Изобретение относится к области металлургии и машиностроения, а именно к комбинированным способам поверхностного упрочнения металлов, и может быть использовано при изготовлении деталей, работающих в условиях изнашивания и знакопеременных нагрузок.
Известен способ лазерного легирования поверхности низкоуглеродистых и среднеуглеродистых легированных сталей различными легирующими элементами. Насыщение поверхности легирующими элементами проводят с помощью лазерного нагрева, сущность которого заключается в расплавлении участка поверхности стали вместе с добавляемыми легирующими элементами, предварительно нанесенными на обрабатываемый участок (см. Рыкалин Н.Н., Углов А.А., Кокора А.Н. «Лазерная обработка материалов», М., «Машиностроение», 1975 г., с.296).
Недостатком известного способа является возникновение внутренних напряжений между зоной расплава и основным металлом.
Наиболее близким к заявляемому способу по технической сущности является принятый в качестве прототипа способ легирования стальных деталей путем термодиффузионного насыщения поверхности различными легирующими элементами, который заключается в нанесении на поверхность детали обмазки, содержащей легирующий элемент, и выдержке в печи при температуре Т=1000-1150°С в течение 6-10 часов с последующим охлаждением в печи (см. Ю.М.Лахтин, Б.Н.Арзамасов. «Химико-термическая обработка металлов», Москва, «Металлургия», 1985 г., с.255).
Недостатком этого способа является длительность процесса, высокие температуры и небольшая толщина диффузионного слоя в пределах 50…70 мкм, при этом концентрация легирующего элемента резко снижается от поверхности вглубь. Кроме того, при высоких температурах нагрева растет зерно аустенита, что приводит к снижению механических свойств стали и деформации изделий.
Технической задачей, решаемой настоящим изобретением, является увеличение толщины диффузионного слоя, сокращение длительности и снижение температуры процесса термодиффузионного насыщения поверхности стальных деталей при сохранении высокой твердости.
Указанная техническая задача решается за счет того, что в способе поверхностного легирования деталей из стали 40, включающем термодиффузионное насыщение поверхности деталей легирующими элементами из нанесенной на их поверхность обмазки путем нагрева, выдержки и охлаждения, согласно изобретению перед термодиффузионным насыщением проводят предварительное поверхностное локальное легирование с использованием лазерного нагрева из обмазки, содержащей один из следующих легирующих элементов: Cr, V, Ti, а термодиффузионное насыщение ведут при температуре Т=650-750°С с выдержкой в течение 3-4 часов с последующим охлаждением в печи.
Решение поставленной технической задачи достигается благодаря тому, что первоначально проводят процесс предварительного поверхностного локального легирования, используя лазерный нагрев подготовленных деталей. В результате образуются локальные легированные участки, которые на этапе термодиффузионного насыщения в процессе нагрева и выдержки становятся дополнительными источниками легирующих элементов. При этом диффузия легирующих элементов идет как на поверхности, так и вглубь детали, причем на большую глубину, чем в известных способах. Благодаря предварительному лазерному воздействию происходит локальный процесс предварительной диффузии легирующих элементов, что позволяет вести процесс термодиффузионного насыщения при более низких температурах и меньшей выдержке. При этом сохраняется высокая твердость за счет образования мелкозернистой структуры, высокой концентрации легирующего элемента в поверхностном слое и снятия внутренних напряжений, возникших после лазерной обработки между зоной расплава и основным металлом.
Способ поверхностного легирования деталей из стали 40 заключается в термодиффузионном насыщении поверхности легирующими элементами. Предварительно на поверхность деталей наносится обмазка, содержащая легирующий элемент. Процесс термодиффузионного насыщения включает нагрев подготовленных деталей до заданной температуры, выдержку и охлаждение в печи. Согласно изобретению на первоначальном этапе проводят процесс предварительного поверхностного локального легирования с использованием лазерного нагрева из обмазки. Затем последующее термодиффузионное насыщение ведут в печи при нагреве до температуры Т=650-750°С с выдержкой в течение 3-4 часов с последующим охлаждением в печи. В качестве легирующих элементов используют металлы из ряда Cr, V, Ti.
Предлагаемый способ реализуется следующим образом.
Первоначально проводят процесс предварительного поверхностного локального легирования с использованием лазерного нагрева. Перед этим на поверхность деталей из конструкционных сталей наносится обмазка, состоящая из порошка легирующего элемента и связующего, например цапонлака или клея БФ-2. В качестве легирующих элементов могут быть использованы металлы из ряда Cr, Ti, V. Затем на поверхность воздействуют лазерным лучом. В результате нагрева образуются локальные легированные участки, которые являются дополнительными источниками легирующих элементов при последующем термодиффузионном насыщении, которое проводят при нагреве подготовленных деталей в печи до температуры Т=650-750°С с выдержкой в течение 3-4 часов. Далее следует охлаждение деталей вместе с печью до комнатной температуры. Таким образом, в процессе обработки диффузия выбранного легирующего элемента идет как на поверхности, так и вглубь детали.
