Изобретение относится к области металлургии и машиностроения, а именно к комбинированным способам поверхностного упрочнения металлов, и может быть использовано при изготовлении деталей, работающих в условиях изнашивания и знакопеременных нагрузок.
Ранее известен способ азотирования деталей из высоколегированных сталей в среде аммиака. Насыщение поверхностного слоя азотом проводят при 520°С в течение 24 часов (см. Лахтин Ю.М., Коган Я.Д. «Азотирование стали», Москва, «Машиностроение», 1976 г., с.256).
Недостатком известного способа является использование дорогостоящих высоколегированных сталей, при этом не обеспечивается достаточной толщины упрочняющего слоя и равномерного распределения твердости от поверхности вглубь.
Наиболее близким к заявляемому способу по технической сущности является принятый в качестве прототипа способ низкотемпературного азотирования низкоуглеродистых сталей, в котором предусмотрено предварительное поверхностное легирование стальных деталей нитридообразующими элементами с помощью лазерного луча. Последующее азотирование проводят в среде аммиака при температуре 540°С в течение 28-30 часов с последующим охлаждением в печи (см. Чудина О.В. «Комбинированное поверхностное упрочнение стали (лазерное легирование + азотирование)», «Металловедение и термическая обработка металлов», Москва, 1994 г., №3, с.2-5).
Недостатком известного способа является неравномерное распределение твердости по поверхности и длительность процесса азотирования.
Технической задачей, решаемой настоящим изобретением, является получение упрочненного слоя, равномерного по поверхности, и сокращение длительности процесса азотирования стальных деталей при сохранении высокой твердости.
Решение поставленной технической задачи достигается тем, что в способе низкотемпературного азотирования стальных деталей, заключающемся в предварительном поверхностном локальном легировании нитридообразующими элементами при лазерном нагреве деталей с нанесенной на их поверхность обмазкой и последующем низкотемпературном азотировании, включающем нагрев до заданной температуры, выдержку и охлаждение, согласно изобретению перед азотированном проводят процесс термодиффузионного насыщения легирующими нитридообразующими элементами при нагреве до температуры Т=690-710°С с выдержкой в течение 3-4 часов, а последующий процесс азотирования ведут при нагреве до температуры Т=570-590°С с выдержкой в течение 6-8 часов в среде аммиака.
Решение поставленной технической задачи достигается благодаря тому, что после проведения предварительного поверхностного локального легирования с использованием лазерного нагрева в поверхностном слое подготовленных стальных деталей образуются локальные зоны, легированные нитридообразующими элементами. В процессе термодиффузионного насыщения локальные легированные зоны становятся дополнительными источниками легирующих элементов наряду с содержащей легирующие элементы обмазкой. При этом диффузия легирующего элемента идет как на поверхности, так и вглубь детали, что приводит к получению равномерного упрочненного диффузионного слоя по поверхности. Процесс предварительного поверхностного локального легирования позволяет вести собственно процесс термодиффузионного насыщения при пониженном уровне нагрева Т=690-710°С и выдержке в течение 3-4 часов. Последующий процесс азотирования ведут при пониженной температуре нагрева Т=570-590°С и меньшей длительности выдержки в течение 6-8 часов именно благодаря предварительным подготовленным этапам поверхностного локального легирования нитридообразующими элементами с использованием лазерного нагрева и термодиффузионного насыщения теми же легирующими элементами с сохранением высокой твердости при формировании структуры, содержащей дисперсные нитриды легирующих элементов после азотирования.
Способ низкотемпературного азотирования стальных деталей заключается в предварительном поверхностном локальном легировании нитридообразующими элементами при лазерном нагреве деталей с нанесенной на их поверхность обмазкой и последующем низкотемпературном азотировании. Последнее включает нагрев до заданной температуры, выдержку и охлаждение. Согласно изобретению перед азотированном проводят процесс термодиффузионного насыщения легирующими нитридообразующими элементами при нагреве до температуры Т=690-710°С с выдержкой в течение 3-4 часов. Затем последующий процесс азотирования ведут в среде аммиака при нагреве до температуры Т=570-590°С с выдержкой в течение 6-8 часов с последующим охлаждением вместе с печью.
Таким образом, технология поверхностного упрочнения сталей является комбинированной и включает в себя три основных этапа:
1. лазерную обработку поверхности нитридообразующими легирующими элементами, такими как Cr, Ti, V, Al, Mo;
2. термодиффузионное насыщение теми же легирующими элементами;
3. низкотемпературное азотирование в среде аммиака.
Способ низкотемпературного азотирования стальных деталей реализуется следующим образом.
