J: i
С5 N3
05
to to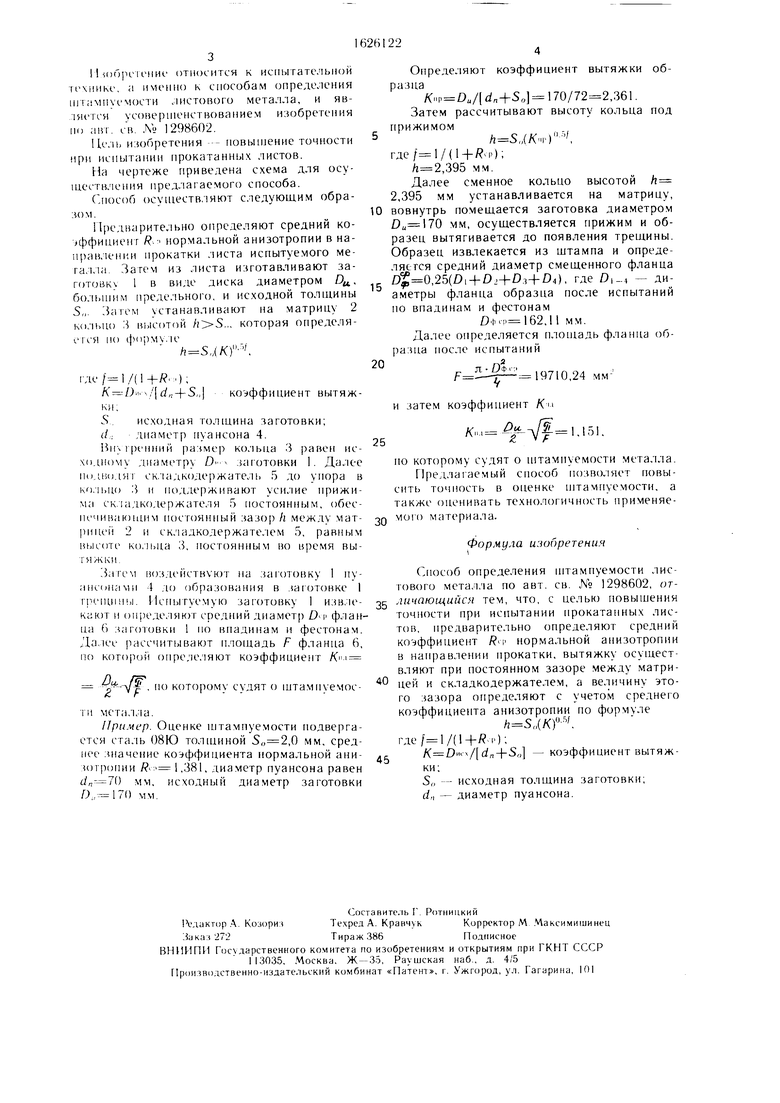
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения штампуемости при отбортовке листового материала | 1985 |
|
SU1233988A1 |
| Способ А.Ю.Аверкиева оценки штампуемости листового металла при отбортовке | 1987 |
|
SU1505627A1 |
| Способ определения штампуемости листового материала | 1985 |
|
SU1298602A1 |
| Способ глубокой вытяжки | 1980 |
|
SU925483A2 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1987 |
|
SU1493361A2 |
| ЛИСТ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ МЕТАЛЛИЧЕСКИХ БУТЫЛОК ИЛИ АЭРОЗОЛЬНЫХ БАЛЛОНОВ | 2014 |
|
RU2668357C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1988 |
|
SU1618483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
Изобретение относится к испытатечь ной технике, а именно к способам онре ie юния ис ги пи мтоп vm.i i 1.1 Ц 1ью изобретения явгнется IK вы nuuu m, HOCIH при испытании прокатанных нч юн Заютовкч 1 в ви;е цкна икме1 к О нк и толщиной S размепыют на це 2 Устанавливают на матрице 2 ло и, по 3 высотой ft, равной пюр межд матрицей 2 и t к па тко и ржат(. км , Потом прижимает с к ia IKO к ржа re 1ь ) к ко и - ц 3 сишем оГхшечикаюшич постоянным зазор h равный высоте ко ьца } auv вомействчют п ансоном 4 на иоювк I ю образования трещин в ta on 11 ci рассчитывают кгнффмциеш КП 1 по коюпи м с т,ят о | 1тауц емос тн MC-TJ i i i ni тоща ш фтанпа 6 нотоьки 1 I и i
Л .1
Z/
и
J)f
ю
11 зобретение относится к испытательной технике, i именно к способам определения ШЫМПУС-МОСТИ листовою металла, и яв- 1яек-я усовершенствованием изобретения по .пи IB Л 1298602
Цель изобретения - повьниение точности при испытании прокатанных листов.
