Изобретение относится к автоматизации производственных процессов и может быть использовано для стабилизации ширины сварочной ванны при автоматической электросварке.
Целью изобретения -является повышение качества сварки путем повышения точности работы устройства.
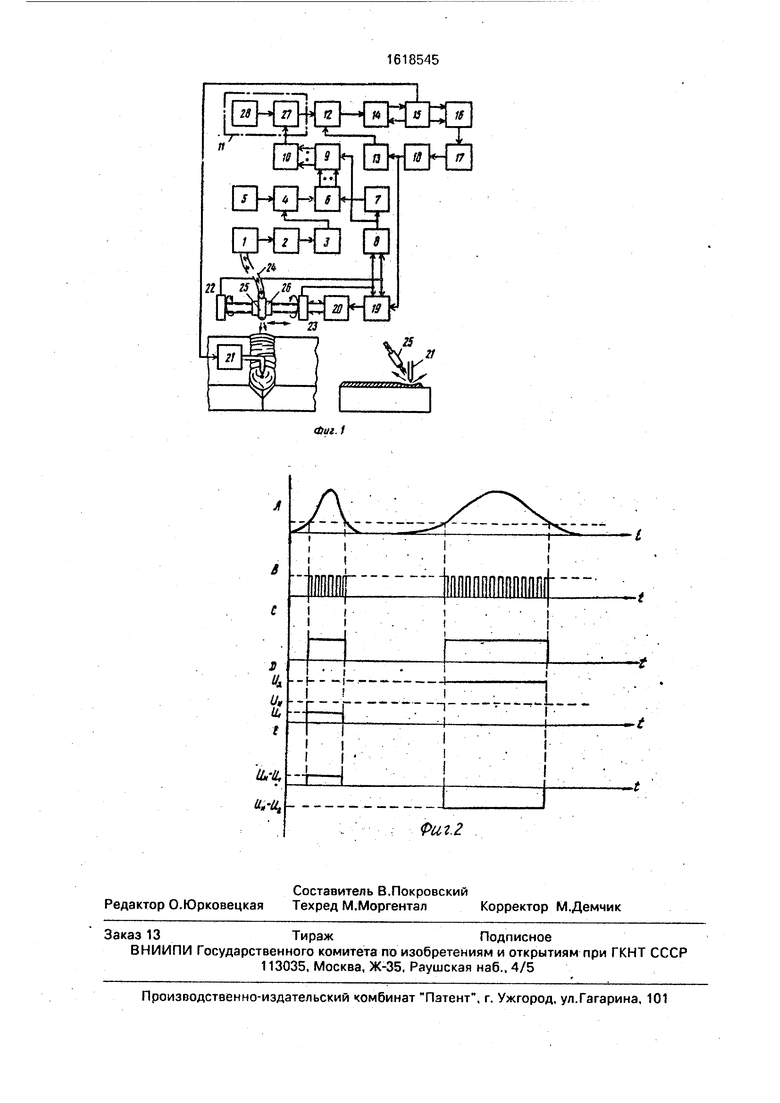
На фиг. 1 приведена функциональная схема устройства; на фиг.2 - диаграммы напряжений, поясняющие принцип работы устройства.
Выход фотодатчика 1 через блок 2 обработки и первый пороговый элемент З.связан С управляющим входом первой ключевой схемы 4, информационный вход которой соединен с выходом генератора 5 импульсов.
Выход первой ключевой схемы 4 связан с информационным входом счетчика 6, R-вход которого подключен к выходу первого элемента 7 задержки, вход которого связан с выходом элемента ИЛИ 8, выход которого также соединен с управляющим входом регистра 9, входы которого связаны с выходами счетчика 6. Выходы регистра 9 соединены с входами цифроаналогового преобразователя 10, выход которого связан с входом блока 11 сравнения, выход которого подключен к управляющему входу второй ключевой схемы 12, управляющий вход которой связан с выходом второго элемента 13 задержки. Выход второй ключевой схемы 12 соединен с вторым входом блока 14 управления сварочным током, первый вход KOTO2
Об
СП
Јь
ся
рого связан с первым выходом сварочного источника 15 тока, вторые выходы которого соединены с входами дифференциального усилителя 16, выход которого связан через амплитудный детектор 17с входом второго порогового элемента 18, выход которого подключен к входу второго элемента 13 задержки и первому входу схемы 19 управления приводом сканирования, выход которой связан с входом привода 20 сканирования, Выход блока 14 управления сварочным током связан с входом сварочного источника 15 тока, который также связан со сварочной головкой 21. Выходы первого и второго концевых переключателей 22 и 23 связаны с входами элемента ИЛИ 8 и вторыми входами схемы 19 управления приводом сканирования. Один конец световода 24 соединен с фотодатчиком 1, а его второй конец оснащен фокусирующей системой 25 с оптическим фильтром и связан с подвижной кареткой 26 привода 20 сканирования.
