О)
СО
со
Изобретение касается обработки металлов давлением и относится к способам оценки штамиуемости листового металла.
Цель изобретения - повьппение качества, надежности и точности при выявлении способности листового ме7 талла к глубокой вытяжке за счет охвата всех участков боковой поверхности с учетом анизотропии свойств от прокатки.
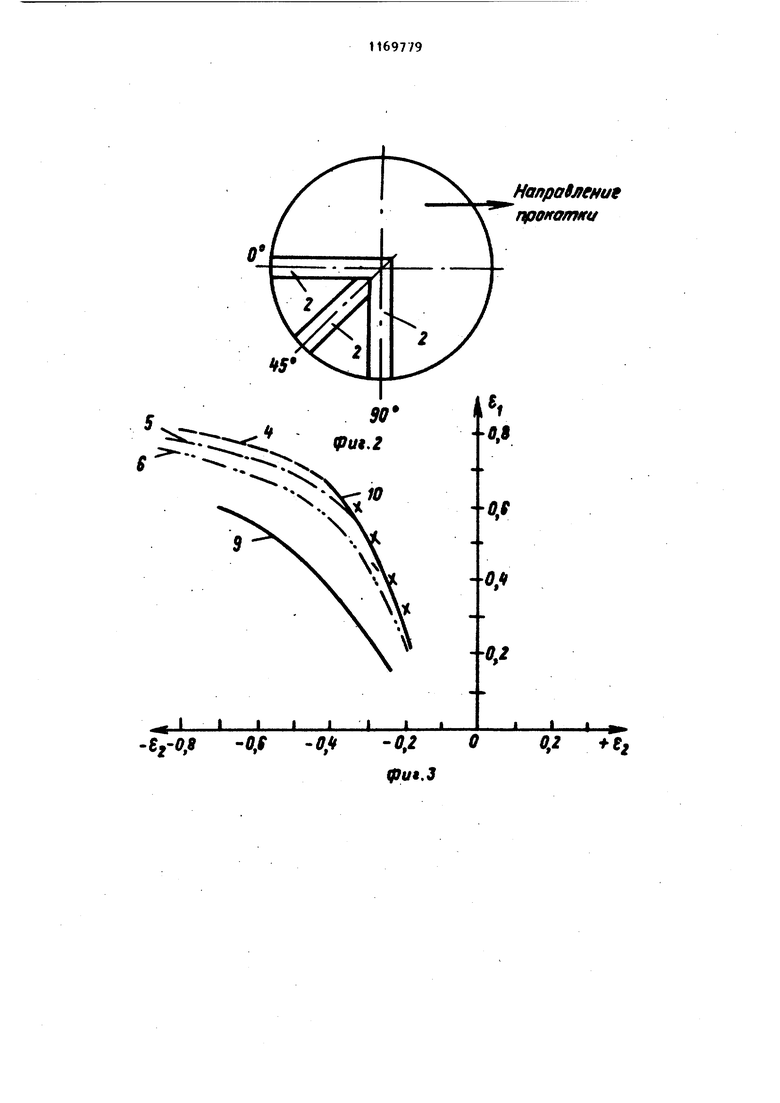
На фиг. 1 изображена схема вьфезки образцов из полос вдоль, поперек и под углом 45 к прокатке; на фиг. 2 - направления вьфезки полос вдоль, поперек и под углом 45 к прокатке; на фиг. 3 - кривые предельной штампуемости, построенные для образцов вдоль, поперек и под углом 45 к прокатке; на фиг. 4 - схема вырезки и развертки образцов в виде nojioc послойно от дна до кромки; на фиг. 5 - осредненные кривые предельной штампуемости.
На фиг. 1 - 5 обозначено: 1 - цилиндрический стакан, полученный после вытяжки, 2 - полосы, вырезанные и стенки стакана, вдоль образующей его боковой поверхности; 3 - коротки образцы для испытания растяжением, 4 5 и 6 - кривые предельной штампуемости соответственно вдоль, поперек и под углом 45° к прокатке,7 - образцы,полученные разверткой цилиндрических колец, выре|анных послойно от дна до кромки стакана, 8 - осредн«;нная кривая предельной штампуемости, 9 - кривая соотношений деформаций f и 8 для готового изделия, 10 - кривая прдельной штампуемости, построенная по известному способу.
Способ осуществляется следующим образом.
На лист (не показан) из испытуемого металла наносят координатную сетку, состоящую из соприкасающихся окружностей диаметром 2-3 мм. Затем из этой заготовки вытягивают полое изделие в форме стакана 1. После этого из его боковой поверз;ности от дна до кромки в направлении прокатки поперек и под угло1« 45 вьфезают полосы 2, на которых сохранена координатная сетка, деформированная при вытяжке. Каждую из трех полос 2 разделяют в поперечном направлении на короткие образцы 3, которые подвергаются растяжению до разрушения и в месте разрыва образцов 3 по координатной сетке замеряют предельные деформации в радиальном направлении С (вдоль оси стакана 1) и перпендикулярном ему направлении (тангенциальном) . По замеренным главным деформациям 6 и строят кривые 4, 5 и 6 предельной штампуемости соответственно вдоль, поперек и под углом 45 к прокатке испытуемого листового металла.
Когда необходимо получить осредненную кривую предельной штампуемости с учетом анизотропии в различных направлениях, вьфезку образцов 7 с деформаци.онными сетками из боковой поверхности вытянутого стакана 1 производят послойно от дна до кромки. Образцами являются развертки полос и боковой поверхности по высоте стакана 1. Далее они подвергаются растяжению до разрыва и по замеренным гланым деформациям f и .; в месте разрушения строят осредненную кривую 8 предельной штампуемости испытуемог металла.