Перед лазерной обработкой на поверхность деталей наносится обмазка, состоящая из порошка легирующего элемента и связующего, например цапонлака или клея БФ-2. Затем на поверхность воздействуют лазерным лучом, в результате чего образуются локальные легированные участки модифицированной поверхности, которые являются дополнительным источником легирующих элементов при термодиффузионном насыщении, так как диффузия легирующего элемента идет как на поверхности, так и вглубь детали, в связи с этим получается равномерный упрочненный диффузионный слой по поверхности.
Термодиффузионное насыщение проводят в печи при пониженной температуре Т=690-710°С с выдержкой в течение 3-4 часов, с последующим охлаждением в печи до температуры Т=570-590°С, при которой проводят завершающий этап азотирования с выдержкой в течение 6-8 часов в среде аммиака с последующим охлаждением в печи до комнатной температуры. При этом формируется структура, состоящая из высоколегированного азотистого феррита и дисперсных нитридов легирующих элементов, находящихся в когерентной связи с α-фазой.
Предварительное поверхностное лазерное легирование позволяет снизить температуру процесса термодиффузионного насыщения до Т=690-710°С и сократить длительность насыщения до 3-4 часов. А за счет лазерной обработки и термодиффузионного насыщения сокращается и процесс азотирования до 6-8 часов. Получаемый упрочненный слой после лазерного легирования и термодиффузионного насыщения легирующими элементами составляет 120…150 мкм.
Предлагаемый способ по сравнению с прототипом опробован на деталях-образцах из стали 40, поверхность которых была предварительно легирована с использованием лазерного нагрева из нанесенной на поверхность обмазки, содержащей порошок хрома и связующее. Осуществимость и преимущества предлагаемого способа представлены ниже на примерах.
Примеры:
1. Обработка деталей-образцов из стали 40, предварительно легированных хромом с помощью лазерного нагрева, по способу, изложенному в прототипе. Детали-образцы нагревали в среде аммиака до температуры Т=540°С, выдерживали 28-30 часов, затем охлаждали в печи. Толщина упрочненного слоя составила 120…150 мкм, а микротвердость 17000…18000 МПа.
2. Обработка деталей-образцов из стали 40, предварительно легированных хромом с помощью лазерного нагрева без термодиффузионного насыщения по предлагаемому способу. Детали-образцы нагревали в печи до температуры Т=570-590°С и проводили азотирование в течение 7 часов в среде аммиака. Толщина упрочненного слоя 60…80 мкм, а микротвердость 17000…18000 МПа.
3. Обработка деталей-образцов из стали 40, предварительно легированных хромом с помощью лазерного нагрева с термодиффузионным насыщением по предлагаемому способу. Детали-образцы с локальными легированными участками и с нанесенной на них обмазкой нагревали до температуры Т=690-710°С, выдерживали 3-4 часа, затем охлаждали вместе с печью до температуры Т=570-590°С и подавали аммиак, азотирование проводили в течение 6 часов. Толщина упрочненного слоя 120…150 мкм, а значение микротвердости упрочненного слоя 17000…17600 МПа.
4. Обработка деталей-образцов из стали 40, предварительно легированных хромом с помощью лазерного нагрева с термодиффузионным насыщением по предлагаемому способу. Детали-образцы с локальными легированными участками и с нанесенной на них обмазкой нагревали до температуры Т=690-710°С, выдерживали 3-4 часа, затем охлаждали вместе с печью до температуры Т=570-590°С и подавали аммиак, азотирование проводили в течение 7 часов. Толщина упрочненного слоя 120…150 мкм, а значение микротвердости упрочненного слоя 17300…18000 МПа.
5. Обработка деталей-образцов из стали 40, предварительно легированных хромом с помощью лазерного нагрева с термодиффузионным насыщением по предлагаемому способу. Детали-образцы с локальными легированными участками и с нанесенной на них обмазкой нагревали до температуры Т=690-710°С, выдерживали 3-4 часа, затем охлаждали вместе с печью до температуры Т=570-590°С и подавали аммиак, азотирование проводили в течение 8 часов. Толщина упрочненного слоя 120…150 мкм, а значение микротвердости упрочненного слоя 17500…18000 МПа.
6. Обработка деталей-образцов из стали 40, предварительно легированных хромом с помощью лазерного нагрева с термодиффузионным насыщением по предлагаемому способу. Детали-образцы с локальными легированными участками и с нанесенной на них обмазкой нагревали до температуры T=690-710°С, выдерживали 3-4 часа, затем охлаждали вместе с печью до температуры Т=570-590°С и подавали аммиак, азотирование проводили в течение 9 часов. Толщина упрочненного слоя 120…150 мкм, а значение микротвердости упрочненного слоя 17500…18000 МПа.
Структура упрочненного слоя после азотирования представляет собой высоколегированный азотистый феррит и дисперсные нитриды хрома, находящиеся в когерентной связи с α-фазой.