Фотодатчик 1 предназначен для приема оптического излучения от сварочной ванны, в качестве фотодатчика могут использоваться, например, фотодиоды, фототранзисторы.
Блок 2 обработки предназначен для предварительной обработки принятых фотодатчиком сигналов (усиление, фильтрация, детектирование). .
Первый-и второй элементы 7 и 13 задержки предназначены для осуществления задержки входных сигналов. Второй элемент 13 задержки осуществляет задержку входного сигнала на время прохождения подвижной кареткой 26 от первого 22 концевого переключателя к второму 23.
Первый и второй пороговые элементы 3 и 18 предназначены для выработки управляющих сигналов при превышении уровнем входного сигнала заранее заданной величины. «
Первая и вторая ключевые схемы 4 и 12 предназначены для управления пропусканием выходных сигналов с генератора 5 мм- пульсов и блока 11 сравнения на входы счетчика 6 и блока 14 управления сварочным током.
Генератор 5 импульсов предназначен для генерации непрерывной последовательности импульсов высокой частоты.
Счетчик 6 предназначен для подсчета количества импульсов, поступающих на его информационный вход, число которых определяет ширину сварочной ванны.
Регистр 9 предназначен для временного хранения величины цифрового кода, записанного в счетчике 6, полученного в результате одного цикла сканирования.
Цифроаналоговый преобразователь 10 предназначен для преобразования цифрового кода, записанного в регистре 9, в аналоговый сигнал, величина которого однозначно
определяет текущую ширину сварочной ванны.
Блок 11 сравнения предназначен для выработки управляющего сигнала отклонения ширины сварочной ванны от ее номинального
значения. Он содержит дифференциальный усилитель27 и схему 28 задания номинальной ширины сварочной ванны. Дифференциальный усилитель 27 предназначен для выработки сигнала отклонения ширины сварочной
ванны от ее номинального значения. Схема 28 задания номинальной ширины сварочной ванны предназначена для выработки сигнала, величина которого однозначно определяет номинальную ширину сварочной ванны.
Блок 14 управления сварочным током предназначен для осуществления управления сварочным током сварочного источника 15 тока и может быть выполнен по известной схеме с применением транзисторных
регуляторов сварочного тока. Элемент ИЛИ 8 предназначен для пропускания управляющих сигналов на вход первого элемента 7 задержки.
Дифференциальный усилитель 16 предназначен для выработки сигнала наличия сварочного процесса. Входы усилителя 16 подсоединены к шунту сварочного источника 15 тока.
Амплитудный детектор 17 предназначен для детектирования выходных сигналов с дифференциального усилителя 16.
Привод 20 сканирования предназначен для перемещения подвижной каретки 26 поперек стыка свариваемых деталей непосродственно над сварочной ванной.
Схема 19 управления приводом 20 сканирования предназначена для выработки управляющих сигналов, поступающих на привод 20 сканирования.
Первый и второй концевые переключатели 22 и 23 предназначенью для управле- ния режимами реверса привода 20 сканирования, а также режимами записи и
считывания информации в счетчик 6 и регистр 9..
Фокусирующая система 25 с оптическим фильтром предназначена для концен- трацйи светового потока, исходящего от сварочной ванны, а также выделения нужной полосы используемого спектра оптического излучения.
Устройство работает следующим образом.
В исходном состоянии подвижная каретка 26 находится в одном из крайних положений, При начале сварочного процесса с шунта сварочного источника 15 токз, а точнее с его вторых выходов, снимается сигнал наличия сварочной дуги и проведения сварочного процесса. Этот сигнал усиливается дифференциальным усилителем 16 и детектируется амплитудным детектором 17. Если величина сигнала на выходе амплитудного детектора 17 превысит пороговое значение, то срабатывает второй пороговый элемент 18. На выходе второго порогового элемента 18 формируется сигнал логической единицы, который поступает на вход второго элемента 13 задержки и первый вход схемы 19 управления приводом сканирования. По этому управляющему сигналу производится включение привода 20 сканирования, который приводит в движение подвижную каретку 26. Например, каретка 26 начинает двигаться от первого концевого переключателя 22 в направлении второго концевого выключателя 23. В начальный момент времени в результате взаимодействия подвижной каретки 26 с концевым переключателем 22 на его выходе формируется сигнал, который.пройдя через элемент ИЛИ 8 и первый элемент 7 задержки,производит сброс в нулевое состояние счетчика 6.
