удаления от центра желоба 3 к периферии колеса 2 возрастает. Процесс заливки металла в рабочую полость, вытягивания и порезки аналогичен описанному. Так же, как и при сплошном разливочном колесе со ступенчатым желобом 3, на сборном разливочном колесе 2 образуется ступенчатый профиль желоба, обеспечивающий слитку свободную усадку при затвердевании, что позволяет осуществить стабильный процесс разливки на установке комбинированного слитка с разной толщиной и шириной составляющих его участков. , Пример. При отлинке сортовой заготовки трапецеидального профиля 160 х х130 мм, толщиной 120 мм м тонкой слябо- вой заготовки 40 х 450 мм набором колес диаметром 2880 мм и диаметром 2960 мм с одинаковыми ребордами и стальной лентой образуют полость кристаллизатора колесного типа для отливки комбинированного слитка.
После формирования слитка в рабочей полости кристаллизатора за выпрямляющим устройством слиток распускается продольно на две составляющие заготовки:
160 X 130 X 120 мм и 40 X 450 мм. .
Устройство позволяет расширить технологические возможности роторной УН PC за счет, расширения сортамента отливаемых заготовок, одновременно с сортовой получать и тонкослябовую заготовку и варьировать размерами этих заготовок в широком диапазоне, кроме того, осуществлять стабильный процесс вытягивания комбинированного слитка из желоба за счет
уменьшения его поперечного сечения к боковым поверхностям; что обеспечивает свободную усадку слитка при затвердевании.
Формула изобретения
разливки стали, содержащая разливочное колесо с желобом, установленную с охватом колеса стальную ленту и прижимные ролики, отличающаяся тем, что, с целью
расширения технологических возможностей установки за счет отливки слитков пе- ременного поперечного сечения м повышения стабильности процесса литья 3$ счет свободной усадки слитка при затвердв
вании, желоб в поперечном сечении разли аочного колеса выполнен ступенчатым е увеличением диаметра ступеней к боковым поверхностям колеса.
ветствующей ступени разливочного колеса.
Фиг.1
Фиг. 2
Фиг.З
| Кристаллизатор машин непрерывного литья роторного типа | 1975 |
|
SU550225A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
