Изобретение относится к области поверхностного упрочнения металлов и может найти применение в современном машиностроении при изготовлении прецизионных деталей, работающих в условиях знакопеременных нагрузок и изнашивания, а также при обработке поверхностей сложной конфигурации, коробление которых должно быть минимальным.
Целью изобретения является повышение износостойкости деталей за счет повьш1ения микротвердости, а также за счет равномерного распределения микротвердости на глубине упрочненного слоя.
Проводят поверхностное легирование нитродообразующими элементами с помощью луча лааера и обмазки, нано- .СИМОЙ на поверхность в количестве 50-100 мг/см. Азотирование проводят
в печи в течение 3-5 ч. Поверхностное легирование из обмазки, наносимой на поверхность в количестве 50 - 100 мг/см ,.позволяет получить зону с равномерным распределением легирующего элемента, а азотирование в течение 3-5 ч обеспечивает формирование устойчивых против коагуляции нитридов легирующих элементов, при этом происходит равномерное повьшгение . твердости по всей зоне легирования,
что и обеспечивает повышение износостойкости.
Рекомендуемый интервал количества обмазки 50-100 мг/см обусловлен требованиями к концентрации легирующих нитридообразующих элементов, расво- ренных в материале матрицы при лазерном легировании. Исследования показывают, что концентрация легирующего элемента, достигаемая при обмазке
(Л
с:
сд
о (
4:
to
менее 50 мг/см, дает незначительное повышение микротвердости по сравнени с известной технологией,, В этом случае в зоне легирования не образуются мелкодисперсные устойчивые против коагуляции нитриды легирующих элементов, благодаря которым повьшается м микротвердость и износостойкость упрочненных слоев.
Увеличение количества наносимой обмотки (более 100 мг/см) приводит к уменьшению зоны легирования, вследствие поглощения большей части энергии обмазкой, а следовательно, и к снижению эксплуатационных характеристик.
Рекомендуемый интервал времени азотирования ч обусловлен оптимальными условиями, для наиболее пол- него формирования зоны внутреннего азотирования в зоне легирования.
Азотирование с меньшей продолжительностью- насыщения .нежелательно, - так как в этом случае происходит не- полное развитие зоны внутреннего азотирования, рентгеноструктурный анализ фиксирует наличие лишь об -фазы.
Увеличение времени азотирования (свыше предлагаемого значения) нецелесообразно, так как приводит к укрупнению нитридов легирующего элемента, а на поверхности образуется хрупкая нитридная зона, снижающая характеристики долговечности.
Предлагаемьй способ обеспечивает повышение износостойкости мало- и среднеуглеродистых сталей, так как при легировании с помощью луча ла- зера легирующий компонент равномерно распределяется по глубине упрочненной Зоны с одновременным повьш1ени ем микротвердости, а в процессе азотирования образуются мелкодисперсные нитриды легирующих элементов, также равномерно распределенные по всей глубине упрочненной зоны и повышающи мнкротвердость в 1, ,5-2 раза по сравнению с технологией диффузионного насыщения стали легирующим элементом с последующим азотированием.
Предлагаемый способ осуществляется следующим образом.
На поверхность металлов наносится обмазка в количестве 50-100.мг/см, содержащая легирующий нитридообразую щий элемент, например ванадий, и связующее вещество - клей ВФ-2. Затем
0
5
0
5
О
Q
5
0
;поверхность нагревают лучом лазера 1C длительностью импульса 3 мс и с энергией излучения 16 Дж на установ- ке Квант-16, что достаточно для i расплавления, но не приводит к и-спа- рению металла, а следовательно, и к нарушению геометрии-поверхности образца или детали. После этого снимают остатки обмазки и обезжиривают поверхность в ацетоне, загружают в кон- тейнер для азотирования. Нагрев ведут до в атмосфере аммиака, выдерживают при этой температуре в течение 3-5 ч, затем охлаждают с печью.
Предлагаемый способ опробован на образцах ИЗ армко-желе-за, легирование осуществляют из обмазки, содержащей ванадий.