При приближении подвижной каретки 26 в направлении к месту проведения сварочного процесса на фотодатчик 1 через фокусирующую систему 25 с оптическим фильтром и в световод 24 поступают оптические сигналы от сварочной ванны, которые нарастают по интенсивности по мере приближения подвижной каретки 26 к центру сварочной ванны. Фотодатчик 1 преобразует эти оптические сигналы в электрическую форму. Блок 2 обработки производит усиление, фильтрацию и детектирование этих сигналов. Электрические сигналы на выходе блока 2 обработки для сварочных ванн разной ширины представлены на диаграмме А и имеют нормальный закон распределения. При прохождении подвижной кареткой центра сварочной ванны происходит постепенный спад аналогового напряжения на выходе блока 2 обработки. На диаграмме А также пунктирной линией показан порог срабатывания первого порогового элемента 3, при превышении которого на его выходе формируется сигнал логической единицы, который открывает первую ключевую схему 4. Таким образом, чем больше размеры сварочной ванны, тем дольше присутствует сигнал логической единицы на выходе первого порогооого элемента 3 при постоянной скорости передвижения каретки 6 поперек стыка (диаграмма С) и, как. следствие, большее число импульсов поступает с выхода генератора 5 импульсов через первую ключевую схему 4 на информационный вход счетчика 6 (диаграмма В). Таким образом, величина цифрового кода, записанного в разрядах счетчика б, однозначно определяет ширину сварочной ванны.
0 При взаимодействии подвижной каретки 26 с вторым концевым переключателем 23 на его выходе формируется сигнал, который, поступив на один из вторых входов схемы 19 управления приводом 20 сканиро5 вания, осуществляет управление реверсом электродвигателя привода 20 сканирования, что приводит к изменению направления перемещения подвижной каретки. Кроме того, сигнал с выхода второго конце0 вого переключателя 23, пройдя через элемент ИЛИ 8, поступает на управляющий вход регистра 9, по которому производится запись в разряды регистра 9 цифрового кода со счетчика 6. Кроме того, сигнал с выхо5 да элемента ИЛИ 8, пройдя через первый элемент 7 задержки, производит сброс счетчика 6.
При обратном перемещении подвижной каретки 26 процесс записи цифрового
0 кода в счетчик 6 повторяется в описанной последовательности.
Цифровой код ширины сварочной ванны, записанный в разрядах регистра 9, преобразуетсяцифроаналоговым
5 преобразователем 10 в аналоговый сигнал, величина которого однозначно определяет текущую ширину сварочной ванны. Этот сигнал поступает в блок 11 сравнения, где сравнивается с нормативным сигналом ши0 рины сварочной ванны, вырабатываемым схемой 28 задания номинальной ширины сварочной ванны блока 11. При несовпадении указанных значений дифференциальный усилитель 27 блока 11 сравнения
5 вырабатывает сигнал рассогласования, величина которого определяет отклонение ширины реальной сварочной ванны от эталонной, и его знак определяет, является ли ширина реальной сварочной ванны боль0 шей или меньшей эталонной ширины сварочной ванны.
Сигнал рассогласования с выхода блока 11 сравнения, поступает на информационный вход второй ключевой схемы 4, которая
5 в начальный момент сварочного процесса заперта. При завершении первого цикла сканирования подвижной кареткой 26 на выходе второго элемента 13 задержки вырабатывается сигнал логической единицы, поскольку элемент 13 осуществляет задержку
входного сигнала на время одного прохода подвижной кареткой 26 от первого 22 концевого переключателя к второму 23. Этот сигнал поступает на управляющий вход второй ключевой схемы 12 и открывает ее. Со- ответственно, на вход блока 14 управления сварочным током поступает с блока 11 управляющее воздействие, пропорционально изменяющее силу сварочного тока. В даль- нейшем.с целью стабилизации ширины сва- рочной ванны, в устройстве производятся сравнение текущего значения сигнала б ширине созрочной ванны и установленного значения сигнала и управление сварочным током для уменьшения разности указанных сигналов (диаграммы D, Е).
