1
/-К
Ф
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ПРОВОЛОКУ | 1972 |
|
SU330492A1 |
| Способ изготовления электрического провода | 1986 |
|
SU1376124A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Способ нанесения изоляционного покрытия на проволоку | 1977 |
|
SU686088A2 |
| Устройство для наложения изоляции | 1986 |
|
SU1410111A2 |
| Способ и узел нанесения изоляционного покрытия на трубопровод | 2016 |
|
RU2669724C2 |
| Обмотчик лентоизолировочного станка | 1986 |
|
SU1379890A1 |
| Устройство для наложения изоляции | 1980 |
|
SU974419A1 |
| Станок для изолирования стержней обмоток электрических машин | 1961 |
|
SU143881A1 |
| УСТАНОВКА ДЛЯ НАРУЖНОЙ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ ТРУБ | 2005 |
|
RU2282098C1 |
Изобретение относится к электротехнике, к области производства эмалированных проводов, и может быть использовано в технике нанесения жидких изоляционных покрытий на провода. Целью изобретения является повышение качества изоляционного покрытия путем уменьшения вытяжки и обрывности проволоки. Устройство содержит корпус 1 с изоляционной жидкостью 2. В корпусе установлены соосно входные 3 и выходные 4 калибры. Устройство снабжено двумя бесконечными лентами 5, каждая из которых установлена на паре валов 6, один из которых приводной 7, при этом ленты расположены параллельно изолируемым проволокам 8 и находятся на одинаковом расстоянии от них. Привод валов 7 осуществляется от двигателя, который позволяет регулировать скорость движения лент. 1 ил.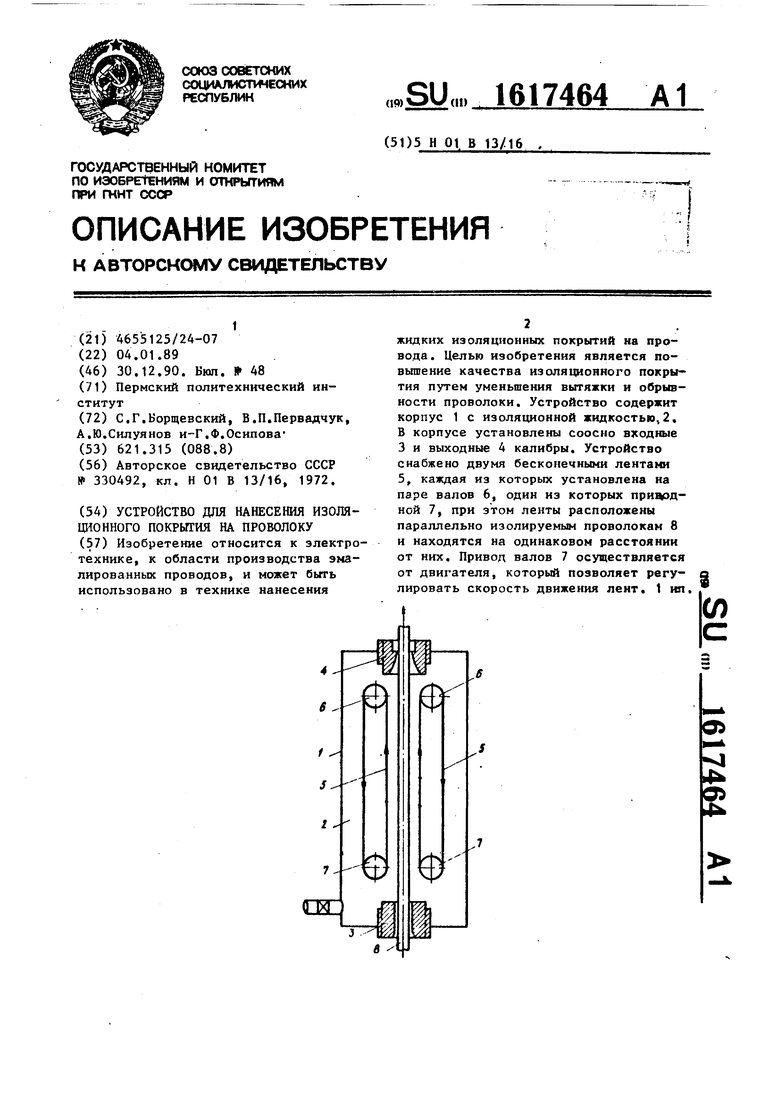
(ГТГ;
Изобретение относится к электроехнике, а именно к производству малированных проводов, m может быть спользовано в технике нанесения жидих изоляционных -покрытий на провода .
