Изобретение относится к металлургии, в частности лазерной химико-термической обработке, и может быть использовано в машиностроении для поверхностного упрочнения деталей машин, изготовленных преимущественно из углеродистых сталей.
Цель изобретения - повьшение поверхностной микротвердости обработанных изделий и равномерности ее распределения по упрочненной поверхности-.
Способ осуществляется следую1щм образом.
Легирующий порошок смешивают с тет- раэтоксисиланом (ТЭКС) до получения Пастообразного состояния, измельчают в полученной смеси, затем смешивают со связующим.
Установлено, что среди известных способов нанесения легирующего состава на поверхность перед обработкой лучами лазера для лазерного легирова- :ния поверхностного слоя материала нанесение обмазки является наиболее выгодным и технологически рациональным. При этом известны такие оптимальные составы связующих, которые обладают минимальным газовыделением при выгорании и практически не влияют на процесс легирования. Однако сам способ приготовления обмазки является неэф- Лективным, особенно в том случае, если порошок легирующего состава представляет собой смесь двух и более компонентов. Как правило, средняя дисперсность частиц легируюР1их поOi
о
00
рошков составляет примерно 50 мкм. Толщина же наносимого покрытия, обрабатываемого лучом лазера, колеблется от 50 до 300 мкм. Очевидно, что частицы с размерами 50 мкм являются крупными для целей лазерного легиро - вания и вёдзгг к образованию неравномерного по своим свойствам слоя. Многочисленными экспериментами исследо- ватели установили, что оптимальные размеры частиц разных порошков должны находиться в пределах от 1 до 20 мкм Хотя такие размеры частиц технически достижимы, перемешивание порошков pas личного состава при подготовке обмазки приводит к улетучиванию или распылению наиболее мелких, зачастую важных компонентов.
Измельчение частиц компонентов до требуемой величины дисперспости в растворителях, в частности- входягцих в состав связующих, является крайне неэффективньп 1 ввиду их быстрого улетучивания. Использование для этих це- лей других жидкостей, в том числе и воды, не приводит к желаемому резуль- |тату по причине сворачивания обмазки IB одних случаях и вспучивания нане- 1сенного на поверхность покрытия - в
(ДРУГИХ .
i в предложенном способе в Ka iecTse {жидкости, обеспечивающей измельчение (компонентов легирующего порошка и их равномерное распределение в обмазке, выбран тетраэтоксисилан (ТЭКС). Тетра 1зтоксисилан (,)5г представляет {собой эфир ортокремниевой кислоты. :Это - бесцветная малолетучая жид- iKOCTb, растворимая практически во
всех-известных органических растворителях и обладает большой реакционной способностью, легко вступая в реак- цию с различньми органическими и не- {органическими соединениями содержа- 1Щими в своем составе активные функциональные группы. Данное обстоятельство способствует не только образованию равномерной механической смеси при перемешивании легирующих порош- ков и ТЭКС, но и образованию в большинстве случаев высокомолекулярных кремнийорганических полимеров.
Кроме того, ТЭКС, с одной стороны, способствует хорошему растеканию клеев, лаков и смол, с другой - обеспечивает их хорошую адгезию к материалу Покрытие, полученное на поверхности из обмазки, включающей ТЭКС, обладает
также хорошей поглощательной способ- ностью лазерной энергии - этому способствует частичное вьщеление при высыхании диоксида кремния SiOg. Образующиеся в процессе лазерной плазмо- химической реакции относительно пластичные силициды благоприятно действуют на формирование однородного легирования слоя. Кремнийорганические соединения образз ются при любой степени дисперсности частиц, однако наиболее эффективно этот процесс происходит при увеличении свободной поверхности соприкосновения частиц с ТЭКС. Из экспериментов следует, что оптимальным является размер частиц после домола 3-5 мкм. Для достижения такого размера твердых частиц в обмазке и сокращения времени перемалывания достаточным является исходный размер частиц порядка 50 мкм. Такой размер легко получается при гфосеивании порошка любой дисперсности через стандартный ситон с размером пропускающей ячейки 0,05 мм.