Результаты исследований приведены в таблице
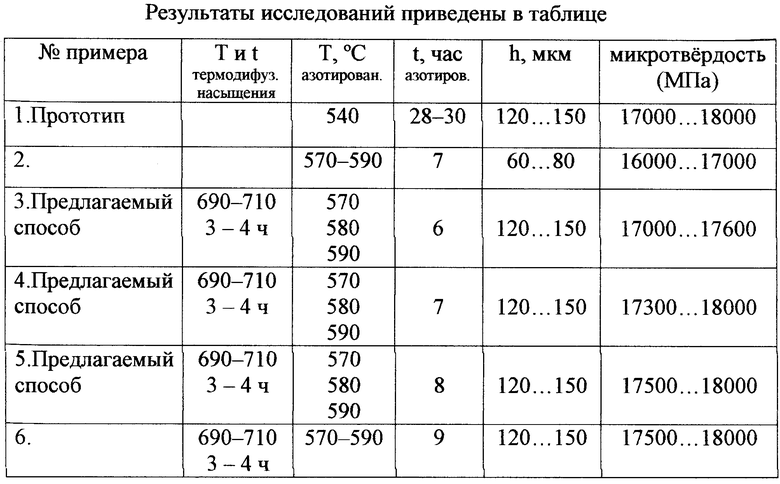
Из таблицы видно, что вновь заявляемый способ по сравнению с прототипом позволяет в результате получать высокую твердость поверхности при сокращении длительности процесса азотирования до 6-8 часов, что является оптимальным интервалом времени выдержки для азотирования. При выдержке более 8 часов твердость поверхности не меняется, проводить азотирование более 8 часов является не целесообразным, что влечет к повышенному расходу электроэнергии.
Из таблицы также видно, что после термодиффузионного насыщения легирующими элементами при температуре Т=690-710°С в течение 3-4 часов процесс азотирования сокращается до 6-8 часов при температуре Т=570-590°С за счет высокой концентрации легирующего элемента в поверхностном слое, при этом сохраняется высокая твердость 17000…18000 МПа и распределяется равномерно по поверхности.
Таким образом, настоящее изобретение позволяет получить упрочненный слой, равномерный по поверхности, и сократить длительность процесса азотирования стальных деталей при сохранении высокой твердости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688011C1 |
| Способ поверхностного упрочнения детали из стали | 2018 |
|
RU2688009C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148677C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148676C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40Х | 2019 |
|
RU2716177C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2009 |
|
RU2428503C2 |
| СПОСОБ ПОВЕРХНОСТНОГО БОРИРОВАНИЯ ДЕТАЛЕЙ ИЗ СТАЛИ 40 | 2013 |
|
RU2539128C1 |
| Способ низкотемпературного азотирования сталей | 1988 |
|
SU1611983A1 |
| Способ поверхностного упрочнения дисперсионно-твердеющих сталей | 2020 |
|
RU2749008C1 |
| Способ низкотемпературного азотирования сталей | 1987 |
|
SU1509420A1 |
Изобретение относится к области металлургии и машиностроения, а именно к комбинированным способам поверхностного упрочнения металлов, и может быть использовано при изготовлении деталей, работающих в условиях изнашивания и знакопеременных нагрузок. Проводят предварительное поверхностное локальное легирование нитридообразующими элементами деталей с нанесенной на их поверхность обмазкой при лазерном нагреве до температуры Т=690-710°С с выдержкой в течение 3-4 часов. Затем осуществляют низкотемпературное азотирование при нагреве до температуры Т=570-590°С с выдержкой в течение 6-8 часов в среде аммиака. Получается равномерный по поверхности упрочненный слой, при этом длительность процесса азотирования стальных деталей сокращается, сохраняется высокой твердость слоя. 1 табл.
Способ низкотемпературного азотирования стальных деталей, включающий предварительное поверхностное локальное легирование нитридообразующими элементами при лазерном нагреве деталей с нанесенной на их поверхность обмазкой и последующем низкотемпературном азотировании, включающем нагрев до заданной температуры, выдержку и охлаждение, отличающийся тем, что перед азотированием проводят процесс термодиффузионного насыщения легирующими нитридообразующими элементами при нагреве до температуры Т=690-710°С с выдержкой в течение 3-4 ч, а последующий процесс азотирования ведут при нагреве до температуры Т=570-590°С с выдержкой в течение 6-8 ч в среде аммиака.
| Способ низкотемпературного азотирования сталей | 1988 |
|
SU1611983A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148676C1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1998 |
|
RU2148677C1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| KR 20050044734 A, 12.05.2005 | |||
| EP 1995344 A1, 26.11.2008. | |||