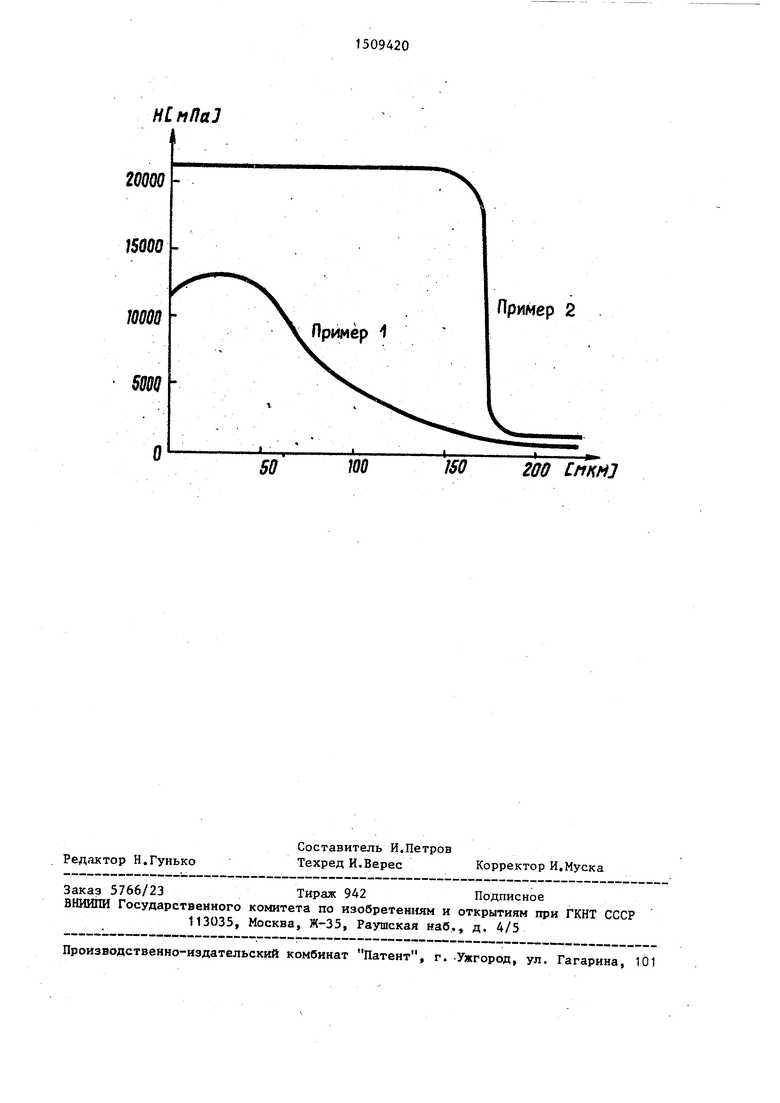
Пример 1. Обработку армко- железа по известному способу проводят следующим образом.
Банадирование осуществляют из по- рошкообразнбй смеси V + . , наносимой в количестве 150 мг/см, в контейнере по плавким затвором лри 1000°С в течение 6 ч. Азотирование ведут в среде аммиака при 600°С в течение 6 ч, затем охлаждают с печью.
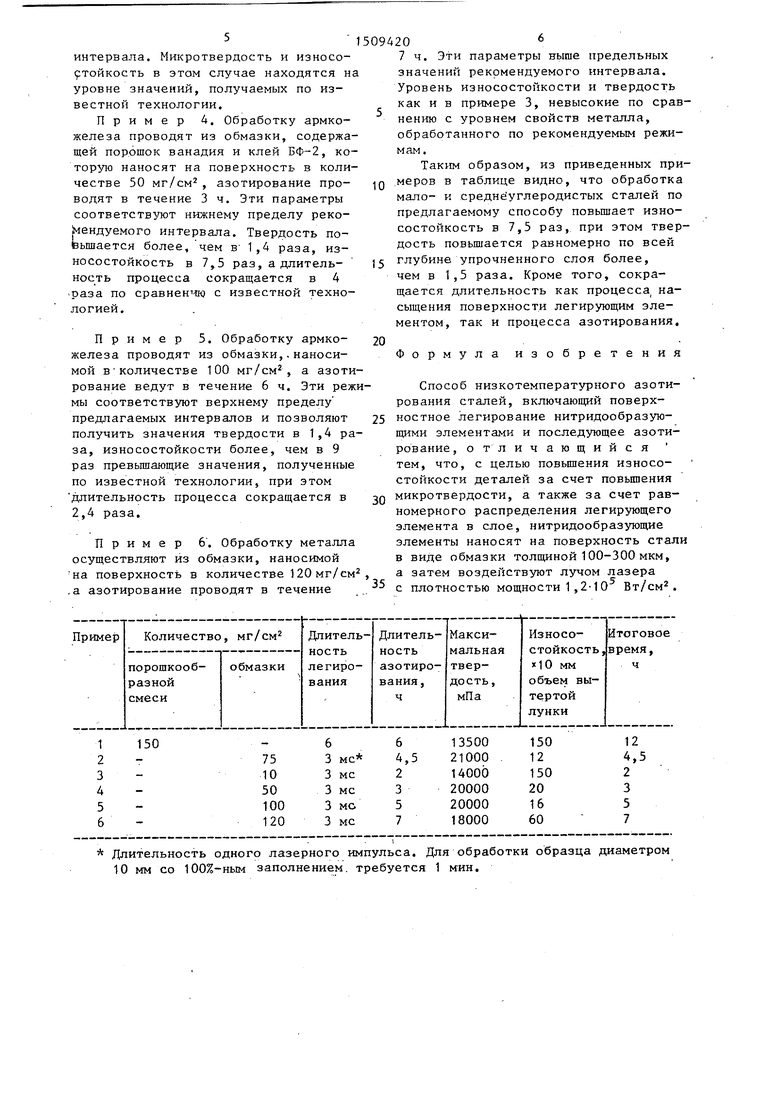
Значения максимальной микротвердости и износостойкости представлены в таблице.