Такой способ поверхностного легирования позволяет получить диффузионный слой толщиной 120…150 мкм, равномерный по всей поверхности детали вне зависимости от сложности ее геометрии. При этом внутренние напряжения, возникшие между зоной расплава и основным металлом, после лазерной обработки снимаются.
Для сравнения заявляемого способа с прототипом были проведены исследования деталей-образцов из стали 40, подвергнутых термодиффузионному насыщению без предварительного легирования лазером и с лазерным легированием. Осуществимость и преимущества предлагаемого способа могут быть рассмотрены на представленных ниже примерах.
Примеры:
1. Обработка деталей-образцов из стали 40, подвергнутых термодиффузионному насыщению одним из следующих элементов: хромом, ванадием, титаном по способу, изложенному в прототипе: подготовленные детали-образцы нагревали до температуры Т=1100°С, выдерживали 6 часов, затем охлаждали в печи. Толщина диффузионного слоя составила 60(V), 65(Cr), 50(Ti) мкм, а микротвердость - 9000, 9200, 10000 МПа, соответственно.
2. Обработка деталей-образцов из стали 40, подвергнутых термодиффузионному насыщению хромом без предварительного легирования лазером по предлагаемому способу: подготовленные детали-образцы нагревали до температуры Т=750°С, выдерживали 4 часа, затем охлаждали в печи. Толщина диффузионного слоя составила 30 мкм, а микротвердость - 9500 МПа.
3. Обработка деталей-образцов из стали 40, подвергнутых термодиффузионному насыщению ванадием с лазерным легированием по предлагаемому способу: подготовленные детали-образцы нагревали до температуры Т=750°С, выдерживали 3, 3,5 и 4 часа, затем охлаждали в печи. Толщина диффузионного слоя составила 120, 125, 130 мкм, соответственно, т.е. увеличена за счет диффузии легирующего элемента из зон лазерного легирования, а микротвердость - 9000 МПа.
4. Обработка деталей-образцов из стали 40, подвергнутых термодиффузионному насыщению хромом с лазерным легированием по предлагаемому способу: подготовленные детали-образцы нагревали до температуры Т=750°С, выдерживали 3, 3,5 и 4 часа, затем охлаждали в печи. Толщина диффузионного слоя составила 135, 140, 145 мкм, соответственно, т.е. увеличена за счет дальнейшей диффузии легирующего элемента из зон лазерного легирования, а микротвердость - 9200 МПа.
5. Обработка деталей-образцов из стали 40, подвергнутых термодиффузионному насыщению титаном с лазерным легированием по предлагаемому способу: подготовленные детали-образцы нагревали до температуры Т=750°С, выдерживали 3, 3,5 и 4 часа, затем охлаждали в печи. Толщина диффузионного слоя составила 110, 115, 120 мкм, соответственно, а микротвердость - 10000 МПа.
6. Обработка деталей-образцов из стали 40, подвергнутых термодиффузионному насыщению хромом с лазерным легированием по предлагаемому способу: подготовленные детали-образцы нагревали до температуры Т=800°С, выдерживали 4 часа, затем охлаждали в печи. Толщина диффузионного слоя составила 160 мкм, а микротвердость - 9000 МПа. Дальнейшее повышение температуры более 750°С приводит к некоторому замедлению скорости роста диффузионного слоя за счет снижения концентрации легирующего элемента в зонах лазерного легирования.
7. Обработка деталей-образцов из стали 40, подвергнутых термодиффузионному насыщению хромом с лазерным легированием по предлагаемому способу: подготовленные детали-образцы нагревали до температуры Т=860°С, выдерживали 4 часа, затем охлаждали в печи. Толщина диффузионного слоя составила 175 мкм, а микротвердость - 8000 МПа. Повышение температуры более 800°С приводит к снижению микротвердости легированного слоя вследствие роста зерна аустенита и резкого снижения концентрации легирующего элемента от поверхности вглубь.