При обрыве сварочной дуги на выходе второго порогового элемента 18 формируется сигнал логического нуля, который выключает привод 20 сканирования и, пройдя через второй элемент 13 задержки, блокирует поступление управляющих сигналов на вход блока 14 управления сварочным током. Формула изобретения 1, Устройство для стабилизации шири- ны сварочной ванны, содержащее фотодатчик, блок обработки, блок сравнения, блок управления сварочным током, сварочный источник тока, световод, одним концом соединенный с фотодатчиком, выход которого связан с входом блока обработки, выход блока управления сварочным током соединен с входом сварочного источника тока, первый выход которого соединен с первым входом блока управления сварочным током, отличающееся тем, что, с целью повышения качества сварки путем повышения точности работы устройства, оно содержит генератор импульсов, первый и второй пороговые элементы, первую и вторую клю- чевые схемы, первый и второй элементы задержки, элемент ИЛИ, счетчик, регистр цифроаналоговый преобразователь, дифференциальный усилитель, амплитудный детектор, привод сканирования, оснащенный подвижной кареткой, установленной непосредственно над сварочной ванной перпен- дшсулярно направлению сварки, схему
управления приводом сканирования, первый и второй концевые переключатели, вто рой конец световода соединен с подвижной кареткой и оснащен фокусирующей системой с оптическим фильтром, выход блока обработки через первый пороговый элемент соединен с управляющим входом первой ключевой схемы, информационный вход которой соединен с выходом генератора импульсов, выход первой ключевой схемы соединен с информационным входом счетчика, R-вход которого соединен с выходом первого элемента задержки, вход элемента задержки соединен с выходом элемента ИЛИ, выход которого также соединен с управляющим входом регистра, входы регистра соединены с выходами счетчика, выходы регистра соединены с входами цифроанало- гового преобразователя, выход которого соединен с входом блока сравнения, вход блока сравнения соединен с информационным входом второй ключевой схемы, выход которой соединен с вторым входом блока управления сварочным током, вторые выходы сварочного тока соединены с входами дифференциального усилителя, выход которого через амплитудный детектор соединен с входом второго порогового элемента, выход порогового элемента соединен с входом второго элемента задержки и первым входом схемы управления приводом сканирования, выход которой соединен с входом привода сканирования, выходы первого и второго концевых переключателей.соедине- ны с входами элемента ИЛИ и вторыми входами схемы управления приводом сканирования, выход второго элемента задержки соединен с управляющим входом второй ключевой схемы.
2. Устройство по п. 1 ,отличающее- с я тем, что блок сравнения содержит схему задания номинальной ширины сварочной ванны и дифференциальный усилитель, информационный вход которого и выход являются входом и выходом всего блока, а его управляющий вход соединен е выходом схемы задания номинальной ширины сварочной ванны.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для слежения по стыку | 1989 |
|
SU1696202A1 |
| Тренажер сварщика | 1989 |
|
SU1663619A1 |
| Устройство для слежения по стыку | 1986 |
|
SU1391825A1 |
| Тренажер сварщика | 1986 |
|
SU1488148A1 |
| Устройство для контроля скорости сварки и теплосодержания сварочной ванны | 1988 |
|
SU1773622A1 |
| Тренажер сварщика | 1988 |
|
SU1550571A1 |
| Тренажер сварщика | 1988 |
|
SU1594588A1 |
| Устройство для считывания и распознавания изображений на карте с электропроводящими элементами | 1983 |
|
SU1124348A1 |
| Устройство для измерения ширины двигающегося полотна | 1978 |
|
SU737779A1 |
| Тренажер для обучения сварщиков | 1986 |
|
SU1441446A1 |
Изобретение относится к автоматизации производственных процессов и может быть использовано для стабилизации ширины сварочной ванны при автоматической электросварке. Цель изобретения - повышение качества сварки за счет повышения точности работы устройства. Устройство для стабилизации ширины сварочной ванны содержит фотодатчик, блок обработки, блок сравнения, блок управления сварочным током, сварочный источник тока, световод. Ус- тройство дополнительно снабжено генератором импульсов, первым и вторым пороговыми элементами, первым и вторым ключевыми схемами, первым и вторым элементами задержки, элементом ИЛИ, счетчиком, регистром, дифференциальным усилителем, амплитудным детектором, приводом сканирования, оснащенным подвижной кареткой, установленной под сварочной ванной перпендикулярно направлению сварки, схемой управления приводом сканирования, первым и вторым концевыми переключателями. Один конец световода соединен с фотодатчиком, а другой - с подвижной кареткой и оснащен фокусирующей системой с оптическим фильтром. За счет повышения точности контроля ширины сварочной ванны повышается качество проведения сварочных работ. 1 з.п.ф-лы, 2 ил. S Ё
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