На чертеже приведена схема для осуществления предлатаемого способа.
Способ осутеств 1яют следующим образом
Предварительно определяют средний коэффициент R нормальной анизотропии в направлении прокатки листа испытуемого мета т.ы Затем из листа изготавливают за- готоаку 1 в виде диска диаметром Du, большим предельного, и исходной толщины S,, Затем устанавливают на матрии 2 кольцо } высотой . которая определяется по форму ie
).
де (-)-/,
d,,-fS,l коэффициент вытяжК 1)
кн,
S исходная толщина заготовки,
it чиаметр пуансона 4
Вноренний размер кольца 3 равен ИСХОДНОМУ шамегру D заготовки 1 Далее 1Ю1ьо1ят ск тадкодержатедь 5 до упора в ко 3 и поддерживают усилие прижима с к ia содержателя 5 постоянным, обеспечивающим постоянный зазор h между матрицей 2 и складкодержатедем 5. равным высоте кольца 3, постоянным во время выI Я /К КМ
воз тействуют на заготовку 1 пу ,шсонами то образования в запловке I трещины Испыг ем ю заютовкч 1 извте- кают и определяют средний диаметр DM фланца ( з(пон)вки 1 по впадинам и фестонам Да тее рассчитывают площадь F фланца 6, по которой определяют коэффициент /Оч
- t-vf.
по которому схдято штампуемое
in металла
Ирияер Оценке штампуемости подвергается сталь 08Ю толщиной ,0 мм, среднее значение коэффициента нормальной анизотропии М : 1,381, диаметр пуансона равен Ј/„-- 70 мм, исходный диаметр заготовки D мм
0
5
0
5
0
5
Определяют коэффициент вытяжки образца
/f,, dn+S0 170/72 2,361
Затем рассчитывают высоту кольца под прижимом
/,$„(/(-,, )v, (1 + ),
,395 мм
Далее сменное кольцо высотой 2,395 мм устанавливается на матрицу, вовнутрь помещается заготовка диаметром Ј) мм, осуществляется прижим и образец вытягивается до появления трещины Образец извлекается из штампа и определяется средний диаметр смещенного фланца ,25(Di-T-0,+D,+D4), где D,4 - диаметры фланца образца после испытаний по впадинам и фестонам
,П мм
Далее определяется площадь фланца образца после испытаний
д
F i-2 - 197iO,24 мм и затем коэффициент Кп
1,151.
по которому о штампу,емости металла Пре 1лат аемый способ позволяет повысить точность в опенке штампуемости, а также оценивать технологичность применяемою материала.
Формула изобретения
Способ определения штампуемости лис тового метал.ча по авт ев № 1298602, отличающийся тем, что, с целью повышения точности при испытании прокатанных листов, предварительно определяют средний коэффициент нормальной анизотропии в направлении прокатки, вытяжку вляют при постоянном зазоре между матрицей и складкодержателем, а величину этого зазора определяют с учетом среднего коэффициента анизотропии по формуле (/)0,
(1+Яр),
,, - коэффициент вытяжки.
S,, исходная толщина заготовки, d,, - диаметр пуансона
| Способ определения штампуемости листового материала | 1985 |
|
SU1298602A1 |