Цель изобретения - повьшение качетва изоляционного покрытия путем меньшений вытяжки и обрывности проолоки.
На чертеже изображено предлагаеое устройство.
Устройство содержит корпус 1 с изоляционной жидкостью 2,
в корпусе 1 установлены соосно входные 3 и выходные А калибры. Кроме того, устройство снабжено двумя бесконечными лентами 5, каждая из которых установлена на паре валов 6, один из которых приводной вал 7, при этом ленты 5 расположены параллельно изолируемым проволокам 8 и находятся на одинаковом расстоянии от них. Привод валов осуществляется от двигателя, который позволяет регулировать скорость движения лент.
Устройство работает следующим образом.
При нанесении покрытия изоляционная жидкость 2 увлекается движущимися лентами 5 и проволокой в зазор между ними и далее в выходной калибр. Перемещение лент 5 в направлении движения проволоки приводит к увеличению скорости течения изоляционной жидкости 2 в направлении выходного калибра, при этом на проволоку действуют силы трения, создаваемые изоляционной жидкостью в канале и в калибре. Натяжение проволоки в процессе изолирования определяется результирующей силой трения, равной сумме сил трения в канале и в выходном калибре. В калибре всегда возникает тормозящая сила, направленная против движения проволоки, поскольку рабочая поверхность калибра представляет собой сходящийся канал с неподвижной стенкой. На практике, как правило, форма рабочей поверхности калибра вполне определенная, что определяет и постоянство тормозящей силы. Натяжение проволоки можно регулировать путем изменения силы трения на поверхности проволоки, возиикакхцей при движении лент в канале.
Перем Пцеппе лент, расположенных в неиосрсцствеиной близости от поверх ности гфонолоки, в направлении движения npoBonojcH со скоростью, меньшей скорости движения проволоки, приводит к уменьшению тормозящей.силы трения по сравнению со случаем, когда канал неподвижен, и появлению тянущей силы трения (направленную в сторону движения проволоки), когда скорость движения лент будет превышать скорость
движения проволоки. Тянущую силу
можно варьировать в больших пределах за счет изменения скорости движения лент, вязкости изоляционной жидкости при заданных реологических свойствах
изоляционной жидкости и скорости проволоки.
При этом тянущая сила будет тем больше, чем больше вязкость изоляционной жидкости, т.е. чем ниже ее температура. Таким образом, температура, до которой разогревают изоляционную жидкость в корпусе, существенно понижается, что приводит к улучшению технологичности изоляционной жидкости, а это, в свою очередь, приводит к улучшению качества изоляционного покрытия и уменьшению вытяжки и обрывности проволоки.
в предлагаемом устройстве применяется привод, позволяющий регулировать скорости движения лент. Путем изменения скорости движения лент производится регулирование тянущей силы.
Чтобы исключить смещение проволоки от осей, ленты расположены параллельно осям, диаметрально противоположно и на одинаковом расстоянии от них. При этом продольные с илы, действующие со стороны лент на проволоку, компенсируют друг друга и смещение проволок относительно осей не происходит.
Применение предлагаемого устройства наиболее зффективно при нанесении высоковязких изоляционных жидкостей (например, расплавов смол). Использование предлагаемого устройства повышает качество изоляционного покрытия, производительность труда (за счет сок- ращения времени простоя оборудования из-за обрьшов проволоки) и качество проводов (за счет исключения вытяжки проволоки в процессе изолирования),
Формула изобретения
Устройство для нанесения изоляционного покрытия на проволоку, содержащее по меньшей мере один узел фор51617464.
мирования покрытия, состоящий изки и обрывности проволоки, стенки кавходного и выходного калибровf рас-нала выполнены в виде двух диаметральположенных на одной оси, соединенныхно расположенных относительно оси каканалом, стенки которого параллельнылибров бесконечных лент с возможностью
и равноудалены от упомянутой оси,перемещения последних вдоль упомянуотличающееся тем, что,той оси, при этом каждая лента натяс целью повышения качества иэоляцион-нута между двумя валами, один из коного покрытия путем уменьшения вытяж-торых приводной.
| СПОСОБ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ПРОВОЛОКУ | 0 |
|
SU330492A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
