Известен способ нанесения изоляционного покрытия на проволоку путем пропускания ее через два калибра, в пространство между которыми под давлением подают изоляционную жидкость. Однако такой способ приводит к увеличению натяжения проволоки в процессе изолирования, что ограничивает скорость изолирования и затрудняет наложение тонких покрытий особенно из изоляционных жидкостей, имеющих высокую вязкость.
Предлагаемый способ отличается от известного тем, что с целью уменьшения натяжения проволоки в процессе изолирования изоляционную жидкость подают в зоне входного калибра в количестве, превышающем необходимое для создания покрытия, и выпускают излишек жидкости перед выходным калибром.
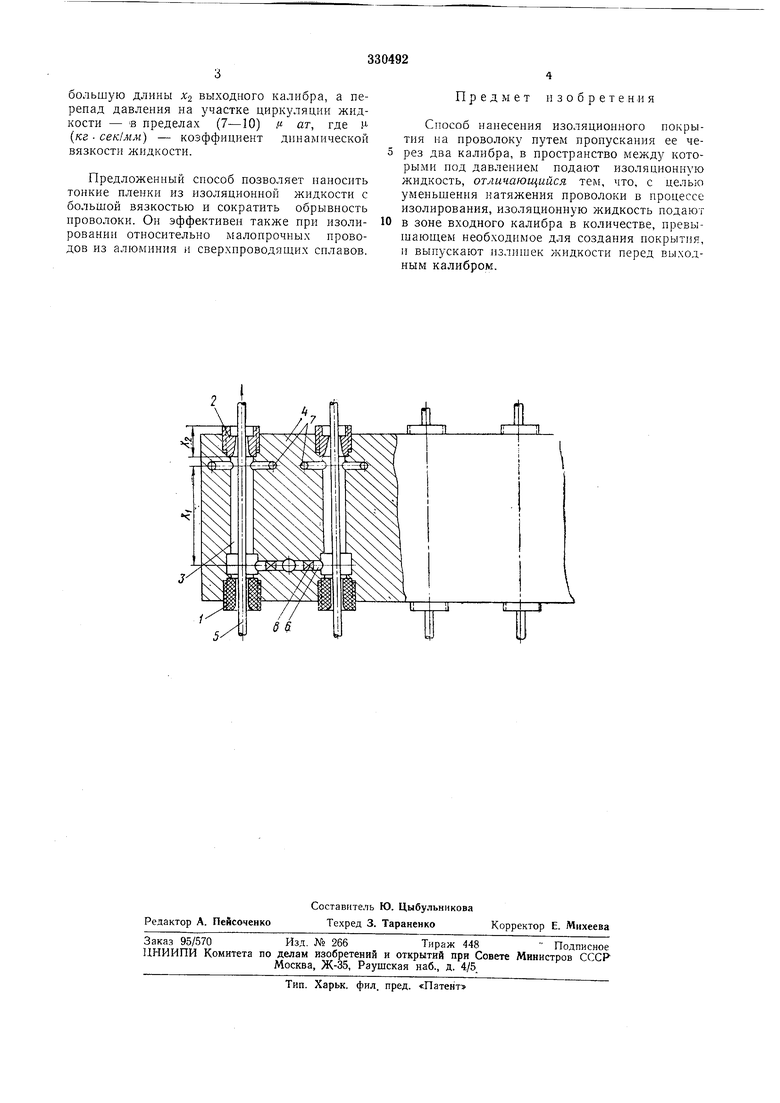
Па чертеже схематически показано устройство, реализующее предложенный способ.
Пространства между входными / и выходными 2 калибрами выполнены в внде цилиндрических каналов 3 в корпусе 4. Изолируемые проволоки 5 пропускают через калибры и в каналах 3 создают циркуляционный поток изоляционной жидкости в направлении движения проволоки. Жидкость подают под давлением через отверстия 6 в зоне входных калибров в количестве, превышающем необходимое для создания покрытия, и выпускают излишек жидкости через отверстия 7 в зоне выходных калибров. Кран 8 перекрывает подачу жидкости в момент прекращения движения проволоки или при ее обрыве. Жидкость, вытекающая из отверстия 7, возвращается в устройство при помощи насоса (на чертеже не показан).
При наличии проволоки жидкость, движущаяся в канале по кольцевому зазору, обеспечивает возникновение силы трения на проволоке, направленной по ее движению. Величина этой силы зависит от размеров устройства и перепада давления на участке между входным и выходным калибрами. В зависимости от величины силы трения изменяется натяжение проволоки на выходе из устройства. Патяжение проволоки на выходе из калибра ие должно превыщать ее натяження на входе в устройство, а при необходимости может быть даже MCHbHJe.
Для осуществления способа необходимо иравильно выбрать параметры процесса, в частности длину участка .Vi с циркуляцией жидкости и величину перепада давления на этом участке. Например, при эмалированш рекомендуется выбирать длииу .Vi, в три раза
большую длины Х2 выходного калибра, а перепад давления на участке циркуляции жидкости - в пределах (7-10) ,« ат, где JJ(кг сек/мм) - коэффициент динамической вязкости жидкости.
Предложенный способ позволяет наносить тонкие пленки из изоляционной жидкости с большой вязкостью и сократить обрывность проволоки. Ои эффективен также при изолировании относительно малопрочных проводов из алюминия и сверхпроводящих сплавов.
Предмет изобретения
Способ напесения изоляционного покрытия на проволоку путем пропускания ее через два калибра, в пространство между которыми под давлением подают изоляционную жидкость, отличающийся тем, что, с целью уменьшения натяжения проволоки в процессе изолирования, изоляционную жидкость подают в зоне входного калибра в количестве, превышающем необходимое для создания иокрытия, и выпускают излишек жидкости перед выходным калибром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения изоляционного покрытия на проволоку | 1977 |
|
SU686088A2 |
| Устройство для нанесения изоляционного покрытия на проволоку | 1989 |
|
SU1617464A1 |
| Способ изготовления электрического провода | 1986 |
|
SU1376124A1 |
| Способ изготовления обмоточных проводов | 1976 |
|
SU616658A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| Устройство для наложения изоляции | 1980 |
|
SU974419A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| СПОСОБ ПОВЫШЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ И БЫСТРОХОДНОСТИ АВТОНОМНОГО ОПОРНО-УПОРНОГО ПОДШИПНИКА ЖИДКОСТНОГО ТРЕНИЯ | 2009 |
|
RU2442033C2 |
| ПОТОЧНЫЙ СПОСОБ ДЛЯ ИЗМЕРЕНИЯ ВЯЗКОСТИ НЬЮТОНОВСКИХ И НЕНЬЮТОНОВСКИХ ЖИДКОСТЕЙ С ПОМОЩЬЮ ЩЕЛЕВОГО СУЖАЮЩЕГО УСТРОЙСТВА | 2020 |
|
RU2743511C1 |
5/