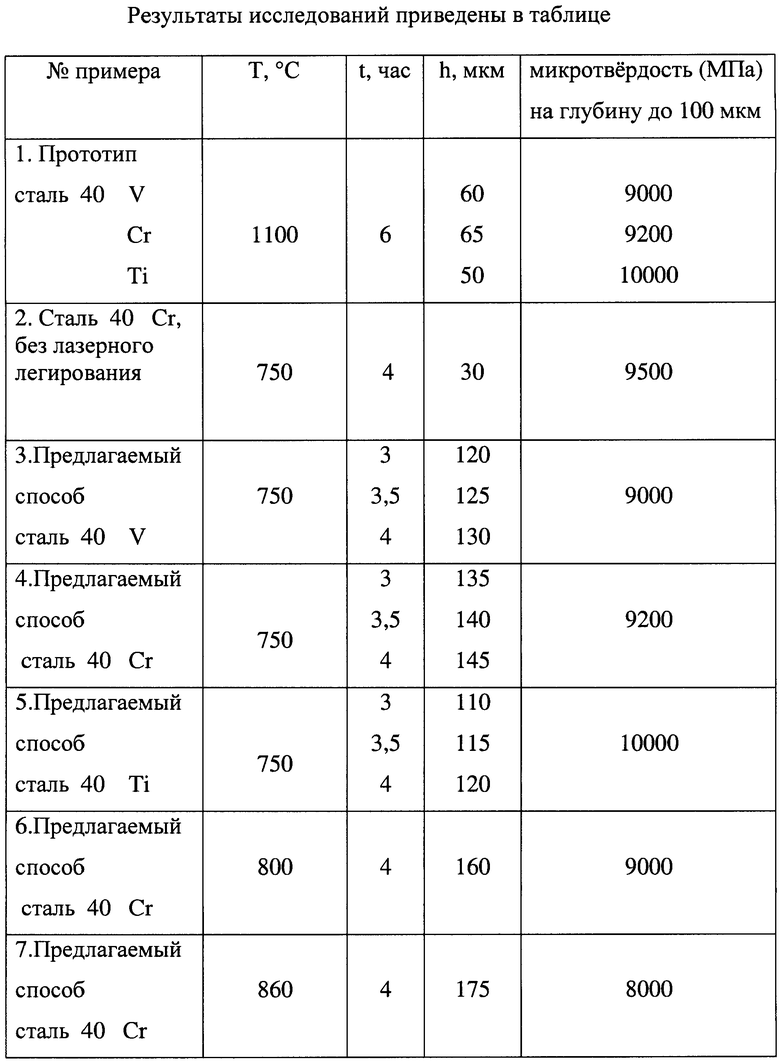
Из таблицы видно, что толщина диффузионного слоя при хромировании стали 40 без предварительного легирования лазером (см. пример 2) не превышает 30 мкм, а с зонами лазерного легирования - 135…145 мкм (см. пример 4). Микротвердость легированного слоя после комбинированной обработки стали 40 составляет 9000…10000 МПа (см. примеры 3-5). На примере хромирования стали 40 видно, что повышение температуры более 750°С приводит к увеличению толщины диффузионного слоя, однако скорость роста толщины диффузионного слоя уменьшается, при этом немного снижается и твердость. Оптимальным интервалом температур является 650-750°С с точки зрения сохранения высокой твердости и высокой концентрации легирующего элемента поверхностного слоя (см. примеры 6, 7).
Из таблицы также видно, что заявляемый способ по сравнению с прототипом позволяет достигать больших значений толщины диффузионного слоя при сокращении длительности процесса термодиффузионного насыщения до 4 часов при температуре Т=650-750°С с сохранением высокой твердости.
Таким образом, изобретение позволяет получить увеличение толщины диффузионного слоя, сократить длительность и снизить температуру процесса термодиффузионного насыщения поверхности стальных деталей из конструкционных сталей при сохранении высокой твердости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО БОРИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2013 |
|
RU2539128C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40Х | 2019 |
|
RU2716177C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2415964C1 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ | 2014 |
|
RU2556455C1 |
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688011C1 |
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688009C1 |
| Способ поверхностного упрочнения дисперсионно-твердеющих сталей | 2020 |
|
RU2749008C1 |
| СПОСОБ БОРИРОВАНИЯ ПОВЕРХНОСТИ УГЛЕРОДИСТОЙ СТАЛИ | 2022 |
|
RU2784536C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148677C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148676C1 |
Изобретение относится к области металлургии и машиностроения, а именно к комбинированным способам упрочнения металлов, и может быть использовано при изготовлении деталей, работающих в условиях изнашивания и знакопеременных нагрузок. Заявлен способ поверхностного легирования деталей из стали 40. Способ включает термодиффузионное насыщение поверхности деталей легирующими элементами из нанесенной на их поверхность обмазки путем нагрева, выдержки и охлаждения. Перед термодиффузионным насыщением проводят предварительное поверхностное локальное легирование с использованием лазерного нагрева из обмазки, содержащей один из следующих легирующих элементов: Cr, V, Ti, a термодиффузионное насыщение ведут при температуре Т=650-750°С с выдержкой в течение 3-4 часов с последующим охлаждением в печи. Технический результат - увеличение толщины диффузионного слоя, сокращение длительности и снижение температуры процесса термодиффузионного насыщения поверхности при сохранении высокой твердости. 1 табл.
Способ поверхностного легирования деталей из стали 40, включающий термодиффузионное насыщение поверхности деталей легирующими элементами из нанесенной на их поверхность обмазки путем нагрева, выдержки и охлаждения, отличающийся тем, что перед термодиффузионным насыщением проводят предварительное поверхностное локальное легирование с использованием лазерного нагрева из обмазки, содержащей один из следующих легирующих элементов: Cr, V, Ti, а термодиффузионное насыщение ведут при температуре Т=650-750°С с выдержкой в течение 3-4 ч с последующим охлаждением в печи.
| Способ низкотемпературного азотирования сталей | 1987 |
|
SU1509420A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148677C1 |
| Способ обработки диффузионных боридных покрытий на стальных деталях | 1991 |
|
SU1773946A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |

