Изобретение относится к обработке металлов давлением, а именно к способам оценки штампуемости листового . металла.
Цель изобретения - повышение точности оценки штампуемости.
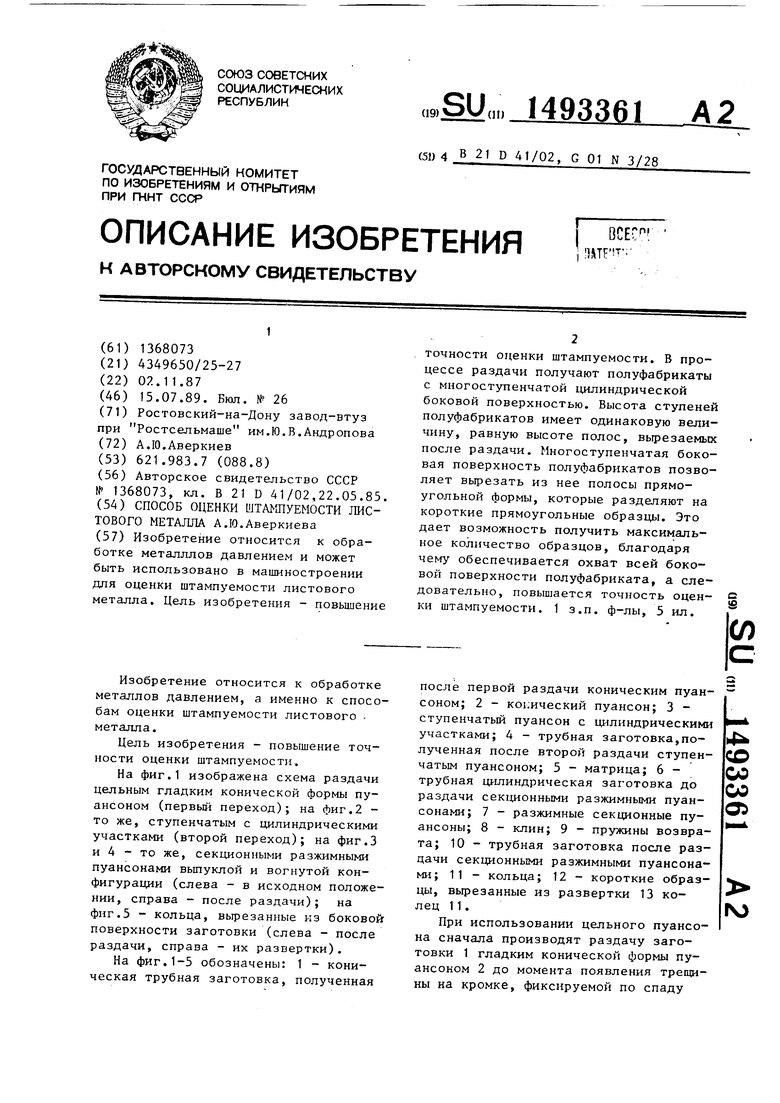
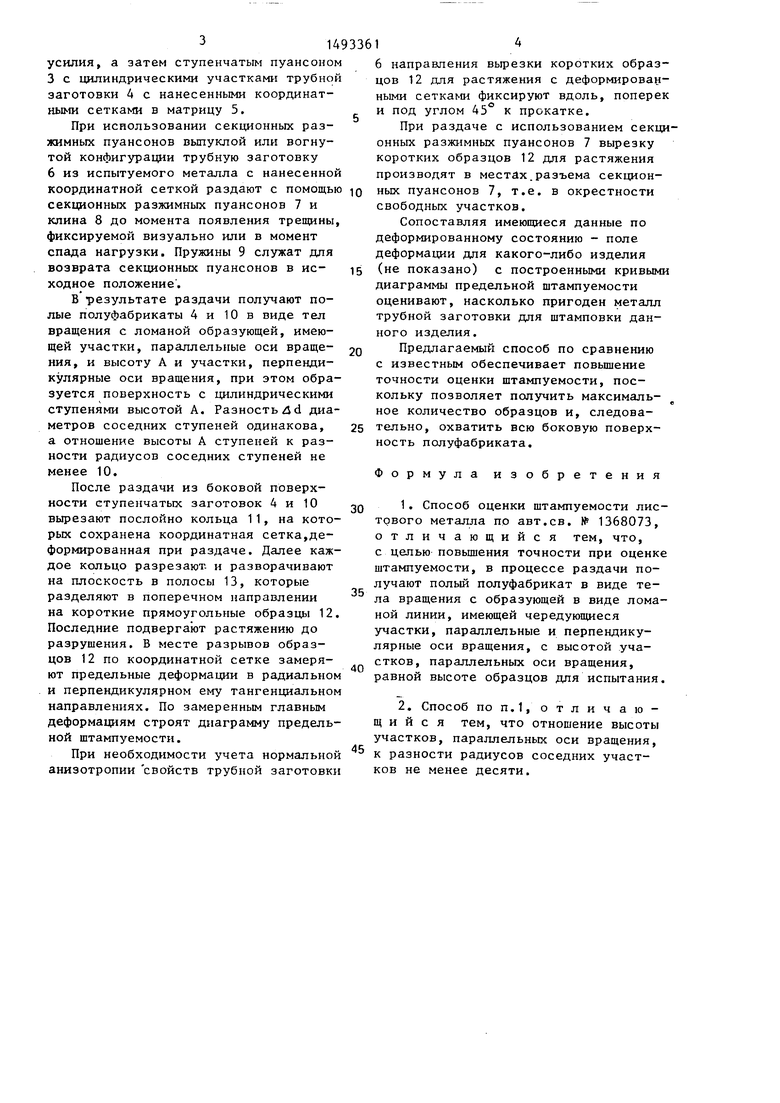
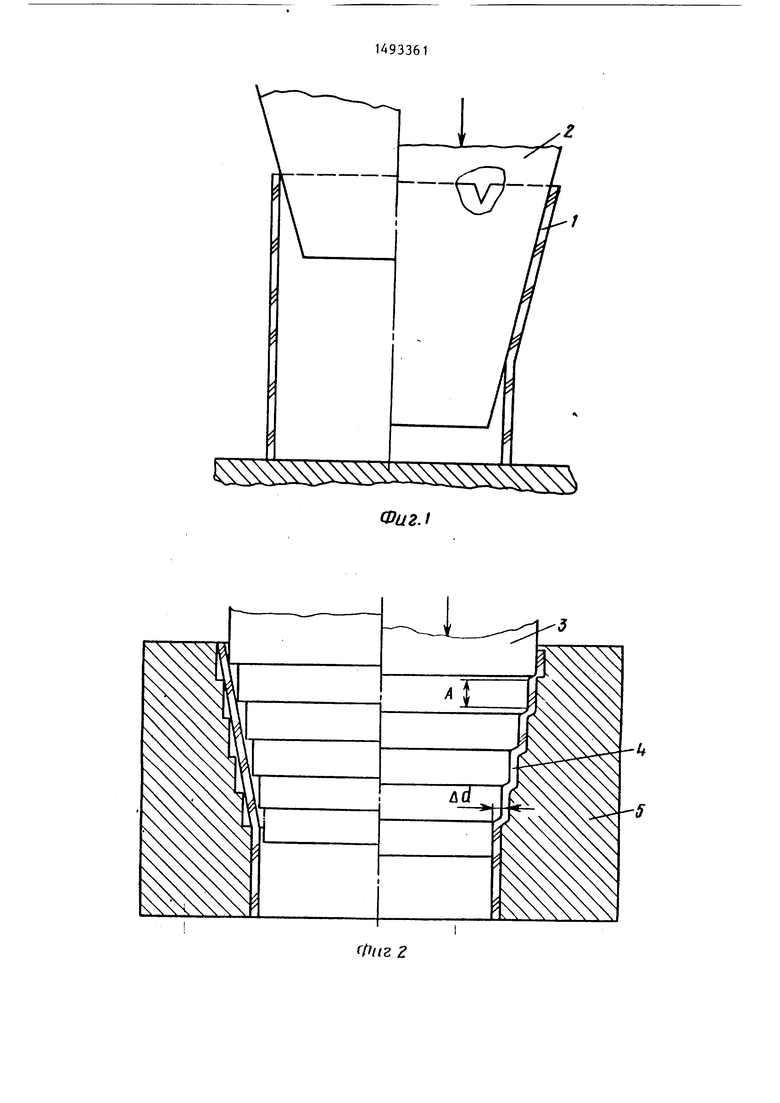
На фиг.1 изображена схема раздачи цельным гладким конической формы пуансоном (первый переход); на фиг.2 - то же, ступенчатым с цилиндрическими участками (второй переход); на фиг.З и 4 - то же, секционными разжимными пуансонами выпуклой и вогнутой конфигурации (слева - в исходном положении, справа - после раздачи); на фиг.5 - кольца, вьфезанные из боковой поверхности заготовки (слева - после раздачи, справа - их развертки).
На фиг.1-5 обозначены: 1 - коническая трубная заготовка, полученная
после первой раздачи коническим пуансоном; 2 - конический пуансон; 3 - ступенчатый пуансон с цилиндрическими участками; 4 - трубная заготовка,полученная после второй раздачи ступенчатым пуансоном; 5 - матрица; 6 - трубная цилиндрическая заготовка до раздачи секционными разжимными пуансонами; 7 - разжимные секционные пуансоны; 8 - клин; 9 - пружины возврата; 10 - трубная заготовка после раздачи секционньп и разжимными пуансонами; 11 - кольца; 12 - короткие образцы, вырезанные из развертки 13 колец 11.
При использовании цельного пуансона сначала производят раздачу заготовки 1 гладким конической формы пуансоном 2 до момента появления трещины на кромке, фиксируемой по спаду
СО 00
00 а
1Ч
3149
усилия, а затем ступенчатым пуансоном 3 с цилиндрическими участками трубной заготовки А с нанесенными координатными сетками в матрицу 5.
При использовании секционных разжимных пуансонов выпуклой или вогнутой конфигурации трубную заготовку 6 из испытуемого металла с нанесенной координатной сеткой раздают с помощью секционных разжимных пуансонов 7 и клина 8 до момента появления трещины, фиксируемой визуально или в момент спада нагрузки. Пружины 9 служат для возврата секционных пуансонов в ис- ходное положение.
в результате раздачи получают полые полуфабрикаты 4 и 10 в виде тел вращения с ломаной образующей, имеющей участки, параллельные оси враще- ния, и высоту А и участки, перпендикулярные оси вращения, при этом образуется поверхность с цилиндрическими ступенями высотой А. Разность 4d диаметров соседних ступеней одинакова, а отношение высоты А ступеней к разности радиусов соседних ступеней не менее 10.
После раздачи из боковой поверх- иости ступенчатых заготовок 4 и 10 вырезают послойно кольца 11, на которых сохранена координатная сетка,деформированная при раздаче. Далее каждое кольцо разрезают- и разворачивают
на плоскость в полосы 13, которые
разделяют в поперечном направлении
на короткие прямоугольные образцы 12. Последние подвергают растяжению до разрушения. В месте разрывов образцов 12 по координатной сетке замеряют предельные деформации в радиальном и перпендикулярном ему тангенциальном направлениях. По замеренным главным деформациям строят диаграмму предельной щтампуемости.
При необходимости учета нормальной анизотропии свойств трубной заготовки
..
5
о 5
Q
5
0
5
14
6 направления вьфезки коротких образцов 12 для растяжения с деформированными сетками фиксируют вдоль, поперек и под углом 45 к прокатке.
При раздаче с использованием секционных разжимных пуансонов 7 вырезку коротких образцов 12 для растяжения производят в местах.разъема секционных пуансонов 7, т.е. в окрестности свободных участков.
Сопоставляя имеющиеся данные по деформированному состоянию - поле деформации для какого-либо изделия (не показано) с построенными кривыми диаграммы предельной штампуемости оценивают, насколько пригоден металл трубной заготовки для штамповки данного изделия.
Предлагаемый способ по сравнению с известным обеспечивает повышение точности оценки штампуемости, поскольку позволяет получить максимальное количество образцов и, следовательно, охватить всю боковую поверхность полуфабриката.
Формула изобретения
1.Способ оценки штампуемости листового металла по авт.св. № 1368073, отличающийся тем, что,
с целью повышения точности при оценке штампуемости, в процессе раздачи получают полый полуфабрикат в виде тела вращения с образующей в виде ломаной линии, имеющей чередующиеся участки, параллельные и перпендикулярные оси вращения, с высотой участков, параллельных оси вращения, равной высоте образцов для испытания.
2.Способ поп.1,отличаю- щ и и с я тем, что отношение высоты участков, параллельных оси вращения, к разности радиусов соседних участков не менее десяти.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1985 |
|
SU1368073A1 |
| Способ оценки штампуемости листового металла | 1980 |
|
SU902919A1 |
| Способ оценки штампуемости листового металла | 1983 |
|
SU1169779A1 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1988 |
|
SU1618483A1 |
| Способ исследования напряженно-деформированного состояния материала при выдавливании с раздачей | 1987 |
|
SU1484432A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164189C2 |
| Способ испытания листового материала на штампуемость | 1991 |
|
SU1791058A1 |
| СПОСОБ ОЦЕНКИ ШТАМПУЕМОСТИ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2621324C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для оценки штампуемости листового металла. Цель изобретения - повышение точности оценки штампуемости. В процессе раздачи получают полуфабрикаты с многоступенчатой цилиндрической боковой поверхностью. Высота ступеней полуфабрикатов имеет одинаковую величину, равную высоте полос, вырезаемых после раздачи. Многоступенчатая боковая поверхность полуфабрикатов позволяет вырезать из нее полосы прямоугольной формы, которые разделяют на короткие прямоугольные образцы. Это дает возможность получить максимальное количество образцов благодаря чему обеспечивается охват всей боковой поверхности полуфабриката, а следовательно, повышается точность оценки штампуемости. 1 з.п. ф-лы, 5 ил.
Фиг.
Фиг г
ю
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1985 |
|
SU1368073A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