Сопоставляя имеющиеся данные по деформированному состоянию (кривую 9 соотношений деформаций и t для какого-либо изделия) с полученными кривыми 4, 5, 6 и 8 предельной штампуемости, можно оценить, насколько пригоден металл для изготовления данного изделия.
Предложенный способ поэвсшяет более точно и надежно с учетом анизотропии в различных направлениях прокатки или осредненно оценивать штампуемость листового металла к глубокой вытяжке по сравнению с известным способом построения кривых предельной штампуемости только по результатам механических испытаний на растяжение плоских образцов, позволяющего получить максимальную тангенциальную деформацию . , не превышающую по абсолютной величине 0,45 (кривая 10). -If Of -0,$ -Of -0.2
lftut.3 Напра9лени9 r oifo/rwtt 0.2 e.
т
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1987 |
|
SU1493361A2 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1985 |
|
SU1368073A1 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1988 |
|
SU1618483A1 |
| Способ оценки штампуемости листового металла | 1980 |
|
SU902919A1 |
| СПОСОБ КОНТРОЛЯ ШТАМПУЕМОСТИ ЛИСТОВЫХ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071604C1 |
| Способ А.Ю.Аверкиева оценки штампуемости листового металла при отбортовке | 1987 |
|
SU1505627A1 |
| СПОСОБ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2007 |
|
RU2382349C2 |
| Способ испытания листового металла | 2018 |
|
RU2682127C1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2591294C1 |
| Способ оценки штампуемости листового металла | 1988 |
|
SU1683842A1 |

1, СПОСОБ ОЦЕНКИ ШТАМПУЕМОС.ТИ ЛИСТОВОГО МЕТАЛЛА, включающий . нанесение.координатной сетки на лист из испытуемого материала, глубокую вытяжку из него цилиндрического стакана, вырезку из его стенки образцов, испытание их растяжением до разрушения и построение по результатам испытаний кривой предельной штампуемости, отличающийся тем, что, с целью повышения качества, надежности и точности при выявлении способности листового металла к глубокой вытяжке за счет охвата всех участков боковой поверхности с учетом анизотропии свойств от прокатки, после вытяжки из стенки цилиндрического стакана вдоль образутсщей его боковой поверхности вьфезают полосы длиной, равной высоте стакана, в направлении вдоль, поперек и под углом 45 к направлению прокатки, а образцы получают путем разделения полос в поперечном направлении. с б 2. Способ ПОП.1, отличающийся тем, что, образцы получают путем вьфезки из стенки стакана цилиндрических колец и последующей их развертки.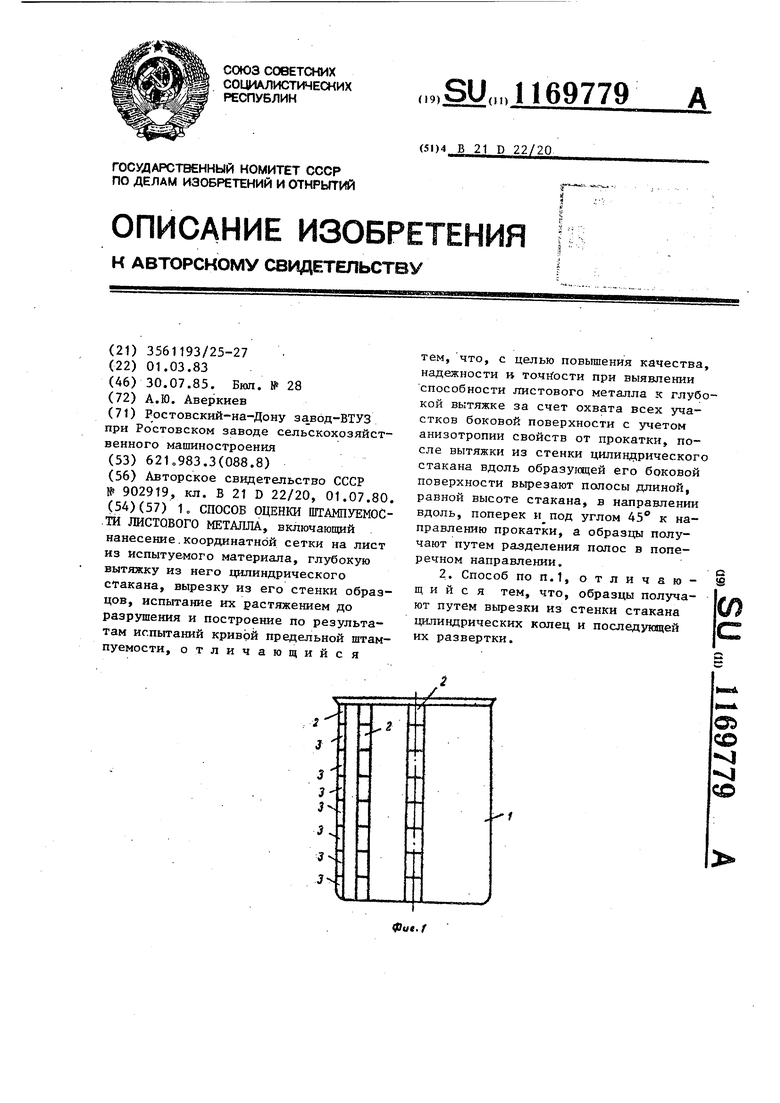
| Способ оценки штампуемости листового металла | 1980 |
|
SU902919A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