Ускорению процесса измельчения при указанных условиях способствует таюке и то, что ТЭКС выполняет дополнительно функх ди поверкностно активного вещества, способств-ующего фрагментахщи (разрушению) твердых частиц. Все это вместе взятое позволяет получить однородную смесь,, а затек после смешивания со связуюшдм, соответственно, и обмазку для лазерного легирования.
Изобретение иллюстрируется еле- дующм образом.
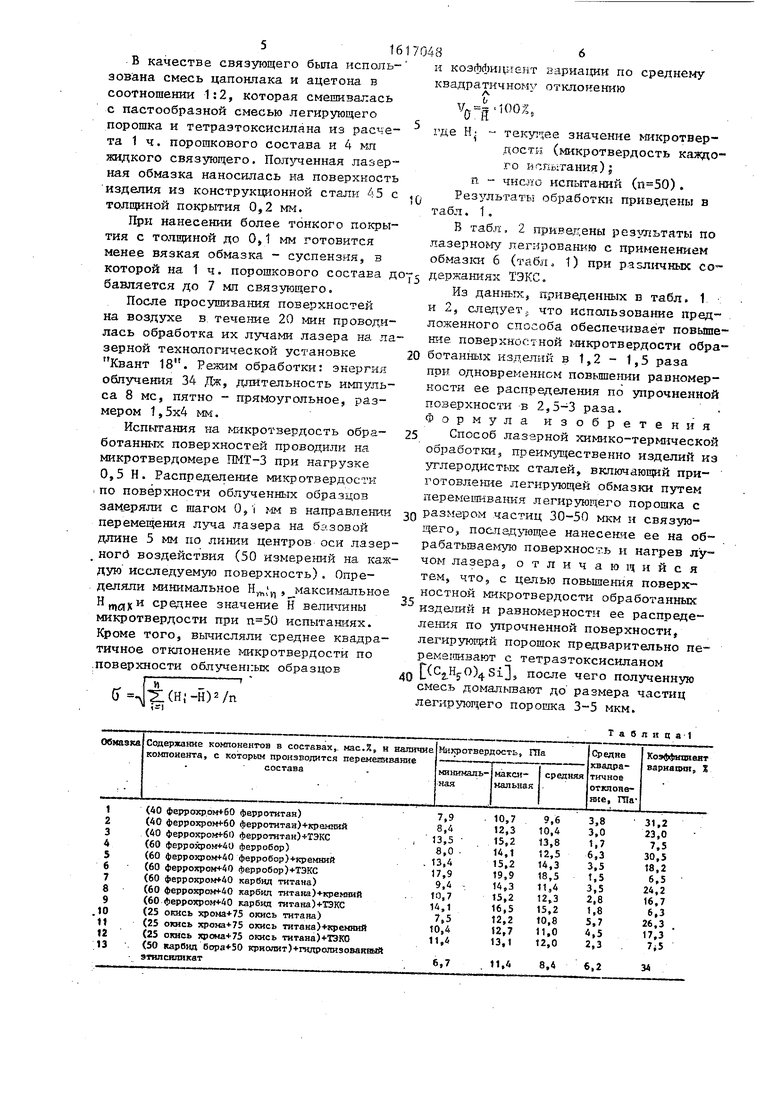
В качестве легирующих составов использовались следующие композиции: металл + металл - 40% феррохрома Фх70 +60% ферротитана ФТ45; металл + неметалл - 60% феррохрома ФХ70+40% ферро- бора ФБ20 и 60% феррохрома ФХ70+40% карбида титана TiC; неметалл+неме- талл - 25% окиси хрома Сг О +75% окиси титана TiO. Использовалась также обмазка для диффузионного насьш ения ТВЧ, представляющая смесь порошка из 50% карбида бора и 50% криолита с гид ролизованным этилсиликатом. В леги- РУЮ1ЧИЙ порошок вводили алкилсиликат (C,H5-0)4Si - ТЭКС. Смесь перемешивалась до получения пастообразного состояния и подвергалась перетиранию в мельнице до получения частиц размером 3-5 мкм. Дисперсность частиц контролировалась дод микросколом.