На чертеже представлено распределение микротвердости по глубине упрочненного слоя.
Пример 2. Обработку армко- железа по предлагаемому способу проводят с помощью луча лазера из обмазки, наносимой в количестве 75 мг/см, .содержащей порошок ванадия и связующее вещество - клей БФ2, азотирование проводят в среде аммиака в течение 4,5 ч при 570 С, затем охлаждают с печью.
. Сравнение результатов, полученных после обработки армко-железа по предлагаемому и известному способам показывает, что твердость упро.чненнЬго слоя повьш1ается в 1,5 раза, износостойкость - в 12 раз, а длительность процесса сокращается в 2,7 раза.
И р ,и м е р 3. Обработку армко- железа проводят по предлагаемой технологии из обмазки, содержащей ванадий и клей ВФ-2, которую наносят на поверхность образца в количестве . 10 мг/см, азотирование проводят в течение 2 ч. Эти параметры ниже предельных значен1-1й рекомендуемого
интервала. Микротвердость и износо- 9тойкость в этом случае находятся на уровне значений, получаемых по известной технологии.
Пример 4. Обработку армко- железа проводят из обмазки, содержащей порошок ванадия и клей БФ-2, которую наносят на поверхность в количестве 50 мг/см, азотирование проводят в течение 3 ч. Эти параметры соответствуют нижнему пределу реко- |мендуемого интервала. Твердость по- (вышается более, чем в 1,4 раза, износостойкость в 7,5 раз, а длительность процесса сокращается в 4 -раза по сравнен кз с известной технологией.
Пример 5. Обработку армко- железа проводят из обмазки,.наносимой в количестве 100 мг/см, а азотирование ведут в течение 6 ч. Эти режмы соответствуют верхнему пределу предлагаемых интервалов и позволяют получить значения твердости в 1,4 раза, износостойкости более, чем в 9 раз превьшающие значения, полученные по известной технологии, при этом длительность процесса сокращается в 2,4 раза.
Пример 6. Обработку металла осуществляют из обмазки, наносимой на поверхность в количестве 120 мг/см, .а азотирование проводят в течение
7 ч. Эти параметры выше предельных значений рекомендуемого интервала. Уровень износостойкости и твердость как и в примере 3, невысокие по сравнению с уровнем свойств металла, обработанного по рекомендуемым режимам.
Таким образом, из приведенных примеров в таблице видно, что обработка мало- и среднёуглеродистых сталей по предлагаемому способу повышает износостойкость в 7,5 раз, при этом твердость повышается равномерно по всей глубине упрочненного слоя более, чем в 1,5 раза. Кроме того, сокращается длительность как процесса, насыщения поверхности легирующим элементом, так и процесса азотирования.
Формула изобретения
Способ низкотемпературного азотирования сталей, включающий поверх- костное легирование нитридообразую- щими элементами и последующее азотирование, отличающийся тем, что, с целью повышения износо
стойкости деталей за счет повышения микротвердости, а также за счет равномерного распределения легирующего элемента в слое, нитридообразующие элементы наносят на поверхность стали в виде обмазки толщиной 100-300 мкм, а затем воздействуют лучом лазера с плотностью мощности 1 ,2-10 Вт/см .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148676C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148677C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2415964C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ ПОРОШКОВЫХ СТАЛЕЙ И СПЛАВОВ | 1995 |
|
RU2079392C1 |
| Порошковая проволока для наплавки | 2015 |
|
RU2637849C2 |
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688011C1 |
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688009C1 |
| Способ низкотемпературного азотирования сталей | 1988 |
|
SU1611983A1 |
| Способ лазерного легирования поверхности металла | 1988 |
|
SU1557193A1 |
| СПОСОБ КОМБИНИРОВАННОГО ПЛАЗМЕННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2017 |
|
RU2671026C1 |
Изобретение относится к металлургии и может быть использовано в машиностроении для упрочнения изделий. Цель изобретения - повышение износостойкости изделий за счет повышения микротвердости упрочненного слоя, а также за счет равномерного распределения легирующего элемента в слое, нитридобразующие элементы наносят на поверхность стали в виде обмазки толщиной 100-300 мкм, а затем воздействуют лучом лазера плотностью мощности 1,2х105 Вт/см2. 1 ил., 1 табл.
Длительность одного лазерного импульса. Для обработки образца диаметром 10 мм со 100%-ным заполнением, требуется 1 мин.
НСмПаЗ
20000Пример 2
т СпкНЗ
| Шарлат Е.С, Свойства комбинированных покрытий на сталях | |||
| - Сборник научных трудов МАДИ: Новые методы КТО в машиностроении, 1982, -с | |||
| Пуговица | 0 |
|
SU83A1 |