5 161
в качестве связующего была исполь- зована смесь цапонлака и ацетона в соотношении 1:2, которая смешивалась с пастообразной смесью легирующего порошка и тетраэтоксисилана из расчета 1 ч. порошкового состава и 4 ш жидкого связующего. Полученная лазерная обмазка наносилась на поверхность изделия из конструкционной стали 45 с толщиной покрытия 0,2 мм.
При нанесении более тонкого покрытия с толщиной до 0,1 мм готовится менее вязкая обмазка - суспензия, в которой на 1 ч. порошкового состава до бавляется до 7 мп связующего.
После просушивания поверхностей на воздухе в течение 20 мин проводилась обработка их лучами лазера на лазерной технологической установке Квант 18. Режим обработки: энергия облучения 34 Дж, длительность импульса 8 мс, пятно - прямоугольное, размером 1,5x4 мм.
Испытания на микротвердость обработанных поверхностей проводили на микротвердомере ПМТ-3 при нагрузке 0,5 Н. Распределение микротвердости по поверхности облученных образцов замеряли с шагом О, мм в направлении перемещения луча лазера на базовой длине 5 мм по линии центров оси лазер- ногб воздействия (50 измерений на каждую исследуемую поверхность). Определяли минимальное .максимальное mcrx среднее значение Н величины икротвердости при испытаниях. Кроме того, вычисляли среднее квадраичное отклонение микротвердости по оверхности облученных образцов
40
,
О (H, -H)2/n
отклонению
вариагщи по среднему
где Н10
i5
TeKyiv-e значение hn« poTBep- дости (микротвердость каждого испытания) п. - число испытаний () . Результаты обработки приведены в табл. 1.
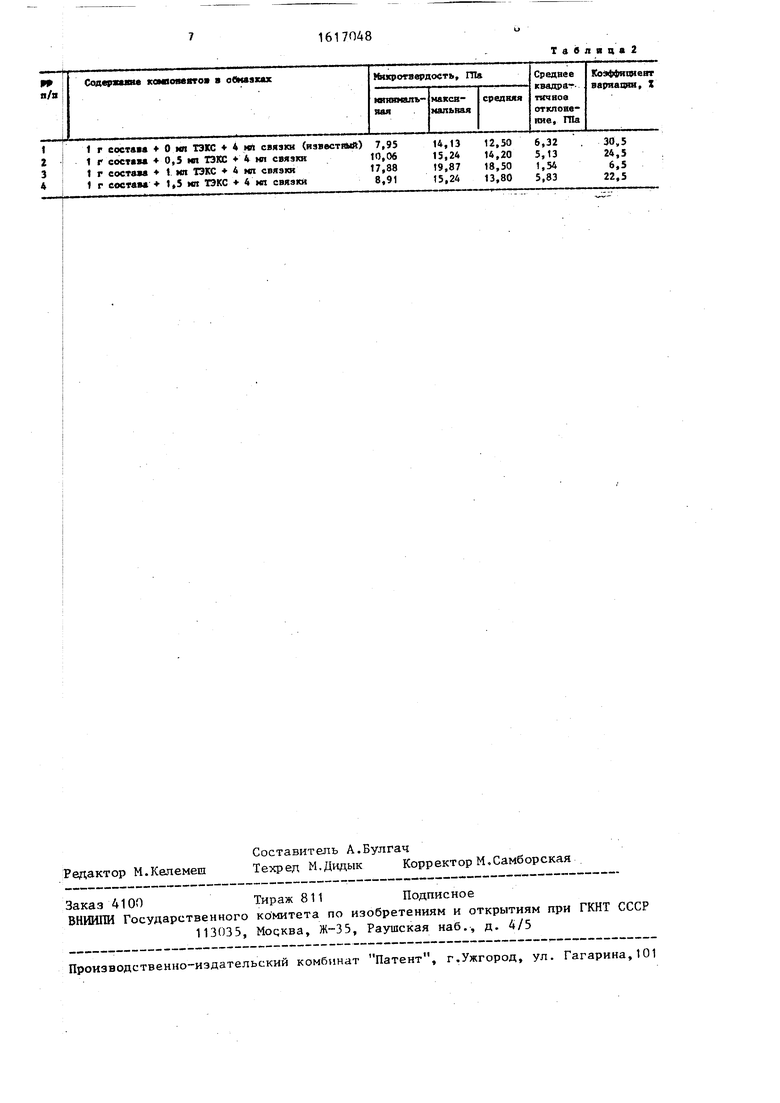
В табл. 2 приведены результаты по лазерному легированию с применением обмазки б (табл. 1) при различных содержаниях тэкс,
Из данных, приведенных в табл. 1 и 2, следуетJ что использование предложенного способа обеспечивает повышение поверхностной микротвердости обра- 20 ботанных изделий в 1,2 - 1,5 раза при одновременном повьшении равномерности ее распределения по упрочненной поверхности в 2,5-3 раза. Формула изобретения 25 Способ лазерной химико-термической оораоотки, преимущественно изделий из углеродистых сталей, включающий приготовление легирующей обмазки путем перемегшвания легирующего порошка с 0 размером частиц 30-50 мкм и связующего, послад тащее нанесение ее на обрабатываемую поверхность и нагрев лу чом лазера, отличающийся тем, что, с целью повышения поверх- ностной микротвердости обработанных издшшй и равномерности ее распределения по упрочненной поверхности, легирующий порошок предварительно пе- ремежвают с тетразтоксисиланом 0 после чего полученную смесь домапьшают до размера частиц легирующего порошка 3-5 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОГО ЛЕГИРОВАНИЯ ИНСТРУМЕНТАЛЬНОЙ СТАЛИ ПОРОШКАМИ КАРБИДА БОРА И АЛЮМИНИЯ | 2022 |
|
RU2786263C1 |
| Состав для лазерного легирования стальных изделий | 1988 |
|
SU1636476A1 |
| Способ лазерного легирования поверхности металла | 1988 |
|
SU1557193A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОГО ЛЕГИРОВАНИЯ ТИТАНОВЫХ СПЛАВОВ | 1995 |
|
RU2085614C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2009 |
|
RU2428503C2 |
| Способ низкотемпературного азотирования сталей | 1987 |
|
SU1509420A1 |
| Способ лазерной химико-термической обработки деталей из сплавов на основе алюминия | 1989 |
|
SU1680471A1 |
| Состав для лазерного карбоборирования титановых изделий | 1989 |
|
SU1617047A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2415964C1 |
| Состав для лазерного легирования | 1988 |
|
SU1587076A1 |
Изобретение относится к области металлургии, в частности к лазерной химико-термической обработке, и может быть использовано в машиностроении для поверхностного упрочнения деталей машин, изготовленных преимущественно из углеродистых сталей. Цель изобретения - повышение поверхностной микротвердости обработанных изделий и равномерности ее распределения до упрочненной поверхности. Способ лазерной химико-термической обработки включает смешивание легирующего порошка с размером частиц 30-50 мкм с тетраэтоксисиланом, последующий домол полученной смеси до размера частиц легирующего порошка 3-5 мкм, смешивание со связующим, нанесение обмазки на обрабатываемую поверхность и лазерный нагрев. Использование данного способа обеспечивает повышение поверхностной микротвердости обработанных изделий в 1,2-1,5 раза при одновременном повышении равномерности ее распределения по упрочненной поверхности в 2,5-3 раза. 2 табл.
6,2
34
Тавляца2
| Технология и организадая производства, 1988, № 1, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
